You might also like
- New Microsoft Office Word DocumentDocument24 pagesNew Microsoft Office Word DocumentChetan SharmaNo ratings yet
- Core JavaDocument56 pagesCore JavaChetan Sharma75% (4)
- 2276 - 1 - Fee Structure Autumn 2012Document25 pages2276 - 1 - Fee Structure Autumn 2012Chetan SharmaNo ratings yet
- 2474 - 2 - Programme Code List-OE SSE Is Applicable in Autumn Term 201213.Document6 pages2474 - 2 - Programme Code List-OE SSE Is Applicable in Autumn Term 201213.Chetan SharmaNo ratings yet
- UntitledDocument1 pageUntitledTamas GyörigNo ratings yet
- UntitledDocument1 pageUntitledTamas GyörigNo ratings yet
- Serialno Registerationnumber Name RollnumberDocument5 pagesSerialno Registerationnumber Name RollnumberChetan SharmaNo ratings yet
- ChetanDocument1 pageChetanChetan SharmaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SIL20-05 Energizer® Starter Instructions For ContinuedDocument2 pagesSIL20-05 Energizer® Starter Instructions For ContinuedFranco PugaNo ratings yet
- Enrico Fermi - The Master ScientistDocument14 pagesEnrico Fermi - The Master Scientistmaurizio.desio4992No ratings yet
- Eurocontrol FactsheetDocument4 pagesEurocontrol FactsheetBea MoredaNo ratings yet
- FLUID MECHANICS FUNDAMENTALS AND APPLICATIONSDocument79 pagesFLUID MECHANICS FUNDAMENTALS AND APPLICATIONSMohd Ismail Mohd IsninNo ratings yet
- New Concepts On Modern Aerospace VehiclesDocument10 pagesNew Concepts On Modern Aerospace VehiclesGherghe BogdanNo ratings yet
- Polywoven Bag Shredder Flowsheet: Feeding PointDocument5 pagesPolywoven Bag Shredder Flowsheet: Feeding PointmunatsiNo ratings yet
- Pilatus Aircraft LTD PC 24 Brochure 652531b84a44aDocument29 pagesPilatus Aircraft LTD PC 24 Brochure 652531b84a44aMasuda AkterNo ratings yet
- How Gravity Affects Space TravelDocument7 pagesHow Gravity Affects Space TravelGabe SkorczNo ratings yet
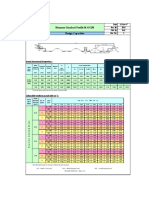
- Mammut Standard Panel M45-250 Structural Properties and Allowable LoadsDocument3 pagesMammut Standard Panel M45-250 Structural Properties and Allowable LoadsmaheshbandhamNo ratings yet
- Avionics CatelogDocument9 pagesAvionics CatelogTharaka Munasinghe100% (1)
- t-6b Ias DiagramDocument1 paget-6b Ias DiagramSanty SalumNo ratings yet
- Knowledge Management in NASADocument23 pagesKnowledge Management in NASAninisbpptNo ratings yet
- Global High Performance Alloys Market 2013-2023Document21 pagesGlobal High Performance Alloys Market 2013-2023VisiongainGlobalNo ratings yet
- DiscussionDocument3 pagesDiscussionmayhem65No ratings yet
- Unit - 1 Fluid Properties and Flow Characteristics Part-ADocument23 pagesUnit - 1 Fluid Properties and Flow Characteristics Part-Akarthickmech19874601No ratings yet
- NASA Apollo 11 Mission Report PDFDocument359 pagesNASA Apollo 11 Mission Report PDFjferreiraNo ratings yet
- LVDT WhitePaperDocument3 pagesLVDT WhitePaperdetrutamiNo ratings yet
- Conic Sections Applied To AircraftDocument45 pagesConic Sections Applied To AircraftNorge ManinskiNo ratings yet
- v1Document9 pagesv1Anonymous SlyvspdBNo ratings yet
- Instruction For Line Maintenance ProcedureDocument94 pagesInstruction For Line Maintenance ProcedureSon NguyenNo ratings yet
- MC0315L Brochure USletter 07-2019Document2 pagesMC0315L Brochure USletter 07-2019hanafg94No ratings yet
- Module 2 Geometric Design of Taxiways 30-09-2023Document54 pagesModule 2 Geometric Design of Taxiways 30-09-2023IIT PUCNHNo ratings yet
- MSN 0700 Repair and Dent Status DEC-2018Document63 pagesMSN 0700 Repair and Dent Status DEC-2018Anonymous OEmUQuNo ratings yet
- Elementary: FlightDocument6 pagesElementary: FlightYogesh KumarNo ratings yet
- OCIMF CFD Current Drag Report For MEG4 Working GroupDocument40 pagesOCIMF CFD Current Drag Report For MEG4 Working Groupnestor mospanNo ratings yet
- Automotive Aerodynamics Mini-Project On "Aerodynamic Study of A Simplified Light Commercial Vehicle (LCV) With A Modified Trailer Design. "Document12 pagesAutomotive Aerodynamics Mini-Project On "Aerodynamic Study of A Simplified Light Commercial Vehicle (LCV) With A Modified Trailer Design. "Saketh Pemmasani0% (1)
- Shot Peening and Wing MaterialsDocument19 pagesShot Peening and Wing MaterialsFrancisco Baptista100% (1)
- Alignment Test On LatheDocument23 pagesAlignment Test On LatheMurali83% (12)
- Model Airplane International - Issue 180 - July 2020 PDFDocument68 pagesModel Airplane International - Issue 180 - July 2020 PDFKeith Durbau Berkut100% (1)
- Boeing 747-8 7471sec7Document51 pagesBoeing 747-8 7471sec7seagull70No ratings yet