You might also like
- Callister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysDocument35 pagesCallister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysRini ArtikaNo ratings yet
- MBA Admission in IndiaDocument21 pagesMBA Admission in IndiaedholecomNo ratings yet
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelPedro Polastri PatriotaNo ratings yet
- Day 14 Heat Treatments of SteelDocument20 pagesDay 14 Heat Treatments of Steelعزت عبد المنعمNo ratings yet
- Properties and Application of MetalsDocument15 pagesProperties and Application of MetalsPikaNo ratings yet
- Materials Science MetalsDocument35 pagesMaterials Science MetalsPelajar IndonesiaNo ratings yet
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- Casting (Recovered)Document44 pagesCasting (Recovered)prabhu100% (1)
- Metal & Alloys: D. Navaja MSE101Document27 pagesMetal & Alloys: D. Navaja MSE101Ebook DownloadNo ratings yet
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Closed-Book Practice-Ch 11 (2015!03!16)Document17 pagesClosed-Book Practice-Ch 11 (2015!03!16)Juan100% (1)
- Material Science and Engineering Ch. 11 SolDocument56 pagesMaterial Science and Engineering Ch. 11 SolPatrick Gibson100% (1)
- 1.iron-Carbon Phasse DiagramDocument21 pages1.iron-Carbon Phasse Diagramnickboon100% (1)
- Casting: 2.810 Prof. Timothy GutowskiDocument64 pagesCasting: 2.810 Prof. Timothy GutowskilitterdogNo ratings yet
- WHY STUDY Applications and Processing of Metal Alloy?Document24 pagesWHY STUDY Applications and Processing of Metal Alloy?hanizznabNo ratings yet
- Materials QuestionsDocument30 pagesMaterials QuestionsMatheus SouzaNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument65 pagesCasting: 2.810 Prof. Timothy GutowskiRoberto LaurindoNo ratings yet
- Shipbuilding Materials and Metallurgy: Alloy Steels and Their PropertiesDocument41 pagesShipbuilding Materials and Metallurgy: Alloy Steels and Their PropertiesMahadi HasanNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
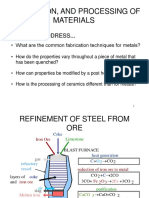
- Issues To Address... : Chapter 11-1Document12 pagesIssues To Address... : Chapter 11-1Nurdan GNo ratings yet
- Casting Methods: Sand, Investment, DieDocument67 pagesCasting Methods: Sand, Investment, DieAjay PundirNo ratings yet
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 pagesFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeNo ratings yet
- 8B Alloy Fabrication and ProcessingDocument16 pages8B Alloy Fabrication and ProcessingAhmed AliNo ratings yet
- Physical Metallurgy 21 TH Lecture: MS&E 410 D.Ast Dast@ccmr - Cornell.edu 255 4140Document55 pagesPhysical Metallurgy 21 TH Lecture: MS&E 410 D.Ast Dast@ccmr - Cornell.edu 255 4140Manikandan VijayanNo ratings yet
- Weldability of Structural SteelsDocument48 pagesWeldability of Structural SteelsAytuğ KarameşeNo ratings yet
- Stainless Steel AOD Operation and Slag OptimisationDocument41 pagesStainless Steel AOD Operation and Slag OptimisationRamiz Shaikh100% (1)
- Casting Process QCF-Session01-11-11-2022Document68 pagesCasting Process QCF-Session01-11-11-2022Rushik VaghelaNo ratings yet
- Processing of MaterialsDocument23 pagesProcessing of MaterialsQuỳnh Anh TrầnNo ratings yet
- Metal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G GDocument42 pagesMetal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G Gzubairsajid_87No ratings yet
- Material Science 1 Assignment 2Document4 pagesMaterial Science 1 Assignment 2Mehul BansalNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Heat Treatment Definition and ObjectivesDocument56 pagesHeat Treatment Definition and ObjectivesAakarsh RastogiNo ratings yet
- Steel Designation0Document13 pagesSteel Designation0Palak NaikNo ratings yet
- Metal FormingDocument53 pagesMetal Forming4058AMAN ANANDNo ratings yet
- Glossary of TermsDocument8 pagesGlossary of Termsananda krishna siva kesariNo ratings yet
- Metallurgy Assignment - Rev - 3Document21 pagesMetallurgy Assignment - Rev - 3Maria CutajarNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Heat Treatment SteelDocument48 pagesHeat Treatment Steeljiotoco33No ratings yet
- Lab 4 5 Hardness Heat TreatmentDocument8 pagesLab 4 5 Hardness Heat TreatmentAira LimNo ratings yet
- SteelDocument14 pagesSteelgodwinirabor4850% (2)
- Steel DictionaryDocument85 pagesSteel DictionaryveroniquearnaudNo ratings yet
- Metalurgia BásicaDocument30 pagesMetalurgia BásicaClever Ricardo ChinagliaNo ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument60 pagesChapter 13 - Heat Treatment of Steelsahmedmagdi2009100% (1)
- PM - Lecture 02Document45 pagesPM - Lecture 02Sheikh Sabbir SarforazNo ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument63 pagesCasting: 2.810 Prof. Timothy GutowskiLi BoNo ratings yet
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuNo ratings yet
- Heat Treatment (CHAPTER 3)Document48 pagesHeat Treatment (CHAPTER 3)Muhammad AbdullahNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Practical Metal Plate Work - With Numerous Engravings and DiagramsFrom EverandPractical Metal Plate Work - With Numerous Engravings and DiagramsRating: 5 out of 5 stars5/5 (1)
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusFrom EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Chemical Bonding WS Packet Margie Core 2013Document4 pagesChemical Bonding WS Packet Margie Core 2013Lama DebanaNo ratings yet
- Ionisation Energies and Electronic StructureDocument6 pagesIonisation Energies and Electronic StructureApar100% (1)
- 7.06 Radioactivity Dating LabDocument2 pages7.06 Radioactivity Dating Labjackson combassNo ratings yet
- AISECT TUTORIALS: CHEMISTRY OF METALLURGICAL OPERATIONSDocument38 pagesAISECT TUTORIALS: CHEMISTRY OF METALLURGICAL OPERATIONSALI HADIRNo ratings yet
- COMPARISON OF MATERIAL STANDARDS FOR TUBESDocument1 pageCOMPARISON OF MATERIAL STANDARDS FOR TUBESKarthikeyan ShanmugavelNo ratings yet
- The Structural Theory of Organic ChemistryDocument17 pagesThe Structural Theory of Organic ChemistryAlhely HernándezNo ratings yet
- FDocument3 pagesFMTCNo ratings yet
- GCSE Redox Reactions ExplainedDocument25 pagesGCSE Redox Reactions Explainedregis100% (1)
- KjeldahlDocument6 pagesKjeldahlCarlos Andrés MatizNo ratings yet
- Ial WCH05 01 Nov19 PDFDocument28 pagesIal WCH05 01 Nov19 PDFsammam mahdi samiNo ratings yet
- D and F Block ElementsDocument20 pagesD and F Block ElementsAnvi Mantri100% (3)
- Chapter 6 Thermochemistry: StudentDocument28 pagesChapter 6 Thermochemistry: StudentKing Ray TabalbaNo ratings yet
- EXCEL TITLEDocument3 pagesEXCEL TITLEJohn Anthony YumulNo ratings yet
- Catalysts: A Review On The Catalytic Hydrogenation of Bromate in Water PhaseDocument18 pagesCatalysts: A Review On The Catalytic Hydrogenation of Bromate in Water PhaseLittle WizardNo ratings yet
- Chem1 Unit2 Lec3 Notes 2014-MoleDocument1 pageChem1 Unit2 Lec3 Notes 2014-MoleChristian Mark Almagro AyalaNo ratings yet
- Electrochemical Reduction/Oxidation in The Treatment of Heavy Metal WastewaterDocument4 pagesElectrochemical Reduction/Oxidation in The Treatment of Heavy Metal WastewaterSEP-PublisherNo ratings yet
- NPK Basic Components of FertilisersDocument4 pagesNPK Basic Components of FertilisersMuhammad FarhanNo ratings yet
- Electric Arc Welding or Smaw: Fernando O. Paras JRDocument17 pagesElectric Arc Welding or Smaw: Fernando O. Paras JRMirasol Nilo GumbaNo ratings yet
- Transition Metal ConfigurationsDocument3 pagesTransition Metal ConfigurationsDaKing ZWNo ratings yet
- CH 06Document9 pagesCH 06chaitanyacheggNo ratings yet
- CBSE 2018 12th Chemistry Sample Question PaperDocument8 pagesCBSE 2018 12th Chemistry Sample Question PapermisostudyNo ratings yet
- Selina Solutions Concise Chemistry For Class 10 Chapter 9Document3 pagesSelina Solutions Concise Chemistry For Class 10 Chapter 9Naved Shamsi 78No ratings yet
- Calculations Using The First Order Rate EquationDocument4 pagesCalculations Using The First Order Rate EquationSandra LooNo ratings yet
- Activity Lesson 1 and 2Document4 pagesActivity Lesson 1 and 2Jho Anne Ronquillo LasicNo ratings yet
- Pop Nit CatalogueDocument82 pagesPop Nit CataloguemaigadiNo ratings yet
- NMDCAT S & P BLOCK ELEMENTS, TRANSITION ELEMENTS - 5aDocument5 pagesNMDCAT S & P BLOCK ELEMENTS, TRANSITION ELEMENTS - 5abaseer ahmedNo ratings yet
- Oxygen Concentrator Models ComparisonDocument20 pagesOxygen Concentrator Models ComparisonKo Ko HtayNo ratings yet
- Anion Ide: Monoatomic: Change Ending ToDocument24 pagesAnion Ide: Monoatomic: Change Ending TodjkedslNo ratings yet
- Section 6: Specification ClassificationDocument1 pageSection 6: Specification ClassificationDimas Wisnu WardanaNo ratings yet
- Electrolysis Aqueous SolutionDocument40 pagesElectrolysis Aqueous SolutionVictor OkosunNo ratings yet