You might also like
- Dear Customer,: Ticket ConfirmationDocument1 pageDear Customer,: Ticket Confirmationmrkadu_61No ratings yet
- Hydraulic ClutchDocument12 pagesHydraulic Clutchmrkadu_610% (1)
- Principles of Electrical GroundingDocument43 pagesPrinciples of Electrical GroundingSaber HussainiNo ratings yet
- Piping StandardDocument425 pagesPiping StandardJitendra Bhosale100% (3)
- Ball ValvesDocument7 pagesBall ValvesRizal FalevyNo ratings yet
- Retaining: Securing Cylindrical AssembliesDocument1 pageRetaining: Securing Cylindrical Assembliesmrkadu_61No ratings yet
- NTN Bearing en AllDocument411 pagesNTN Bearing en Allbhupinder85No ratings yet
- Axial Piston Pump CatalougeDocument36 pagesAxial Piston Pump Catalougemrkadu_61No ratings yet
- Installation & Start Up of Axial Piston PumpDocument14 pagesInstallation & Start Up of Axial Piston Pumpmrkadu_61No ratings yet
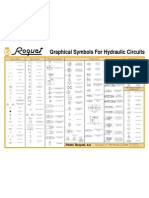
- Hydraulic SymbolsDocument1 pageHydraulic SymbolsHemil ChauhanNo ratings yet
- About Axial Displacement Pump A4VSoDocument68 pagesAbout Axial Displacement Pump A4VSomrkadu_61No ratings yet
- Conveyor Belt Splicing GuideDocument13 pagesConveyor Belt Splicing Guidemrkadu_61No ratings yet
- India Vs Australia Test Series ScheduleDocument3 pagesIndia Vs Australia Test Series Schedulemrkadu_61No ratings yet
- Spherical Roller Bearing SKF CatlougeDocument72 pagesSpherical Roller Bearing SKF Catlougemrkadu_61No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Airport & Harbour Engg-AssignmentDocument3 pagesAirport & Harbour Engg-AssignmentAshok Kumar RajanavarNo ratings yet
- Csu Cep Professional Dispositions 1Document6 pagesCsu Cep Professional Dispositions 1api-502440235No ratings yet
- T5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 195Document11 pagesT5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 1959/11 Document Archive100% (2)
- Statistics and Probability: Quarter 4 - (Week 6)Document8 pagesStatistics and Probability: Quarter 4 - (Week 6)Jessa May MarcosNo ratings yet
- H13 611 PDFDocument14 pagesH13 611 PDFMonchai PhaichitchanNo ratings yet
- Practising Modern English For Life Sciences Students Caiet Exercitii-1Document77 pagesPractising Modern English For Life Sciences Students Caiet Exercitii-1Robert BobiaNo ratings yet
- Bandhan Neft Rtgs FormDocument2 pagesBandhan Neft Rtgs FormMohit Goyal50% (4)
- Maritime Academy of Asia and The Pacific-Kamaya Point Department of AcademicsDocument7 pagesMaritime Academy of Asia and The Pacific-Kamaya Point Department of Academicsaki sintaNo ratings yet
- Derebe TekesteDocument75 pagesDerebe TekesteAbinet AdemaNo ratings yet
- Wallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)Document2 pagesWallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)WENDELL LAXAMANANo ratings yet
- Dreaded Attack - Voyages Community Map Rules v1Document2 pagesDreaded Attack - Voyages Community Map Rules v1jNo ratings yet
- Trade MarkDocument2 pagesTrade MarkRohit ThoratNo ratings yet
- Account Statement 250820 240920 PDFDocument2 pagesAccount Statement 250820 240920 PDFUnknown100% (1)
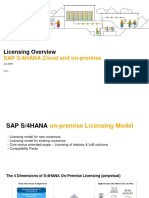
- S4 HANALicensing Model External V19Document28 pagesS4 HANALicensing Model External V19Edir JuniorNo ratings yet
- Native VLAN and Default VLANDocument6 pagesNative VLAN and Default VLANAaliyah WinkyNo ratings yet
- Intelligent DesignDocument21 pagesIntelligent DesignDan W ReynoldsNo ratings yet
- Please Refer Tender Document and Annexures For More DetailsDocument1 pagePlease Refer Tender Document and Annexures For More DetailsNAYANMANI NAMASUDRANo ratings yet
- Lesson Plan For Implementing NETSDocument5 pagesLesson Plan For Implementing NETSLisa PizzutoNo ratings yet
- Final Selection Criteria Tunnel Cons TraDocument32 pagesFinal Selection Criteria Tunnel Cons TraMd Mobshshir NayeemNo ratings yet
- Implications of A Distributed Environment Part 2Document38 pagesImplications of A Distributed Environment Part 2Joel wakhunguNo ratings yet
- I I I I: Peroxid.Q!Document2 pagesI I I I: Peroxid.Q!Diego PradelNo ratings yet
- 2016 IT - Sheilding Guide PDFDocument40 pages2016 IT - Sheilding Guide PDFlazarosNo ratings yet
- Understanding and Teaching Fractions: Sybilla BeckmannDocument26 pagesUnderstanding and Teaching Fractions: Sybilla Beckmannjhicks_mathNo ratings yet
- Ilocos Norte Youth Development Office Accomplishment Report 2Document17 pagesIlocos Norte Youth Development Office Accomplishment Report 2Solsona Natl HS MaanantengNo ratings yet
- Chinese Paper Cutting Work SheetDocument4 pagesChinese Paper Cutting Work Sheet黃梓No ratings yet
- 레벨 테스트Document2 pages레벨 테스트BNo ratings yet
- Back Propagation Neural NetworkDocument10 pagesBack Propagation Neural NetworkAhmad Bisyrul HafiNo ratings yet
- Signature Object Detection Based On YOLOv3Document4 pagesSignature Object Detection Based On YOLOv3Lý Khánh NhưNo ratings yet
- Product NDC # Compare To Strength Size Form Case Pack Abcoe# Cardinal Cin # Mckesson Oe # M&Doe#Document14 pagesProduct NDC # Compare To Strength Size Form Case Pack Abcoe# Cardinal Cin # Mckesson Oe # M&Doe#Paras ShardaNo ratings yet
- Mechanical Engineering - Workshop Practice - Laboratory ManualDocument77 pagesMechanical Engineering - Workshop Practice - Laboratory Manualrajeevranjan_br100% (4)