You might also like
- Maquina HerramientaDocument20 pagesMaquina HerramientaFranklin LalaleoNo ratings yet
- DiqueContencionTanqueHotelDocument8 pagesDiqueContencionTanqueHotelJuan Miguel Arrizabalaga100% (1)
- Difusión y El Procesamiento de Los MaterialesDocument15 pagesDifusión y El Procesamiento de Los MaterialesCarolina Gutiérrez Barragan100% (1)
- Prueba de Ensayo Astm D 56 Copa Cerrada TagDocument2 pagesPrueba de Ensayo Astm D 56 Copa Cerrada TagFernando HuarocNo ratings yet
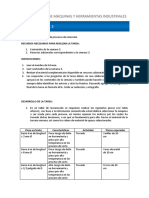
- Tarea v2Document6 pagesTarea v2Felipe CruzNo ratings yet
- CEPILLADORA, LIMADORA Y MORTAJADORADocument89 pagesCEPILLADORA, LIMADORA Y MORTAJADORAJoel Honorio Marin100% (1)
- Trabajo Semana 4 Procesos Extractivos Quimicos y de La ConstruccionDocument9 pagesTrabajo Semana 4 Procesos Extractivos Quimicos y de La ConstruccionWaldo EstebanNo ratings yet
- Presión de Vapor Reid ASTM D 323Document2 pagesPresión de Vapor Reid ASTM D 323Fernando Huaroc50% (2)
- Sedimentología - Del - Proceso - Físico - A - La - Cuenca CopiaDocument1,290 pagesSedimentología - Del - Proceso - Físico - A - La - Cuenca Copiaelisa02100% (3)
- Tarea - Semana - 3, Resistencias de Los MaterialesDocument6 pagesTarea - Semana - 3, Resistencias de Los MaterialesDaniel Herrera MuñozNo ratings yet
- Tarea Semana 8 Resistencia de Los MaterialesDocument5 pagesTarea Semana 8 Resistencia de Los MaterialesRob AlvayayNo ratings yet
- Paula Nuñez Proyecto FinalDocument9 pagesPaula Nuñez Proyecto FinalMarcoNo ratings yet
- Fundamentos de Maquinas y Herramientas Cuestionario Semana 2Document3 pagesFundamentos de Maquinas y Herramientas Cuestionario Semana 2Antoniix Franck GomezNo ratings yet
- Interpretación de planos y formatos de papelDocument7 pagesInterpretación de planos y formatos de papelao_kinghtonNo ratings yet
- Carlos - Bassi - Control 6 Fis.Document5 pagesCarlos - Bassi - Control 6 Fis.vittorioNo ratings yet
- Sebastian Sanchez Tarea2Document5 pagesSebastian Sanchez Tarea2Sebastian SuazoNo ratings yet
- Sebastian Sanchez Tarea3Document6 pagesSebastian Sanchez Tarea3Sebastian SuazoNo ratings yet
- Metrología 7Document6 pagesMetrología 7Gerson Barrera100% (2)
- Control 6 - Re RSMDocument6 pagesControl 6 - Re RSMPaola de EscalonaNo ratings yet
- Diseño de EscaleraDocument7 pagesDiseño de EscalerafranplinNo ratings yet
- Carlos Robledo Tarea8Document6 pagesCarlos Robledo Tarea8Carlos Alfredo Robledo RojasNo ratings yet
- Tarea 8 Fisica en Procesos Industriales IACCDocument6 pagesTarea 8 Fisica en Procesos Industriales IACCCatalina ContrerasNo ratings yet
- Prueba de Ensayo Astm-D1298 Densidad ApiDocument3 pagesPrueba de Ensayo Astm-D1298 Densidad ApiFernando HuarocNo ratings yet
- Tarea Semana 4 Fundamentos de Maquinas y Herramienta Industriales Jorge Toro CampillayDocument8 pagesTarea Semana 4 Fundamentos de Maquinas y Herramienta Industriales Jorge Toro CampillayJorge Hernan Toro CampillayNo ratings yet
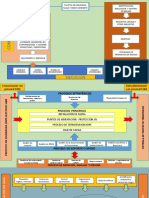
- Mapa de Proceso SQMDocument3 pagesMapa de Proceso SQMCarlos Collao Nielsen100% (1)
- Papel carbónDocument8 pagesPapel carbónFrancisco Suárez100% (1)
- Javier Garcia Tarea3Document5 pagesJavier Garcia Tarea3javier garcuaNo ratings yet
- Proyecto Final MaquinasDocument12 pagesProyecto Final MaquinasjorgeelmasricoNo ratings yet
- Usos de Los Explosivos en La ConstrucciónDocument6 pagesUsos de Los Explosivos en La ConstrucciónSion Avance ToledoNo ratings yet
- Miguel Ibacache Proyecto FinalDocument14 pagesMiguel Ibacache Proyecto FinalMiguel AngelNo ratings yet
- Miguel DelVillar Tarea4Document7 pagesMiguel DelVillar Tarea4Eduard RamirezNo ratings yet
- CEPILLADORADocument17 pagesCEPILLADORAJary Rivas YoveraNo ratings yet
- EstaDocument2 pagesEstaibo burgos83% (6)
- Tarea - Semana 4Document7 pagesTarea - Semana 4Diego Alexis Valdivia EspinolaNo ratings yet
- Tarea Semana 6Document10 pagesTarea Semana 6César TorresNo ratings yet
- Física procesos industriales tarea 1Document2 pagesFísica procesos industriales tarea 1CESAR EDUARDO CALDERON RIOSNo ratings yet
- Tarea Semana 1Document5 pagesTarea Semana 1jorge elguetaNo ratings yet
- Control 5 IACCDocument3 pagesControl 5 IACCBlack07933% (3)
- Tarea 1 Interpretacion de Planos IaccDocument6 pagesTarea 1 Interpretacion de Planos Iaccrodrigo rodriguez saldivia75% (4)
- Cepillos industriales: tipos y usosDocument12 pagesCepillos industriales: tipos y usospalaurell100% (4)
- Limadora Cepilladora MortajadoraDocument36 pagesLimadora Cepilladora MortajadoraJhonatan CalloapazaNo ratings yet
- Toaz - Info Cuestionario Semana 8 PRDocument4 pagesToaz - Info Cuestionario Semana 8 PRAntoniix Franck Gomez0% (1)
- Tarea 1 Resistencia de MaterialesDocument6 pagesTarea 1 Resistencia de MaterialesAlex SantibáñezNo ratings yet
- Luis Soto Tarea 6Document16 pagesLuis Soto Tarea 6Luis SotoNo ratings yet
- Interpretación de planos, diagramas e instrumentos para proyecto de ingeniería industrialDocument9 pagesInterpretación de planos, diagramas e instrumentos para proyecto de ingeniería industrialJuan Napoleon Caroca100% (4)
- Cuestionario Semana 8Document4 pagesCuestionario Semana 8Eduardo Alvarez RamirezNo ratings yet
- Proyecto Final Fundamentos de Maquinas y herramientasIACCDocument9 pagesProyecto Final Fundamentos de Maquinas y herramientasIACCRoberto HurtadoNo ratings yet
- Tarea Semana 7 Interpretacion de PlanosDocument4 pagesTarea Semana 7 Interpretacion de PlanosJuan Napoleon Caroca0% (3)
- IACC FUNDAMENTOS DE MAQUINAS Y HERRAMIENTAS Proyecto - FinalDocument20 pagesIACC FUNDAMENTOS DE MAQUINAS Y HERRAMIENTAS Proyecto - FinalRoberto HurtadoNo ratings yet
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocument2 pagesS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFAlberto MansoNo ratings yet
- Título de la tarea IACCDocument3 pagesTítulo de la tarea IACCCESAR EDUARDO CALDERON RIOS0% (1)
- Herramientas de Procesos de Remoción Por Movimiento de TraslaciónDocument6 pagesHerramientas de Procesos de Remoción Por Movimiento de TraslaciónJosé moreira lopez100% (1)
- Tarea4 Interpretacion de PlanosDocument7 pagesTarea4 Interpretacion de PlanoslalinNo ratings yet
- Tarea Semana 7Document9 pagesTarea Semana 7Fabian Gonzalez GonzalezNo ratings yet
- Daniel Tapia Tello Tarea 2 Interpretacion de PlanoDocument8 pagesDaniel Tapia Tello Tarea 2 Interpretacion de PlanoDanielTapiaTello100% (5)
- Proyecto Final de Fundamentos de Máquinas y Herramientas IndustrialesDocument6 pagesProyecto Final de Fundamentos de Máquinas y Herramientas IndustrialesSoniaSeguraNarvaéz100% (1)
- Felipe Jorquera Tarea4Document8 pagesFelipe Jorquera Tarea4Ingeniero proyectosNo ratings yet
- 4 Pauta Tarea LogisticaDocument2 pages4 Pauta Tarea LogisticaBelen C0% (1)
- Semana 2 - CONTROL - SET - A - QUIFP1201Document7 pagesSemana 2 - CONTROL - SET - A - QUIFP1201victor mac conellNo ratings yet
- ProyectoFinal MelissaVeraDocument7 pagesProyectoFinal MelissaVeraMelissa Nicol Vera GonzalezNo ratings yet
- Tci32-2 - Fundamentos de Máquinas y Herramientas Industriales - Control 1Document1 pageTci32-2 - Fundamentos de Máquinas y Herramientas Industriales - Control 1Invitado Nuevo25% (4)
- Apunte Tarea Semana 5Document7 pagesApunte Tarea Semana 5Heberth Peña Morales100% (5)
- Control Semana 5Document7 pagesControl Semana 5Cristian Diego TellezNo ratings yet
- Tarea Semana 4 Resistencia de Los MaterialesDocument2 pagesTarea Semana 4 Resistencia de Los MaterialesRob Alvayay0% (1)
- Marcelo - Flores Tarea 5Document6 pagesMarcelo - Flores Tarea 5marcelo floresNo ratings yet
- Cristhian Martinez Tarea4Document9 pagesCristhian Martinez Tarea4Cristhian Martinez50% (2)
- Definición de TornoDocument31 pagesDefinición de TornoChristianAltamiranoNo ratings yet
- Se Denomina TornoDocument7 pagesSe Denomina TornoMarcos TutorialesNo ratings yet
- Teoría de juegos y la maximización del rédito en situaciones estratégicasDocument2 pagesTeoría de juegos y la maximización del rédito en situaciones estratégicasFernando HuarocNo ratings yet
- Dougherty y Pfaltzgraff - Teorías en Pugna en Las Rrii - Cap 12Document30 pagesDougherty y Pfaltzgraff - Teorías en Pugna en Las Rrii - Cap 12Crys TorresNo ratings yet
- Teoría de JuegosDocument11 pagesTeoría de JuegosPrimitivo RonesNo ratings yet
- Negotiation HabitsDocument13 pagesNegotiation Habitsercp1305No ratings yet
- Caso La Casa de Cartón - ConstructorDocument2 pagesCaso La Casa de Cartón - ConstructorFernando HuarocNo ratings yet
- STAR Process (Dehydrogenation of Lith Parafins To Olefins)Document14 pagesSTAR Process (Dehydrogenation of Lith Parafins To Olefins)Fernando HuarocNo ratings yet
- Caso Práctico - Bodegas TemporeDocument8 pagesCaso Práctico - Bodegas TemporeFernando HuarocNo ratings yet
- Caso La Casa de Cartón - CompradorDocument2 pagesCaso La Casa de Cartón - CompradorChristianNo ratings yet
- Flexsorb FsDocument22 pagesFlexsorb FsFernando HuarocNo ratings yet
- Neg - Sem 01 - Ses 02 C - Caso John HigginsDocument5 pagesNeg - Sem 01 - Ses 02 C - Caso John HigginsFernando HuarocNo ratings yet
- Caso Kola RealDocument8 pagesCaso Kola RealAngel ChavezNo ratings yet
- Ejercicios Propuestos 4Document3 pagesEjercicios Propuestos 4CARLA GARCIA GIRONNo ratings yet
- Gas To Liquids GTLDocument14 pagesGas To Liquids GTLFernando HuarocNo ratings yet
- STAR Process (Dehydrogenation of Lith Parafins To Olefins)Document14 pagesSTAR Process (Dehydrogenation of Lith Parafins To Olefins)Fernando HuarocNo ratings yet
- Labo 2 - Fiqui - HCDocument4 pagesLabo 2 - Fiqui - HCFernando HuarocNo ratings yet
- Calidad GLP PerúDocument7 pagesCalidad GLP PerúFernando HuarocNo ratings yet
- Copa Cerrada Pensky Martens ASTM93Document3 pagesCopa Cerrada Pensky Martens ASTM93Fernando HuarocNo ratings yet
- Liderazgo SituacionalDocument9 pagesLiderazgo SituacionalFernando HuarocNo ratings yet
- Flexsorb FsDocument22 pagesFlexsorb FsFernando HuarocNo ratings yet
- Gas To Liquids GTLDocument14 pagesGas To Liquids GTLFernando HuarocNo ratings yet
- Código CivilDocument33 pagesCódigo CivilFernando HuarocNo ratings yet
- El Comercio 2019-09-16 Pág. 22Document1 pageEl Comercio 2019-09-16 Pág. 22Fernando HuarocNo ratings yet
- Copa Cerrada Pensky Martens ASTM93Document3 pagesCopa Cerrada Pensky Martens ASTM93Fernando HuarocNo ratings yet
- Laboratorio de Ensayo de La Norma Astm D 86 - 12Document3 pagesLaboratorio de Ensayo de La Norma Astm D 86 - 12Fernando HuarocNo ratings yet
- Familia Cruzado ProtocoloDocument16 pagesFamilia Cruzado ProtocoloFernando Huaroc100% (2)
- Industrial Ventilation Acgih Manual Spanish PDFDocument416 pagesIndustrial Ventilation Acgih Manual Spanish PDFMário Sobral Jr100% (2)
- Diseño Columnas CompuestasDocument3 pagesDiseño Columnas CompuestasVictor VillanuevaNo ratings yet
- Balance de materia en columna de absorción HCIDocument2 pagesBalance de materia en columna de absorción HCIJuan Manuel Uceda PérezNo ratings yet
- Los Extintores Son Elementos Portátiles Destinados A La Lucha Contra Fuegos IncipientesDocument2 pagesLos Extintores Son Elementos Portátiles Destinados A La Lucha Contra Fuegos IncipientesjonasehtNo ratings yet
- Arturo Valdebenito Tarea s6 Resistencia de Los MaterialesDocument4 pagesArturo Valdebenito Tarea s6 Resistencia de Los Materialesluis bastiasNo ratings yet
- Supervisión y control de calidad del concreto: ataques químicos y su prevenciónDocument41 pagesSupervisión y control de calidad del concreto: ataques químicos y su prevenciónPercy Sullca HuillcaNo ratings yet
- Intervalos de mantenimiento de camión minero CAT 789BDocument15 pagesIntervalos de mantenimiento de camión minero CAT 789BMoicano P SánchezNo ratings yet
- Campanas de cocina y electrodomésticos para cocinaDocument6 pagesCampanas de cocina y electrodomésticos para cocinacarthrNo ratings yet
- Articulo - Estudio Cinetico de Biosorcion de Pbii Por La Bacteria Klebsiella SP 3s1 Aislada Procedente de Una Edar PDFDocument4 pagesArticulo - Estudio Cinetico de Biosorcion de Pbii Por La Bacteria Klebsiella SP 3s1 Aislada Procedente de Una Edar PDFWalter Cadenas VasquezNo ratings yet
- Descuentos 011020 PDFDocument15 pagesDescuentos 011020 PDFOscar CNo ratings yet
- S01.s1 - Introducción Al CursoDocument52 pagesS01.s1 - Introducción Al CursoRonald PerezNo ratings yet
- Practica N5 Fis1102 IDocument3 pagesPractica N5 Fis1102 IVictor PomaNo ratings yet
- ¿Por Qué El Azúcar Se Quema Cuando Se Agrega CenizaDocument1 page¿Por Qué El Azúcar Se Quema Cuando Se Agrega CenizaJavier López duranNo ratings yet
- Plástico Biodegradable Producido Con Almidón Extraído de La PapaDocument11 pagesPlástico Biodegradable Producido Con Almidón Extraído de La PapaCarlos Torres Martínez TuanamaNo ratings yet
- SikaStabilizer 4R CLDocument2 pagesSikaStabilizer 4R CLLuis Garrido AriasNo ratings yet
- Unidades de AlbañileriaDocument52 pagesUnidades de Albañileriacarlos_b.c_5100% (2)
- Tutorial PCB Película FotosensibleDocument12 pagesTutorial PCB Película FotosensiblesilvioscribNo ratings yet
- Embrague Del VentiladorDocument6 pagesEmbrague Del VentiladorIgor Quispe ChoqueNo ratings yet
- Tema 1 AstoodyDocument29 pagesTema 1 Astoodylovis001No ratings yet
- Proporciones mezcla concretoDocument4 pagesProporciones mezcla concretoDavidSeguraNo ratings yet
- SiliconasDocument4 pagesSiliconasFuxion EcuadorNo ratings yet
- 01 - La Materia y Los MaterialesDocument6 pages01 - La Materia y Los MaterialesErnesto Ramón JaraNo ratings yet
- Elaboración Transporte y Colocación de Concreto en Grandes ProyectosDocument71 pagesElaboración Transporte y Colocación de Concreto en Grandes ProyectosJoseManuelSomohanoNo ratings yet
- Reacciones Orgánicas Tándem Expo 2Document19 pagesReacciones Orgánicas Tándem Expo 2Ktita CastroNo ratings yet
- ACT-DIDACTICA.. Residuos SólidosDocument2 pagesACT-DIDACTICA.. Residuos SólidosCarlos AlverniaNo ratings yet
- 02 Presupuesto AlcantarilladoDocument6 pages02 Presupuesto AlcantarilladoMarlon Baylon Vasquez ArriolaNo ratings yet
- Métodos de Separación y Fraccionamiento-2do-2022Document12 pagesMétodos de Separación y Fraccionamiento-2do-2022Fdadadawd dadadaNo ratings yet