You might also like
- Processing Units of Oil RefineryDocument9 pagesProcessing Units of Oil RefineryGovindNo ratings yet
- A Quick Look at DesaltingDocument12 pagesA Quick Look at Desaltingananth2012No ratings yet
- Base Aromatics Production Processes: P A R T 2Document12 pagesBase Aromatics Production Processes: P A R T 2Bharavi K SNo ratings yet
- A Students Guide To RefineryDocument16 pagesA Students Guide To RefineryManisha RatheeNo ratings yet
- Petrochemicals An Overview (STUDENT) (2of3)Document224 pagesPetrochemicals An Overview (STUDENT) (2of3)Chuah Chong YangNo ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- Upes Mba Oil&gasDocument240 pagesUpes Mba Oil&gasDivyansh Singh ChauhanNo ratings yet
- Eg 21 019Document155 pagesEg 21 019agaricusNo ratings yet
- Reliance HPC Course 2009 - 09 - Naphtha HydrotreatmentDocument48 pagesReliance HPC Course 2009 - 09 - Naphtha HydrotreatmentsuprateemNo ratings yet
- Desalting of Crude Oil in RefineryDocument3 pagesDesalting of Crude Oil in RefineryKmt_AeNo ratings yet
- Chemical Engineering Principles 4Document83 pagesChemical Engineering Principles 4Ayman Hammad100% (1)
- Crude DistillationDocument35 pagesCrude DistillationraisNo ratings yet
- Crude Oil Distillation: Course: Chemical Technology (Organic) Module VIDocument10 pagesCrude Oil Distillation: Course: Chemical Technology (Organic) Module VIapi-256504985No ratings yet
- Petroleum IndustryDocument39 pagesPetroleum IndustryQuenie Rose RontalNo ratings yet
- Crude OilDocument23 pagesCrude OilAgung Prasetyo NugrohoNo ratings yet
- PRPP 2013 Crude Oil CompositionDocument18 pagesPRPP 2013 Crude Oil CompositionEnvyousCustomsNo ratings yet
- 8752.chapter 11 (Packed Column)Document32 pages8752.chapter 11 (Packed Column)AnaBelenMedranoBarrientosNo ratings yet
- Petroleum Refining (2 of 3)Document247 pagesPetroleum Refining (2 of 3)Chuah Chong YangNo ratings yet
- Process of Refinery: Chapter-1Document43 pagesProcess of Refinery: Chapter-1veena0602No ratings yet
- Crude Distillation PosterDocument1 pageCrude Distillation Postervivek_rec100% (1)
- Safety Talk: Fired HeatersDocument58 pagesSafety Talk: Fired HeatersSaleem ChohanNo ratings yet
- Petroleumrefining2of3 190124033941 PDFDocument247 pagesPetroleumrefining2of3 190124033941 PDFsuman mukherjeeNo ratings yet
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterYasser JaviNo ratings yet
- 03 Crude Unit DesignDocument88 pages03 Crude Unit DesignVĂN ĐOÀN HUYNo ratings yet
- B. Oil-Gas SeparatorsDocument74 pagesB. Oil-Gas SeparatorsalooookiNo ratings yet
- Crude Oil DesaltingDocument14 pagesCrude Oil DesaltingDucViking100% (1)
- Petroleum Refining Technology Unit-2: CHEG 437 4 Credit CourseDocument56 pagesPetroleum Refining Technology Unit-2: CHEG 437 4 Credit Courseprathamesh singhNo ratings yet
- 42 Aromatics ComplexDocument4 pages42 Aromatics Complexmostafamagdy100% (1)
- Hydro ProcessingDocument24 pagesHydro Processingjeygar12No ratings yet
- Chemical Processes and Sustainability: PetroleumDocument32 pagesChemical Processes and Sustainability: PetroleumMohd Shahrul Nizam SallehNo ratings yet
- Lect Slides - Catalytic ReformingDocument20 pagesLect Slides - Catalytic ReformingPRAJWAL RASTOGINo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- A Process Flow Diagram of An Oil Refinery PlantDocument168 pagesA Process Flow Diagram of An Oil Refinery PlantHassanSalem67% (3)
- Introduction of Fired HeatersDocument14 pagesIntroduction of Fired HeatersLuis Torres50% (4)
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectTarek Fawzy100% (1)
- Whole Unit 2 - Crude Oil and Refining Product TestingDocument113 pagesWhole Unit 2 - Crude Oil and Refining Product Testingprathamesh singhNo ratings yet
- Refinery 3Document53 pagesRefinery 3Patel AshokNo ratings yet
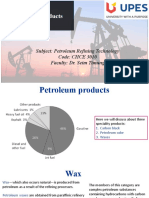
- Unit 3 Speciality Products - 2Document12 pagesUnit 3 Speciality Products - 2prathamesh singhNo ratings yet
- Distillation TowwerDocument154 pagesDistillation TowwerAmmar HashimNo ratings yet
- Boilers & Fired Systems: Clean Coal TechnologyDocument47 pagesBoilers & Fired Systems: Clean Coal TechnologyfakharkhiljiNo ratings yet
- Crude Oil DistillationDocument109 pagesCrude Oil Distillationshreshth chawlaNo ratings yet
- Fired HeatersDocument24 pagesFired HeatersCynthia Magali Márquez Ramírez100% (1)
- Refining 101: Dennis Sutton March 2012Document45 pagesRefining 101: Dennis Sutton March 2012juan CarlosNo ratings yet
- Chemistry - of - PETROCHEMICAL NEWDocument116 pagesChemistry - of - PETROCHEMICAL NEWvivaline AchiengNo ratings yet
- Refining Process (ARCHANA COMPLETE REFINING STUFF)Document96 pagesRefining Process (ARCHANA COMPLETE REFINING STUFF)Mahesh sinhaNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- Vacuum Distillation Colume: Mass Transfer Lab AssignmentDocument4 pagesVacuum Distillation Colume: Mass Transfer Lab AssignmentMalik HamidNo ratings yet
- CDU Training Powerpoint PDFDocument144 pagesCDU Training Powerpoint PDFnefoussi100% (1)
- Refining ProcessDocument22 pagesRefining Processramadoss_alwar7307No ratings yet
- Distillation Column InternalsDocument16 pagesDistillation Column InternalsBon Joey BernestoNo ratings yet
- Unit-02 Petroleum Process I-IVDocument143 pagesUnit-02 Petroleum Process I-IVMayank KoparkarNo ratings yet
- CDU - SlideDocument23 pagesCDU - SlideVăn Bão TôNo ratings yet
- Lecture Slides CPE 676 - Absorption & AdsorptionDocument56 pagesLecture Slides CPE 676 - Absorption & AdsorptionLim Ying PeiNo ratings yet
- Refinery ConfigurationDocument1 pageRefinery Configurationriverlife88100% (1)
- HydroprocessingDocument18 pagesHydroprocessinghala mrayanNo ratings yet
- What Is DistillationDocument25 pagesWhat Is DistillationashirNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Summer Training Presentation: ON Distillation Unit OF Mathura RefineryDocument14 pagesSummer Training Presentation: ON Distillation Unit OF Mathura RefineryGovindPatelNo ratings yet
- HydrocrackingDocument33 pagesHydrocrackingNikita SeleznevNo ratings yet
- Relief ValvesDocument128 pagesRelief Valvesvasudev palaganiNo ratings yet
- Unit 02 Karbala Refinery Project - Oct 3 17Document37 pagesUnit 02 Karbala Refinery Project - Oct 3 17noor taha100% (2)
- DCC ConferenceDocument40 pagesDCC ConferenceSuchart TarasapNo ratings yet
- 6 Crude Oil RefiningDocument57 pages6 Crude Oil RefiningAkashNo ratings yet
- Module 4 (KTU)Document118 pagesModule 4 (KTU)Aravind G100% (1)
- A Students Guide To RefiningDocument16 pagesA Students Guide To RefininghuycanphuNo ratings yet
- 2 - Acid Gas TreatmentDocument73 pages2 - Acid Gas TreatmentAn Lê TrườngNo ratings yet
- Unit 2 Refining Process - 3Document28 pagesUnit 2 Refining Process - 3prathamesh singhNo ratings yet
- 08 HydroprocessingDocument38 pages08 HydroprocessingrciographyNo ratings yet
- Crude OilDocument19 pagesCrude Oilsupriya guptaNo ratings yet
- NGL1 V1 Sec 4Document218 pagesNGL1 V1 Sec 4varatharajan g rNo ratings yet
- CDUDocument17 pagesCDUmitpgandhiNo ratings yet
- Crude DistillationDocument32 pagesCrude DistillationIzziyyahNo ratings yet
- Lecture 5Document17 pagesLecture 5MuhammadFarooq44No ratings yet
- Lov I Bond ChartDocument3 pagesLov I Bond ChartJuan Carlos Barrera QuijanoNo ratings yet
- Tintometer PFXi195 V2Document4 pagesTintometer PFXi195 V2Juan Carlos Barrera QuijanoNo ratings yet
- Atmospheric Distillation of Crude Oil: Circulating Refluxes or PumparoundDocument16 pagesAtmospheric Distillation of Crude Oil: Circulating Refluxes or PumparoundJuan Carlos Barrera QuijanoNo ratings yet
- Waste Minimization Through Improved Process Thermodynamics: Crude Oil Fractionation by David B. Manley The University of Missouri, Rolla, MissouriDocument20 pagesWaste Minimization Through Improved Process Thermodynamics: Crude Oil Fractionation by David B. Manley The University of Missouri, Rolla, MissouriJuan Carlos Barrera QuijanoNo ratings yet
- No11 Slag Cement and Fly AshDocument2 pagesNo11 Slag Cement and Fly AshmordentNo ratings yet
- ABBB MB3600 HP10 Hydrocarbons PDFDocument6 pagesABBB MB3600 HP10 Hydrocarbons PDFwidyaNo ratings yet
- 1 - Mohan Lal - PDF - World Petroleum CouncilDocument37 pages1 - Mohan Lal - PDF - World Petroleum CouncilprocurementNo ratings yet
- Types of Reactions in Petroleum RefiningDocument27 pagesTypes of Reactions in Petroleum Refiningtariq fareedNo ratings yet
- Catalytic Reforming - WikipediaDocument45 pagesCatalytic Reforming - WikipediaUzoma EuchariaNo ratings yet
- Isoform™ Isomerization Grade/Reforming Grade: Refining Grades of PerchloroethyleneDocument4 pagesIsoform™ Isomerization Grade/Reforming Grade: Refining Grades of PerchloroethylenePrototypeNo ratings yet
- Ethylbenzene Production PlantDocument4 pagesEthylbenzene Production PlantIan Jasper SabordoNo ratings yet
- Calculation of Material Balance For Catalytic Reforming of Naphtha FractionsDocument4 pagesCalculation of Material Balance For Catalytic Reforming of Naphtha FractionsMai Ngoc Chien100% (4)
- List of Petroleum ProductsDocument21 pagesList of Petroleum ProductsYasir ButtNo ratings yet
- Is 4707 2 2017 PDFDocument154 pagesIs 4707 2 2017 PDFNishkarsh Gautam100% (3)
- Piaap 00011 0713 Aromatics PDFDocument2 pagesPiaap 00011 0713 Aromatics PDFPipo HernándezNo ratings yet
- Magnetrol O&gDocument100 pagesMagnetrol O&gesakkiraj1590No ratings yet
- Lecture7 - Catalytic Reforming Unit (CRU)Document3 pagesLecture7 - Catalytic Reforming Unit (CRU)Bipradeep GhoshNo ratings yet
- CRU PresentationDocument18 pagesCRU PresentationManish KalraNo ratings yet
- High Production Volume Status of Chemicals On The 2019Document20 pagesHigh Production Volume Status of Chemicals On The 2019Marcos ROSSINo ratings yet
- Crackers (FCCS), Cokers and Hydrocrackers. in Addition To Breaking Chains, There AreDocument2 pagesCrackers (FCCS), Cokers and Hydrocrackers. in Addition To Breaking Chains, There AreMina AdelNo ratings yet
- Simulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessDocument5 pagesSimulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming Processck19654840No ratings yet
- Parte 4Document61 pagesParte 4IVAN SAMCRUZNo ratings yet