You might also like
- Ammonia B PDFDocument9 pagesAmmonia B PDFmehrdad_k_rNo ratings yet
- A An ND D Ffo Orr: Increase CapacityDocument7 pagesA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNo ratings yet
- Process EngineeringDocument2 pagesProcess EngineeringSuvidya Institute of TechnologyNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Air Coolers Versus Shell-And-tube Water CoolersDocument8 pagesAir Coolers Versus Shell-And-tube Water CoolersDefenceDog67% (3)
- Mechanical Design of Process EquipmentsDocument2 pagesMechanical Design of Process EquipmentsSuvidya Institute of TechnologyNo ratings yet
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDocument9 pagesPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNo ratings yet
- Boiler Feedwater Treating Systems: Design PracticesDocument96 pagesBoiler Feedwater Treating Systems: Design PracticesAleem QureshiNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Control Valve Data Sheet Form S20 50 PDFDocument4 pagesControl Valve Data Sheet Form S20 50 PDFPanner2009No ratings yet
- Erification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectDocument2 pagesErification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectLê Đức ThiệnNo ratings yet
- Pumps Final TeDocument48 pagesPumps Final Tegharsallah mounaNo ratings yet
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
- Calculation of Relief Load On ColumnDocument5 pagesCalculation of Relief Load On Columnnghiemta18No ratings yet
- 05 - 2 Heat Balance - Practice Problem - InstructorDocument31 pages05 - 2 Heat Balance - Practice Problem - Instructorsawitri diah ayu komala100% (2)
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Document5 pages18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaNo ratings yet
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- TEMA Data SheetDocument2 pagesTEMA Data SheetKarthik AnandanNo ratings yet
- Column Hydraulics NotesDocument4 pagesColumn Hydraulics NotessatishchemengNo ratings yet
- TraysDocument23 pagesTraysAmgadNo ratings yet
- Process Design Engineering Test-1Document6 pagesProcess Design Engineering Test-1Vague FruitsNo ratings yet
- DDG-T-P-03310 Condensate StripperDocument11 pagesDDG-T-P-03310 Condensate StripperCristinaNo ratings yet
- Peggen03 PDFDocument5 pagesPeggen03 PDFMohamedNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- Equipment Design BasisDocument4 pagesEquipment Design BasisAnjani GantiNo ratings yet
- SolidPlant P&ID Training ManualDocument116 pagesSolidPlant P&ID Training ManualAli MasterNo ratings yet
- 50a99 ReadingDocument15 pages50a99 Readingishu vohraNo ratings yet
- PFD Unit 2000 - ReferenceDocument2 pagesPFD Unit 2000 - ReferenceAgravante JakeNo ratings yet
- K PR 00 DSC 001 1 Process DescriptionDocument14 pagesK PR 00 DSC 001 1 Process DescriptionvahidforoughiNo ratings yet
- Correctly Modeling and Calculating Combustion Efficiencies in Fired EquipmentDocument23 pagesCorrectly Modeling and Calculating Combustion Efficiencies in Fired Equipmentfawmer61No ratings yet
- Classes Hysys 5 Reactions and ReactorsDocument7 pagesClasses Hysys 5 Reactions and ReactorsAhmed AliNo ratings yet
- Korf Tutorial PDFDocument17 pagesKorf Tutorial PDFAadi Khan100% (1)
- Aspen ZyqadDocument4 pagesAspen ZyqadsckanyiNo ratings yet
- r050210803 Chemical Process CalculationsDocument8 pagesr050210803 Chemical Process CalculationsSrinivasa Rao GNo ratings yet
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDocument35 pages6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNo ratings yet
- Heat Exchanger Design Using HTRI PDFDocument30 pagesHeat Exchanger Design Using HTRI PDF966571016208No ratings yet
- DistillationWebSeminar PDFDocument30 pagesDistillationWebSeminar PDFKetan ParikhNo ratings yet
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- 6460 Azeotropic DistillationDocument16 pages6460 Azeotropic DistillationSandesh AvadhaniNo ratings yet
- Eclipse HandbookDocument118 pagesEclipse Handbook23Otter100% (1)
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- 05020-250-090-MDS-116-01-01 Rev.2 (090TK-001,002) DCU FEED TANKSDocument5 pages05020-250-090-MDS-116-01-01 Rev.2 (090TK-001,002) DCU FEED TANKSSelim SelimNo ratings yet
- Heat Transfer Equipment 2. Boiling and CondensingDocument20 pagesHeat Transfer Equipment 2. Boiling and CondensingRicardo Franco ArboledaNo ratings yet
- Gary Pratt - Air Cooled Condensers - Key Elements For A Successful SpecificationDocument38 pagesGary Pratt - Air Cooled Condensers - Key Elements For A Successful SpecificationNirmalNo ratings yet
- EGE13B11Document18 pagesEGE13B11Jhonny Rafael Blanco CauraNo ratings yet
- Gas Dehydration (ENGINEERING DESIGN GUIDELINE)Document23 pagesGas Dehydration (ENGINEERING DESIGN GUIDELINE)Tu Dang TrongNo ratings yet
- Unit Operations Thumb RulesDocument9 pagesUnit Operations Thumb RuleshibhavuNo ratings yet
- Rotary Lobe Pump Application Datasheet2Document1 pageRotary Lobe Pump Application Datasheet2paldopalNo ratings yet
- Microsoft PowerPoint - Lesson 10 SpecificationsDocument32 pagesMicrosoft PowerPoint - Lesson 10 SpecificationsPranayNo ratings yet
- Piping Design Articles by Robert Kern PDFDocument53 pagesPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- Topsoe Sec Ref Cat RKS 2Document5 pagesTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
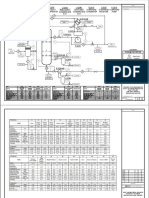
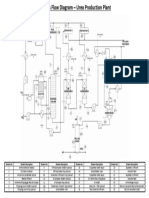
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- SAMSUNG SEM-9471E - Process Design Manual - Health and Design Safety Specification Rev0 2004Document7 pagesSAMSUNG SEM-9471E - Process Design Manual - Health and Design Safety Specification Rev0 2004d_mazieroNo ratings yet
- Auto Thermal Reactor:: Secondary ReformerDocument6 pagesAuto Thermal Reactor:: Secondary ReformerAtif MehfoozNo ratings yet
- Set Depressuring Model Dimensions To Get More Accurate Results - AutosavedDocument4 pagesSet Depressuring Model Dimensions To Get More Accurate Results - Autosavedoverlord5555No ratings yet
- Cost GeothermalDocument14 pagesCost GeothermalNakkolopNo ratings yet
- Design of A New, 100,000 Metric Ton Per Year, Cumene Production FacilityDocument4 pagesDesign of A New, 100,000 Metric Ton Per Year, Cumene Production FacilityKrisma Yessi Rolibeta SianturiNo ratings yet
- Drilling Prodigy (Drilling Trainee Programme) : It AlsoDocument2 pagesDrilling Prodigy (Drilling Trainee Programme) : It AlsoPandu RockingNo ratings yet
- Basic Design of A Fluidized Bed Gasifier For Rice Husk PDFDocument8 pagesBasic Design of A Fluidized Bed Gasifier For Rice Husk PDFAnna Yunita SitompulNo ratings yet
- Chemistry Corrected Material Unit 12-17Document55 pagesChemistry Corrected Material Unit 12-17Pandu RockingNo ratings yet
- M.tech ProjectDocument6 pagesM.tech ProjectPuneet KashyapNo ratings yet
- Packed Column Diameter CalculationsDocument3 pagesPacked Column Diameter CalculationsPandu RockingNo ratings yet
- Effect of Glucose & Sucrose On Yeast RespirationDocument3 pagesEffect of Glucose & Sucrose On Yeast RespirationElina YapNo ratings yet
- Chemstry June 2001 - Paper 1Document17 pagesChemstry June 2001 - Paper 1theyaasir100% (2)
- Animal DehydrogenaseDocument3 pagesAnimal DehydrogenaseDang CuevasNo ratings yet
- Mini Launcher-2Document12 pagesMini Launcher-2Muhammad AsimNo ratings yet
- Communications 3: Transmission Media and Antenna Systems and DesignDocument117 pagesCommunications 3: Transmission Media and Antenna Systems and DesignJohn Wilfredd CurimoNo ratings yet
- Solubility of NaClDocument5 pagesSolubility of NaClGustavo ZagoNo ratings yet
- ISO 8217 2017 Fuel Standard For Marine Distillate FuelsDocument2 pagesISO 8217 2017 Fuel Standard For Marine Distillate FuelsKithu john georgeNo ratings yet
- GR 11 Physical Sciences 3 in 1 ExtractsDocument15 pagesGR 11 Physical Sciences 3 in 1 Extractsamajobe34No ratings yet
- Chalcone Synthesis 4-ClorochalconeDocument8 pagesChalcone Synthesis 4-ClorochalconeAngie RozoNo ratings yet
- Amorphous MetalDocument5 pagesAmorphous MetalTeka KamNo ratings yet
- Gatekeeper Inert Gas Purifier EsiteDocument4 pagesGatekeeper Inert Gas Purifier EsiteMarcos MedranoNo ratings yet
- EuSalt AS008-2005 Potassium - Flame Atomic Absorption Spectrometric MethodDocument4 pagesEuSalt AS008-2005 Potassium - Flame Atomic Absorption Spectrometric MethodRuth Patinggi LPNo ratings yet
- Non Ferrous Metal RecycleDocument7 pagesNon Ferrous Metal RecycleApratim MahajanNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- Length ? ? ? Kilogram ? ? ? S M G/CM M KM CM KG Ms ML KG/M SDocument2 pagesLength ? ? ? Kilogram ? ? ? S M G/CM M KM CM KG Ms ML KG/M SKamrul Hasan SagarNo ratings yet
- Determination of Polydextrose in Foods by Ion ChroDocument8 pagesDetermination of Polydextrose in Foods by Ion ChrodiegoNo ratings yet
- Modeling and Simulation of EHV (402034MJ) : Unit 6: Crashworthiness DesignDocument51 pagesModeling and Simulation of EHV (402034MJ) : Unit 6: Crashworthiness Designsagar kordeNo ratings yet
- Biochemistry 9th Edition Campbell Test BankDocument24 pagesBiochemistry 9th Edition Campbell Test BankSheilaClarktofa100% (43)
- The Physics of Fluids-2 PDFDocument20 pagesThe Physics of Fluids-2 PDFMellissa MungureNo ratings yet
- Free Radical Chlorination by Sulfuryl ChlorideDocument8 pagesFree Radical Chlorination by Sulfuryl Chloridevibhor_26janNo ratings yet
- The Nano World: Group 3Document20 pagesThe Nano World: Group 3Oliver CollantesNo ratings yet
- RTV Silicone Rubber CoatingDocument7 pagesRTV Silicone Rubber CoatingJane ChatsiriphatthanaNo ratings yet
- Density, Viscosity, and Refractive Index of Formamide, Three Carboxylic Acis and FormaamideDocument4 pagesDensity, Viscosity, and Refractive Index of Formamide, Three Carboxylic Acis and Formaamidehameed1966No ratings yet
- High Temperature Heat ExchangersDocument13 pagesHigh Temperature Heat ExchangersuvsarathiNo ratings yet
- Hydraulics Objective Questions With Answers - Set 25 - Engineering, Competitive Exams and Jobs PDFDocument9 pagesHydraulics Objective Questions With Answers - Set 25 - Engineering, Competitive Exams and Jobs PDFl8o8r8d8s8i8v8100% (3)
- Gravimetric Analysis: Dr. Mohammed Najim Al-Hialy College of Pharmacy University of MosulDocument43 pagesGravimetric Analysis: Dr. Mohammed Najim Al-Hialy College of Pharmacy University of MosulMarci MunirNo ratings yet
- Chapter - 8 Motion: Multiple Choice Questions (MCQS)Document10 pagesChapter - 8 Motion: Multiple Choice Questions (MCQS)Navya GoyalNo ratings yet
- Chem Brain Map PDFDocument51 pagesChem Brain Map PDFDilfon100% (4)
- De Broglie PHD Thesis LengthDocument8 pagesDe Broglie PHD Thesis Lengthfjdqvrcy100% (2)