You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- أجهزة قياس درجة الحرارة المستخدمة في دوائر التحكم الأوتوماتيكي PDFDocument10 pagesأجهزة قياس درجة الحرارة المستخدمة في دوائر التحكم الأوتوماتيكي PDFعيسى محمد حسنNo ratings yet
- Storage Stability of A Processed Ginger PasteDocument2 pagesStorage Stability of A Processed Ginger PasteevelinNo ratings yet
- 2nd Physical Science ExamDocument3 pages2nd Physical Science ExamJokaymick LacnoNo ratings yet
- Science 10 LAS Q4Document73 pagesScience 10 LAS Q4Dennis75% (4)
- Wiper Seal Data Sheet A02 B 11782 1 enDocument2 pagesWiper Seal Data Sheet A02 B 11782 1 enghanNo ratings yet
- SSF Cooling TowersDocument30 pagesSSF Cooling TowersDhirendra Singh RathoreNo ratings yet
- Phy PracticalDocument45 pagesPhy PracticalmuskanNo ratings yet
- GMW14872 - Cyclic Corrosion Laboratory TestDocument22 pagesGMW14872 - Cyclic Corrosion Laboratory TestZAPSENo ratings yet
- Shear Friction MattockDocument10 pagesShear Friction MattockSisina Anish100% (1)
- Notice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Document1 pageNotice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Justia.comNo ratings yet
- Binary LiquidsDocument8 pagesBinary LiquidsSuzanne Clariz M. BaltazarNo ratings yet
- Valve de FlujoDocument22 pagesValve de FlujoimpwrcNo ratings yet
- Soil Report MSI 14 041Document41 pagesSoil Report MSI 14 041frog15No ratings yet
- AD-761 644 Structural and Force Diagrams of The Landing Gear V. L. Belskii, Et AlDocument42 pagesAD-761 644 Structural and Force Diagrams of The Landing Gear V. L. Belskii, Et Alebooks list1No ratings yet
- SDS PAGE Troubleshooting GuideDocument12 pagesSDS PAGE Troubleshooting GuideBhavik ThakarNo ratings yet
- 37 - Weldability and Performance of AHSSDocument27 pages37 - Weldability and Performance of AHSSsivaNo ratings yet
- Astm C1006 PDFDocument3 pagesAstm C1006 PDFVíctor Molina100% (2)
- Isolation and Alkaline Hydrolysis of The Protein GlutenDocument5 pagesIsolation and Alkaline Hydrolysis of The Protein GlutenTiffany EspirituNo ratings yet
- Material Safety Data Sheet: Section 1. Chemical Product and Company IdentificationDocument8 pagesMaterial Safety Data Sheet: Section 1. Chemical Product and Company Identificationgplese0No ratings yet
- Corrosion Under InsulationDocument25 pagesCorrosion Under InsulationNaqib Nordin33% (3)
- Cleaning of CondenserDocument16 pagesCleaning of CondenserKrizia Meiahn CatalonNo ratings yet
- STAT152 Test Prep 1Document6 pagesSTAT152 Test Prep 1Hilmi HusinNo ratings yet
- Manual VentsimDocument317 pagesManual VentsimLuisito Gutierrez HuamanNo ratings yet
- Calibration Uncertainty: NS, Krogsh/'ljvej 51Document6 pagesCalibration Uncertainty: NS, Krogsh/'ljvej 51KhalidNo ratings yet
- Sop52 10 005.0 00 001Document12 pagesSop52 10 005.0 00 001Prateek RastogiNo ratings yet
- Gold Analysis in Alkaline Cyanide Solutions by T J GilbertDocument62 pagesGold Analysis in Alkaline Cyanide Solutions by T J GilbertFerudun AkyolNo ratings yet
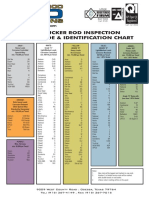
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78No ratings yet
- NptelDocument2 pagesNptelscorpionarnoldNo ratings yet
- Deflection On The Cantilever BeamDocument11 pagesDeflection On The Cantilever BeamArif AzizAnNo ratings yet