You might also like
- Operations Management:: As A Competitive WeaponDocument85 pagesOperations Management:: As A Competitive Weaponvarun contractorNo ratings yet
- Concept Diagram - STD TemplateDocument5 pagesConcept Diagram - STD TemplatePalani KumarNo ratings yet
- Kaizen ProjectDocument24 pagesKaizen Projectfitashah2634No ratings yet
- World Class Manufacturing: SR - No Description Option1 Option2 Option3 Option4 ADocument11 pagesWorld Class Manufacturing: SR - No Description Option1 Option2 Option3 Option4 AKrish KrishNo ratings yet
- HR PresentationDocument18 pagesHR Presentationleninanthony89488No ratings yet
- Visit To Tata Motors, LucknowDocument27 pagesVisit To Tata Motors, Lucknowflash995934No ratings yet
- Lean On Us ConsultantsDocument17 pagesLean On Us ConsultantsnithinmrNo ratings yet
- LHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDocument6 pagesLHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDevendra SinghNo ratings yet
- 1-A-TSM Level 1 5S Campaign 02 SR TRDocument18 pages1-A-TSM Level 1 5S Campaign 02 SR TRtimazaNo ratings yet
- Hindustan Coca ColaDocument63 pagesHindustan Coca ColaAksMastNo ratings yet
- TalbrosDocument34 pagesTalbrosGuddu YadavNo ratings yet
- Toyota Company Profile - 2Document24 pagesToyota Company Profile - 2vinneNo ratings yet
- Sona GroupDocument56 pagesSona GroupbrindatammaNo ratings yet
- Training Program On Lean Manufacturing by Addvalue Consulting-AhmedabadDocument11 pagesTraining Program On Lean Manufacturing by Addvalue Consulting-AhmedabadumeshjmangroliyaNo ratings yet
- World Class Manufacturing - Workplace Organization (151 Pages)Document151 pagesWorld Class Manufacturing - Workplace Organization (151 Pages)Gwladys BettoNo ratings yet
- PentaNICS ProfileDocument9 pagesPentaNICS ProfileKarthik PatilNo ratings yet
- Control Plan: FG 260 As Per IS 210: 2009Document24 pagesControl Plan: FG 260 As Per IS 210: 2009Suraj RawatNo ratings yet
- KMS PresentationDocument26 pagesKMS PresentationMarius CerbuNo ratings yet
- Lean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTDocument16 pagesLean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTRohit SatijaNo ratings yet
- TPM NL 03-05-2010Document12 pagesTPM NL 03-05-2010Prathibha GowdaNo ratings yet
- Poka Yoke / Jidoka / Smed and Karakuri: Project Title: Straight Pass Improvement inDocument22 pagesPoka Yoke / Jidoka / Smed and Karakuri: Project Title: Straight Pass Improvement inpraveen2561993No ratings yet
- Chapter - 3 Six SigmaDocument32 pagesChapter - 3 Six Sigmakem SanNo ratings yet
- Hse 301 A - Study MaterialDocument76 pagesHse 301 A - Study Materialkiller sha100% (1)
- Training Plan and OJEDocument9 pagesTraining Plan and OJEBartone CafeNo ratings yet
- Six Sigma - Reduction of Downtime - RE Mill-2 - NewDocument76 pagesSix Sigma - Reduction of Downtime - RE Mill-2 - NewKiruthiga VelmuruganNo ratings yet
- Vijay Pathak: Core Competencies Profile SummaryDocument3 pagesVijay Pathak: Core Competencies Profile SummaryVijay PathakNo ratings yet
- Asset Performance MetricsDocument10 pagesAsset Performance MetricsRogelio SotoNo ratings yet
- Quality CricleDocument22 pagesQuality CricleQSSD ENTERPRISESNo ratings yet
- Malcolum Baldridge BE Model - Training PresentationDocument81 pagesMalcolum Baldridge BE Model - Training Presentationprovidence bizNo ratings yet
- Prosses Audit VDA6.3Document32 pagesProsses Audit VDA6.3pkj009No ratings yet
- By: M. Asjad Aamir (2016-ME-10) Umar Imtiaz (2016-ME-11) Naeemullah (2016-ME-12)Document20 pagesBy: M. Asjad Aamir (2016-ME-10) Umar Imtiaz (2016-ME-11) Naeemullah (2016-ME-12)MUHAMMAD ASJAD AAMIR AAMIR AMINNo ratings yet
- KI Introduction (Africa)Document21 pagesKI Introduction (Africa)Sai MakiNo ratings yet
- Kaizen Institute Consulting Group (KICG) : Global Corporate OverviewDocument19 pagesKaizen Institute Consulting Group (KICG) : Global Corporate OverviewCREATION.DESIGN.JEANSNo ratings yet
- List of QSP and IATF 16949 ClauseDocument129 pagesList of QSP and IATF 16949 ClauseDamodaran Rajanayagam100% (1)
- Amit Chakraborty - PGDM 3 - Sem 1Document17 pagesAmit Chakraborty - PGDM 3 - Sem 1Amit ChakrabortyNo ratings yet
- 5S Visual Management Jun-20Document73 pages5S Visual Management Jun-20Vipul JhaNo ratings yet
- Session 03. Designing Quality As An Inclusive Business System (Watson, 2020)Document66 pagesSession 03. Designing Quality As An Inclusive Business System (Watson, 2020)taghavi1347No ratings yet
- Cost-Machine Shop Mar-15 (Ram-Assy)Document7 pagesCost-Machine Shop Mar-15 (Ram-Assy)azadsingh1No ratings yet
- AAL-Meritor Operations Case Study For Naissance 2012Document11 pagesAAL-Meritor Operations Case Study For Naissance 2012Gaurav GuptaNo ratings yet
- Bajaj AutoDocument30 pagesBajaj AutoJOYSON NOEL DSOUZANo ratings yet
- Design For Six Sigma Training BrochureDocument1 pageDesign For Six Sigma Training Brochureexamplecg100% (2)
- Sunflag Crack IssueDocument7 pagesSunflag Crack IssueKumaravelNo ratings yet
- Innovators - (Cost Reduction)Document13 pagesInnovators - (Cost Reduction)Anonymous Y5cnLVYMGNo ratings yet
- Training: 7 Waste: Insert Image HereDocument11 pagesTraining: 7 Waste: Insert Image HereukavathekarNo ratings yet
- QMS MisDocument5 pagesQMS Miskumar QANo ratings yet
- MRM 2022 SafetyDocument22 pagesMRM 2022 SafetyHA PLNo ratings yet
- Clause Wise Tutorials-7.1.4 Change Control ExplanationDocument2 pagesClause Wise Tutorials-7.1.4 Change Control ExplanationBharathNo ratings yet
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDocument19 pagesDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Session 13. Quality As An Environmental Mandate (Watson, 2020)Document40 pagesSession 13. Quality As An Environmental Mandate (Watson, 2020)taghavi1347No ratings yet
- SEO & Plant Manager: Emad Abu-Zaid: Production TeamDocument7 pagesSEO & Plant Manager: Emad Abu-Zaid: Production TeamGovind MaheshwariNo ratings yet
- Itr HR Lean, SS, TocDocument35 pagesItr HR Lean, SS, TocDan PapucNo ratings yet
- 가시관리표준 (개정) EnglishDocument61 pages가시관리표준 (개정) Englishomer_kuzgun3769No ratings yet
- Session 14. Quality As An Economic Imperative (Watson, 2021)Document32 pagesSession 14. Quality As An Economic Imperative (Watson, 2021)taghavi1347No ratings yet
- Reduction of Mix Grades Generation For HRCDocument37 pagesReduction of Mix Grades Generation For HRCSanjeev RaghavNo ratings yet
- PM Kaizen SHEETDocument3 pagesPM Kaizen SHEETKrishna JoshiNo ratings yet
- CV - Vikas Zambre (19 Y Exp in QA & MFG)Document3 pagesCV - Vikas Zambre (19 Y Exp in QA & MFG)vikasNo ratings yet
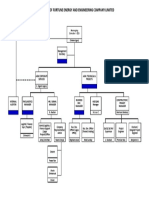
- Organisation Chart 001 - Fortune EnergyDocument1 pageOrganisation Chart 001 - Fortune EnergyGodwin A.udo-akanNo ratings yet
- Logitek Pvt. LTD.: We Make What Matters WorkDocument17 pagesLogitek Pvt. LTD.: We Make What Matters WorkAbhishek AnpatNo ratings yet
- TVS Lucas Diagnostic Study Vikalpa CaseDocument27 pagesTVS Lucas Diagnostic Study Vikalpa CaseArpit KapoorNo ratings yet
- Maruti ProjectDocument88 pagesMaruti ProjectSahil DangNo ratings yet
- Summer Project Write UpDocument4 pagesSummer Project Write UpSourav RoyNo ratings yet
- Petra: Great Wall of ChinaDocument3 pagesPetra: Great Wall of ChinaSourav RoyNo ratings yet
- Project Report On Nestle Cadbury ChocolatesDocument65 pagesProject Report On Nestle Cadbury ChocolatesSourav RoyNo ratings yet
- Fees StructureDocument1 pageFees StructureSourav RoyNo ratings yet
- C Program To Display FloydDocument3 pagesC Program To Display FloydSourav RoyNo ratings yet
- BrandDocument13 pagesBrandSourav RoyNo ratings yet
- Project Report On KarvyDocument66 pagesProject Report On KarvySourav Roy100% (1)
- Findings and DiscussionDocument5 pagesFindings and DiscussionSourav RoyNo ratings yet
- Corporate Social ResponsibilityDocument37 pagesCorporate Social ResponsibilitySourav RoyNo ratings yet
- Sharekhan Project2Document64 pagesSharekhan Project2Sourav RoyNo ratings yet
- A Project Report On Exide BatteryDocument73 pagesA Project Report On Exide BatterySourav RoyNo ratings yet
- MNC Vs Indian CoDocument13 pagesMNC Vs Indian CoSourav RoyNo ratings yet
- Oreal Project 2015Document72 pagesOreal Project 2015Sourav Roy100% (1)
- B. B. College, Asansol Department of Business AdministrationDocument1 pageB. B. College, Asansol Department of Business AdministrationSourav RoyNo ratings yet
- Questionnaire Peter 2016Document2 pagesQuestionnaire Peter 2016Sourav RoyNo ratings yet
- EshaDocument2 pagesEshaSourav RoyNo ratings yet
- MBA Project TitelDocument2 pagesMBA Project TitelSourav RoyNo ratings yet
- Project Copy IISCODocument119 pagesProject Copy IISCOSourav Roy100% (1)
- Toshiba 2015Document65 pagesToshiba 2015Sourav RoyNo ratings yet
- Contents SampleDocument1 pageContents SampleSourav RoyNo ratings yet
- Farman KhanDocument5 pagesFarman KhanSourav RoyNo ratings yet
- EshaDocument2 pagesEshaSourav RoyNo ratings yet
- Questionnaire Peter 2016Document2 pagesQuestionnaire Peter 2016Sourav RoyNo ratings yet
- Excel WorkbookDocument5 pagesExcel WorkbookSourav RoyNo ratings yet
- Samsung Electronics AbhirupDocument78 pagesSamsung Electronics AbhirupSourav RoyNo ratings yet
- VB Code To Find ODD or EVEN NumberDocument1 pageVB Code To Find ODD or EVEN NumberSourav RoyNo ratings yet
- Declaration AmexDocument2 pagesDeclaration AmexSourav RoyNo ratings yet
- Declaration: Techniques of Toshiba Laptops" From 23/12/2014 To 22/01/2015 at OasisDocument3 pagesDeclaration: Techniques of Toshiba Laptops" From 23/12/2014 To 22/01/2015 at OasisSourav RoyNo ratings yet
- QuestionnaireDocument2 pagesQuestionnaireSourav RoyNo ratings yet
- Report On EloficDocument13 pagesReport On EloficSourav RoyNo ratings yet
- Using Synchro and Simtraffic in Traffic Analysis: October 28, 2010 Md. Shafiul AzamDocument42 pagesUsing Synchro and Simtraffic in Traffic Analysis: October 28, 2010 Md. Shafiul AzamDo Xuan CanhNo ratings yet
- 2018 Case AssignmentDocument4 pages2018 Case AssignmentJumen TamayoNo ratings yet
- Koilozhugu 1623 - 1803 Front PagesDocument40 pagesKoilozhugu 1623 - 1803 Front PagesSrivaishnavasri Krishnamachari VasudevanNo ratings yet
- Road Construction Process and Costs InvolvedDocument4 pagesRoad Construction Process and Costs InvolvedSyed WasifNo ratings yet
- EWS Whistler 2017 Course DetailsDocument2 pagesEWS Whistler 2017 Course DetailsMattNo ratings yet
- Trenwa Trench Catalog 2012 PDFDocument54 pagesTrenwa Trench Catalog 2012 PDFgormankungNo ratings yet
- Caloocan Urban ProposalDocument102 pagesCaloocan Urban Proposalnickolololo50% (2)
- Tutorial 1-26-02-2021Document2 pagesTutorial 1-26-02-2021BATMANNo ratings yet
- Sati, 2011Document147 pagesSati, 2011Muhammad ArshadNo ratings yet
- ppt4FEC - PPTM (Autosaved) BOUNCE (Autosaved)Document15 pagesppt4FEC - PPTM (Autosaved) BOUNCE (Autosaved)THE BANGALORIST Blr0% (1)
- اسس تصميم المطاراتDocument10 pagesاسس تصميم المطاراتMohammedAlkhozai100% (1)
- Final OSB PRIMA - 4038 - 4738 - 3APRIL14Document232 pagesFinal OSB PRIMA - 4038 - 4738 - 3APRIL14sengottaiyanNo ratings yet
- Nov.9.2000 - CATS Prize UnclaimedDocument2 pagesNov.9.2000 - CATS Prize UnclaimedJames W. PuraNo ratings yet
- Gurucharitra AvatarnikaDocument8 pagesGurucharitra AvatarnikaMilind JoshiNo ratings yet
- Ferry Terminal General SpecificationDocument2 pagesFerry Terminal General SpecificationAaron RampersadNo ratings yet
- TIS & Parking GuidelinesDocument81 pagesTIS & Parking GuidelinesNanda Kumar100% (2)
- BlackboxDocument18 pagesBlackboxArpit BhardwajNo ratings yet
- A380-Level I - Ata 51 StructureDocument10 pagesA380-Level I - Ata 51 StructureAbolfazl MazloomiNo ratings yet
- Altimeter Settings ProceduresDocument5 pagesAltimeter Settings ProceduresperiperoNo ratings yet
- LUTENA VAKUUM Imagefolder 2016 - enDocument6 pagesLUTENA VAKUUM Imagefolder 2016 - enDanut AnghelNo ratings yet
- Container Specifications Hapag LloydDocument12 pagesContainer Specifications Hapag LloydBeautyma Company siteNo ratings yet
- NEW Company Overview - InD Aftermarket (2013 Master) Short VersionDocument20 pagesNEW Company Overview - InD Aftermarket (2013 Master) Short VersionVinicius GalvãoNo ratings yet
- RAC Chapter 3Document20 pagesRAC Chapter 3leepcNo ratings yet
- Postharvest Manual of Cabbage and ChiliDocument160 pagesPostharvest Manual of Cabbage and ChiliRepublic of Korea (Korea.net)100% (6)
- Case Study - Fiat/ChryslerDocument3 pagesCase Study - Fiat/ChryslerGiorgio TomassettiNo ratings yet
- Restricted U.S. Navy Intelligence Support To Naval Operations Manual NWP 2-01 PDFDocument100 pagesRestricted U.S. Navy Intelligence Support To Naval Operations Manual NWP 2-01 PDFSHTF PLAN100% (1)
- 4 Stage MTB Race Lanzarote 2020 - #3 - OverallDocument15 pages4 Stage MTB Race Lanzarote 2020 - #3 - OverallMTB-VCONo ratings yet
- NCRD'S Sterling Institute of Management Studies: International ConferenceDocument6 pagesNCRD'S Sterling Institute of Management Studies: International Conferencerajesh laddhaNo ratings yet
- Liugong Global Product PosterDocument2 pagesLiugong Global Product PosterSandeep Kumar100% (2)
- MassTransfer PDFDocument47 pagesMassTransfer PDFAndaç ÖzsoyNo ratings yet