You might also like
- Dyson - Environmental AssesmentDocument16 pagesDyson - Environmental AssesmentShaneWilson100% (5)
- Report Experiment ThreadDocument11 pagesReport Experiment Threadsparklingstars2705No ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Pigging Training Course Mod 7 Rev 1Document26 pagesPigging Training Course Mod 7 Rev 1Suparerk Sirivedin100% (1)
- Augustine's Confessions - Philosophy in AutobiographyDocument241 pagesAugustine's Confessions - Philosophy in AutobiographyAlfonso Flórez100% (2)
- Acoustic Phonetics PDFDocument82 pagesAcoustic Phonetics PDFAnonymous mOSDA2100% (2)
- Textbook of Surgery For Dental Students-smile4DrDocument400 pagesTextbook of Surgery For Dental Students-smile4DrRotariu Ana Maria100% (8)
- VIP45Document92 pagesVIP45Román IsraelNo ratings yet
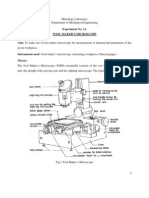
- Tool Makers MicroscopeDocument2 pagesTool Makers Microscopesukriti dhauni100% (1)
- SSM Iii 06Document9 pagesSSM Iii 06Nisreen ArabiyatNo ratings yet
- Metrology 1Document38 pagesMetrology 1Pavan Kumar BittuNo ratings yet
- 5.EMM Lab ManualDocument38 pages5.EMM Lab ManualRakeshkumarcegNo ratings yet
- Profile Correction of A Helical Gear Shaping CutterDocument11 pagesProfile Correction of A Helical Gear Shaping Cutterdanielk32No ratings yet
- The Tool MakerDocument4 pagesThe Tool MakerRitesh YadavNo ratings yet
- Experiment No. 1A Tool Maker'S MicroscopeDocument4 pagesExperiment No. 1A Tool Maker'S MicroscopePraveen KumaarNo ratings yet
- MTM Metro Expt1 ManualDocument10 pagesMTM Metro Expt1 ManualBhargav DindukurthiNo ratings yet
- 3D Gear Measurement by CMM: W. Otze' F. AertiDocument12 pages3D Gear Measurement by CMM: W. Otze' F. AertiMohit patilNo ratings yet
- Single Point Cutting ToolDocument26 pagesSingle Point Cutting ToolBalabadra MaheshNo ratings yet
- Drill Ank Measurement and Ank/ Ute Intersection DeterminationDocument11 pagesDrill Ank Measurement and Ank/ Ute Intersection DeterminationbangjjNo ratings yet
- Weikert 2004Document4 pagesWeikert 2004Research1 amtdcNo ratings yet
- Measuring MachineDocument19 pagesMeasuring Machinegopir28No ratings yet
- Kinematic Analysis of Automated EllipticDocument5 pagesKinematic Analysis of Automated Ellipticsahil.s237192101No ratings yet
- 1.tool Makers MicroscopeDocument7 pages1.tool Makers MicroscopeelavarasanNo ratings yet
- Measurement Lab.: University of Jordan Faculty of Engineering and TechnologyDocument6 pagesMeasurement Lab.: University of Jordan Faculty of Engineering and TechnologyKarikalan Loganathan100% (1)
- Vimp Theory of Metal Cutting 2Document100 pagesVimp Theory of Metal Cutting 2Harsh PawarNo ratings yet
- Straightness Error Emasurement ManualDocument7 pagesStraightness Error Emasurement ManualHarshaNo ratings yet
- 3D Gear Measurement by CMM: W. Otze' F. AertiDocument12 pages3D Gear Measurement by CMM: W. Otze' F. Aertikalvino314No ratings yet
- Principle and Operation of Stylus and Probe InstrumentsDocument19 pagesPrinciple and Operation of Stylus and Probe InstrumentsSatyam Singh100% (5)
- Tool GeometryDocument14 pagesTool GeometrydineshsettiNo ratings yet
- Straightness Measurement Using AutocollimatorDocument5 pagesStraightness Measurement Using Autocollimatorविशाल पुडासैनीNo ratings yet
- On Bracket Slot Height: A Methodologic Study: Original ArticleDocument7 pagesOn Bracket Slot Height: A Methodologic Study: Original ArticleBilal HayatNo ratings yet
- TMMDocument11 pagesTMMMANOJ MNo ratings yet
- Surface Swept by A Toroidal Cutter During 5-Axis MachiningDocument10 pagesSurface Swept by A Toroidal Cutter During 5-Axis MachiningJulen MartinezNo ratings yet
- Using Auto Collimator Aim:: FormulaeDocument4 pagesUsing Auto Collimator Aim:: FormulaejeroldscdNo ratings yet
- Measurement and Calibration of High Accuracy Spherical JointsDocument5 pagesMeasurement and Calibration of High Accuracy Spherical JointsMobile SunNo ratings yet
- A Method For Evaluating Spindle Rotation Errors of Machine Tools Using A Laser InterferometerDocument12 pagesA Method For Evaluating Spindle Rotation Errors of Machine Tools Using A Laser Interferometerganesh03872368No ratings yet
- MMM Ex 2 and 3Document6 pagesMMM Ex 2 and 3SANDEEP BUDANIANo ratings yet
- Machine&cutting 2Document35 pagesMachine&cutting 2solomon guadeNo ratings yet
- Cutting Force Modeling and Simulation of Tee Slot MillingDocument6 pagesCutting Force Modeling and Simulation of Tee Slot MillingJing YinNo ratings yet
- Toolmaker's Microscope: A Measuring DeviceDocument11 pagesToolmaker's Microscope: A Measuring DeviceSanas AmolNo ratings yet
- Mechanics of Metal CuttingDocument41 pagesMechanics of Metal CuttingBalaji ReddyNo ratings yet
- StereogramsDocument34 pagesStereogramsHercio Camilho Fernandes XavierNo ratings yet
- Manufacturing EngineeringDocument70 pagesManufacturing EngineeringPRINCE RAJNo ratings yet
- Alignment of The Tool Turret MT-HT-E en V2xDocument10 pagesAlignment of The Tool Turret MT-HT-E en V2xAdnan MehmoodNo ratings yet
- ASME B89.4.19 Performance Evaluation Tests and Geometric Misalignments in Laser Trackers VolumeDocument15 pagesASME B89.4.19 Performance Evaluation Tests and Geometric Misalignments in Laser Trackers VolumeJDNo ratings yet
- On Some Pecularities of Paloid Bevel Gear Worm-Hobs: Dénes HOLLANDA, Márton MÁTÉDocument7 pagesOn Some Pecularities of Paloid Bevel Gear Worm-Hobs: Dénes HOLLANDA, Márton MÁTÉjulio_rodriguesNo ratings yet
- Scanning Probe Microscope Dimensional Metrology at Nist: Home Search Collections Journals About Contact Us My IopscienceDocument12 pagesScanning Probe Microscope Dimensional Metrology at Nist: Home Search Collections Journals About Contact Us My IopscienceubuyukduruNo ratings yet
- Exp.2 Angular MeasurementsDocument10 pagesExp.2 Angular MeasurementsG. Dancer GhNo ratings yet
- Angular MeasurementDocument46 pagesAngular Measurementavutu_kunduruNo ratings yet
- Error Analysis of A Serial-Parallel Type Machine Tool: J.-W. Zhao, K.-C. Fan, T.-H. Chang and Z. LiDocument6 pagesError Analysis of A Serial-Parallel Type Machine Tool: J.-W. Zhao, K.-C. Fan, T.-H. Chang and Z. LiAmrik SinghNo ratings yet
- Tool Makers MicroscopeDocument11 pagesTool Makers Microscopeirfanajai100% (1)
- Inverse Method For Cutting Forces Parameters Evaluation: Engineering MECHANICS, Vol. 14, 2007, No. 5, P. 1-13Document13 pagesInverse Method For Cutting Forces Parameters Evaluation: Engineering MECHANICS, Vol. 14, 2007, No. 5, P. 1-13Billel LouniciNo ratings yet
- Robust Design For Gear Transmission Error: Shinn-Liang Chang, Jia-Hung Liu, Kai-Wei Jin, Ching-Hua Hung, Shang-Hsin ChenDocument6 pagesRobust Design For Gear Transmission Error: Shinn-Liang Chang, Jia-Hung Liu, Kai-Wei Jin, Ching-Hua Hung, Shang-Hsin ChenVijay KarmaNo ratings yet
- Gyroscopic EffectDocument13 pagesGyroscopic EffectRavinder SinghNo ratings yet
- Lab Manual: Machining Processes and Metrology Lab (MEE211L)Document27 pagesLab Manual: Machining Processes and Metrology Lab (MEE211L)Agnivesh SharmaNo ratings yet
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNo ratings yet
- Geometric and Force Errors Compensation in A 3-Axis CNC Milling MachineDocument9 pagesGeometric and Force Errors Compensation in A 3-Axis CNC Milling Machinerajeev_kumar365No ratings yet
- Module Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeDocument9 pagesModule Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeShiba SahuNo ratings yet
- Tooth-Grinding of Cylindrical Tooth-WheelsDocument5 pagesTooth-Grinding of Cylindrical Tooth-Wheelssunil481No ratings yet
- Lamdamap03044fu PDFDocument10 pagesLamdamap03044fu PDFSong BunrithNo ratings yet
- Lecture 14 - ACCEPTANCE TESTDocument24 pagesLecture 14 - ACCEPTANCE TESTMovie 6890No ratings yet
- Robot Manipulators: Modeling, Performance Analysis and ControlFrom EverandRobot Manipulators: Modeling, Performance Analysis and ControlNo ratings yet
- Three Dimensional Projection: Unlocking the Depth of Computer VisionFrom EverandThree Dimensional Projection: Unlocking the Depth of Computer VisionNo ratings yet
- Pinhole Camera Model: Understanding Perspective through Computational OpticsFrom EverandPinhole Camera Model: Understanding Perspective through Computational OpticsNo ratings yet
- The Redesigning of Junction: Tatya Tope Square BhopalDocument15 pagesThe Redesigning of Junction: Tatya Tope Square BhopalAr Raj YamgarNo ratings yet
- Nanotechnology ApplicationsDocument11 pagesNanotechnology ApplicationsDivya DivyachilaNo ratings yet
- How To Build A GreenhouseDocument67 pagesHow To Build A GreenhouseBolarinwaNo ratings yet
- Athens 803 and The EkphoraDocument18 pagesAthens 803 and The EkphoradovescryNo ratings yet
- Ground PlaneDocument1 pageGround Planeaeronautical rajasNo ratings yet
- EV Connect What Is EVSE White PaperDocument13 pagesEV Connect What Is EVSE White PaperEV ConnectNo ratings yet
- RA No. 9514 Revised Fire CodeDocument11 pagesRA No. 9514 Revised Fire Coderaegab100% (32)
- Procrustes AlgorithmDocument11 pagesProcrustes AlgorithmShoukkathAliNo ratings yet
- Sample Menu FinalDocument1 pageSample Menu FinalChris HughesNo ratings yet
- MPI Report 009 Sub Structure B668Document1 pageMPI Report 009 Sub Structure B668John DolanNo ratings yet
- Ansi/Isa - 75.08.04-2001 (R2013) Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Class 4500)Document16 pagesAnsi/Isa - 75.08.04-2001 (R2013) Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Class 4500)Horas CanmanNo ratings yet
- OKM 54MP FlyerDocument1 pageOKM 54MP FlyerJohnsonNo ratings yet
- Chem 3052 CHAPTER 7 (Nuclear Magnetic Resonance Spectroscopy (NMR) )Document6 pagesChem 3052 CHAPTER 7 (Nuclear Magnetic Resonance Spectroscopy (NMR) )ashenafiNo ratings yet
- Company ProfileDocument36 pagesCompany ProfileShahzad Nasir SayyedNo ratings yet
- Our Lady of Fatima University: College of Business & AccountancyDocument17 pagesOur Lady of Fatima University: College of Business & AccountancyCLARIN GERALDNo ratings yet
- Notes Ch. 4 - Folk and Popular CultureDocument7 pagesNotes Ch. 4 - Folk and Popular CultureVienna WangNo ratings yet
- Quarter 4 - Week 1Document44 pagesQuarter 4 - Week 1Sol Taha MinoNo ratings yet
- BIOC32 Practice QuestionsDocument7 pagesBIOC32 Practice QuestionsLydia DuncanNo ratings yet
- N Methylpyrrolidone: Chemical Synonym General InformationDocument5 pagesN Methylpyrrolidone: Chemical Synonym General InformationMohamed AdelNo ratings yet
- Module II Activated Sludge Math ProblemsDocument5 pagesModule II Activated Sludge Math ProblemsArashNo ratings yet
- Computation 11 00078Document19 pagesComputation 11 00078channivally.siddhartha20No ratings yet
- Backlash SDPDocument11 pagesBacklash SDPPatrick Cyr GagnéNo ratings yet
- Recipes G.garvin Copy1 Scribd 5Document7 pagesRecipes G.garvin Copy1 Scribd 5Peggy Bracken StagnoNo ratings yet
- Biomaterials in Restorative Dentistry and Endodontics: An OverviewDocument6 pagesBiomaterials in Restorative Dentistry and Endodontics: An Overviewmanzoor ul haq bukhariNo ratings yet