You might also like
- Section-4 Assessment of General Metal Loss API 579 - FFSDocument69 pagesSection-4 Assessment of General Metal Loss API 579 - FFSNDTInstructor80% (5)
- ASME V Presentation 1Document56 pagesASME V Presentation 1hreer100% (2)
- API 579 Fitness For Service, Current State of TechnologyDocument61 pagesAPI 579 Fitness For Service, Current State of TechnologyEason Ng100% (2)
- 10 - Assessment of Findings As Per API 510Document17 pages10 - Assessment of Findings As Per API 510Arif_Hon_9898100% (3)
- Api 579-2 - 4.2Document28 pagesApi 579-2 - 4.2Robiansah Tri AchbarNo ratings yet
- FFS, 579 - Seminar Ata, 1389Document68 pagesFFS, 579 - Seminar Ata, 1389전상문100% (3)
- Part 2. Basic Thinning Assessments - Shell & HeadDocument30 pagesPart 2. Basic Thinning Assessments - Shell & Headpeach5100% (2)
- API 579 Part 5 Local Metal LossDocument41 pagesAPI 579 Part 5 Local Metal LossAli SASSINo ratings yet
- Api 579Document66 pagesApi 579cheveresan12388% (8)
- API 579 Section 5 Level 2 AssessmentDocument18 pagesAPI 579 Section 5 Level 2 AssessmentcutefrenzyNo ratings yet
- Assessment For Fitness For Purpose of Cracked Piping Components-IDocument27 pagesAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- API 570 Calcs Summary Page 1 of 6: T Required (Minimum Required Thickness) CalcsDocument6 pagesAPI 570 Calcs Summary Page 1 of 6: T Required (Minimum Required Thickness) CalcsIbtehaj ManiNo ratings yet
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- Introduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Document25 pagesIntroduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Rob WillestoneNo ratings yet
- Heat Exchanger InspectionDocument15 pagesHeat Exchanger InspectionroyNo ratings yet
- 5 16259779815014437Document26 pages5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- ch4 - API 574 PDFDocument6 pagesch4 - API 574 PDFRAMADOSSNo ratings yet
- 510 External C-501 ReportDocument9 pages510 External C-501 ReportBradley Hodges100% (1)
- Brochure API 510 (150128)Document4 pagesBrochure API 510 (150128)wisnu_bayusaktiNo ratings yet
- API 570 Bench Mark Quiz (1-55)Document56 pagesAPI 570 Bench Mark Quiz (1-55)Christopher Randolph100% (5)
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- Api 579-2 - 5.1Document63 pagesApi 579-2 - 5.1Robiansah Tri Achbar67% (3)
- Api 510 CourseDocument13 pagesApi 510 CourseRami GhorbelNo ratings yet
- Questions - VIPDocument446 pagesQuestions - VIPmajdi jerbiNo ratings yet
- API571 - NEW APP - Effective 2011 - CompletedDocument12 pagesAPI571 - NEW APP - Effective 2011 - Completedtong2jeNo ratings yet
- API571 Part4Document129 pagesAPI571 Part4Charlie Chong100% (6)
- FitnessForService PDFDocument19 pagesFitnessForService PDFJai Patel100% (2)
- Part 10-L - 1 Shell (Semi) (ASME)Document17 pagesPart 10-L - 1 Shell (Semi) (ASME)ammarmpNo ratings yet
- API 570 Part 2 - Pipe DesignDocument34 pagesAPI 570 Part 2 - Pipe Designpeach5100% (10)
- API 510 Course Puspatri Apr 09Document185 pagesAPI 510 Course Puspatri Apr 09ahmedelhajNo ratings yet
- Chapter # 11 - API 580 PDFDocument10 pagesChapter # 11 - API 580 PDFMUSHTAQ HUSSAINNo ratings yet
- Fourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andDocument79 pagesFourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andMiguel Antonio Bula PicónNo ratings yet
- 1 - 570 (1000+ Q&a)Document113 pages1 - 570 (1000+ Q&a)Mohammed Kadhim100% (2)
- API 510 Data Sheet - AnswersDocument6 pagesAPI 510 Data Sheet - Answersjithinjose86No ratings yet
- How To Perform A Damage Mechanism ReviewDocument4 pagesHow To Perform A Damage Mechanism ReviewianharNo ratings yet
- API 570 Mock Up Closed Book Questions 25Document18 pagesAPI 570 Mock Up Closed Book Questions 25Ravindra S. Jivani100% (1)
- FFS AnalysisDocument29 pagesFFS Analysisrajeesh100% (1)
- RBI TutorialDocument30 pagesRBI TutorialLuis Carlos BalcazarNo ratings yet
- API Training ClassDocument57 pagesAPI Training ClassSakthi Pk100% (3)
- On Stream InspectionDocument17 pagesOn Stream Inspectionrajeshmohana100% (1)
- Guidlines Inspection API 581Document5 pagesGuidlines Inspection API 581IndraNo ratings yet
- API RP 585 Pressure Equipment Integrity Incident InvestigationDocument43 pagesAPI RP 585 Pressure Equipment Integrity Incident InvestigationKYAW100% (1)
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandNo ratings yet
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDocument20 pagesRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerNo ratings yet
- Asme API 579 SI HandoutsDocument196 pagesAsme API 579 SI Handoutsronfrend94% (17)
- Insp CalculationDocument20 pagesInsp CalculationAbu Huraira100% (2)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Section 2 Onstream and Shutdown InspectionDocument135 pagesSection 2 Onstream and Shutdown Inspectionariyamanjula2914100% (1)
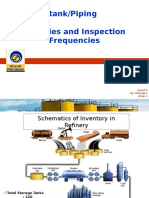
- TUV India STORAGE TANK InspectionDocument20 pagesTUV India STORAGE TANK Inspectionneelapu mahesh reddyNo ratings yet
- MARINE SURVEYS - D4 Sm. 6 - 2019Document50 pagesMARINE SURVEYS - D4 Sm. 6 - 2019Niki Veranda Agil PermadiNo ratings yet
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 pagesIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- TankDocument72 pagesTankBay EbaNo ratings yet
- Heat Exchanger Inspection PDFDocument8 pagesHeat Exchanger Inspection PDFreezmanNo ratings yet
- Fired Heaters and Boilers InspectionDocument31 pagesFired Heaters and Boilers Inspectionriysall100% (1)
- MTDocument73 pagesMTAravindRajendran100% (1)
- Chris Brooks - Storage Tanks Inspection, Maintenance and FailureDocument43 pagesChris Brooks - Storage Tanks Inspection, Maintenance and FailureAnderson ReyesNo ratings yet
- Temp Pipe WorksDocument18 pagesTemp Pipe WorksnestorNo ratings yet
- Pipeline Maintenance Inspection & RepairDocument49 pagesPipeline Maintenance Inspection & RepairIrsyad Rosyidi100% (1)
- Piping Inspection-MTDocument73 pagesPiping Inspection-MTInstech Premier Sdn BhdNo ratings yet
- 12 - RepairDocument15 pages12 - RepairArif_Hon_9898No ratings yet
- 11 - Assessment of Findings As Per API 579Document15 pages11 - Assessment of Findings As Per API 579Arif_Hon_9898100% (3)
- 8 - Part C & DesignDocument32 pages8 - Part C & DesignArif_Hon_9898100% (2)
- 7 - HexDocument38 pages7 - HexArif_Hon_9898No ratings yet
- Fat Fire Extinguisher PDFDocument2 pagesFat Fire Extinguisher PDFgeorgecisNo ratings yet
- Extra High Voltage Ac Transmission Engineering by R D Begamudre PDFDocument2 pagesExtra High Voltage Ac Transmission Engineering by R D Begamudre PDFAllison67% (3)
- Pe Lab Manual 2016Document44 pagesPe Lab Manual 2016MukundKulkarniNo ratings yet
- 7ut633.doc KosambaDocument7 pages7ut633.doc Kosambasgshekar30No ratings yet
- Equivalencing The Collector System of A Large Wind Power PlantDocument16 pagesEquivalencing The Collector System of A Large Wind Power PlantAaron VergaraNo ratings yet
- Replacement of Waste Material in Concrete Using Recycled PlasticDocument6 pagesReplacement of Waste Material in Concrete Using Recycled Plasticsinghal siddhant100% (1)
- List of Practical TrainingDocument2 pagesList of Practical TrainingБиржан МубаракNo ratings yet
- QuotationDocument7 pagesQuotationSikder MizanNo ratings yet
- Spare Parts List STORM 15 20180000 XDocument4 pagesSpare Parts List STORM 15 20180000 XFati ZoraNo ratings yet
- Solid Waste Management Tech - Tracxn Feed Report - 09 Dec 2021Document70 pagesSolid Waste Management Tech - Tracxn Feed Report - 09 Dec 2021ElephantNo ratings yet
- Mahavir Swami Collage of Pollytechnic, Surat: "Automobile Carburettor"Document40 pagesMahavir Swami Collage of Pollytechnic, Surat: "Automobile Carburettor"Ayush BanerjeeNo ratings yet
- Atoms, Electron Structure and Periodicity HWDocument14 pagesAtoms, Electron Structure and Periodicity HWLuke WilliamsonNo ratings yet
- ALUPEX BrochureDocument5 pagesALUPEX BrochureTamas PapikNo ratings yet
- 5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderDocument3 pages5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderasdasdghtNo ratings yet
- HTWW - 21 - 22Document6 pagesHTWW - 21 - 22Heather RasameethamNo ratings yet
- Masterplan + Fence Plan + Fence Detail DrawingDocument14 pagesMasterplan + Fence Plan + Fence Detail DrawingarifNo ratings yet
- Rencana Power Energize 11 Feb 21 Rev.2Document11 pagesRencana Power Energize 11 Feb 21 Rev.2Ari Puji HidayatullahNo ratings yet
- Sizing Phase-Change Energy Storage Units For Air-Based Solar Heating SystemsDocument5 pagesSizing Phase-Change Energy Storage Units For Air-Based Solar Heating Systemsfabio1199No ratings yet
- Aa5tb Magnetic Loop v1Document9 pagesAa5tb Magnetic Loop v1api-3839541No ratings yet
- CAT4-2 Complete ENDocument264 pagesCAT4-2 Complete ENalltheloveintheworldNo ratings yet
- 13-F08 Self Contained Breathing Apparatus InspectionDocument2 pages13-F08 Self Contained Breathing Apparatus InspectionSn AhsanNo ratings yet
- ERD North America CHDocument2 pagesERD North America CHRefisal BonnetNo ratings yet
- Ucarsol LEDocument3 pagesUcarsol LEharry_chemNo ratings yet
- Guidelines For Shielded Metal Arc Welding (SMAW)Document28 pagesGuidelines For Shielded Metal Arc Welding (SMAW)soroush1111No ratings yet
- Sloar Pumping Inverter-Quick Installation Guideline - V1.0.2015Document62 pagesSloar Pumping Inverter-Quick Installation Guideline - V1.0.2015Kamel NaitNo ratings yet
- Advanced Power System-I (Department Elective-I)Document4 pagesAdvanced Power System-I (Department Elective-I)Palak AriwalaNo ratings yet
- G 08Document7 pagesG 08zbkt07No ratings yet
- Ariston ASL60VDocument13 pagesAriston ASL60VStuart LeighNo ratings yet
- CIE IGCSE Forces Hookes Law OnlyDocument22 pagesCIE IGCSE Forces Hookes Law Onlyh aNo ratings yet
- User Manual-Heated DryerDocument65 pagesUser Manual-Heated Dryersasa hhNo ratings yet