You might also like
- AisinDocument147 pagesAisinRicardo Javier89% (35)
- Piston Pump 420E Backhoe Loaders Hydraulic and Steering System Cat PDFDocument21 pagesPiston Pump 420E Backhoe Loaders Hydraulic and Steering System Cat PDFJonathan Joel Cruz Julca100% (1)
- ManualDocument196 pagesManualXavier MereloNo ratings yet
- Compressor SelectionDocument109 pagesCompressor SelectionAlireza RanjbarianNo ratings yet
- Compressor TrainingDocument63 pagesCompressor Trainingwarakorn6jame100% (6)
- Dash8 MTM Vol 3 PDFDocument387 pagesDash8 MTM Vol 3 PDFShawn el'Diablo60% (5)
- Compressor Fundamentals, Performance CurvesDocument69 pagesCompressor Fundamentals, Performance Curvesใบบอนสิชล100% (3)
- Gas Seal Course Customer 112003 01aDocument122 pagesGas Seal Course Customer 112003 01aapi-3703348100% (6)
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- 6 Centrifugal Compressor IDocument40 pages6 Centrifugal Compressor IBassam AmirNo ratings yet
- Jig and FixtureDocument24 pagesJig and FixtureprabhjotbhangalNo ratings yet
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
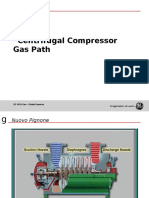
- Centrifugal Compressor: Gas PathDocument49 pagesCentrifugal Compressor: Gas PathKorichiKarim100% (3)
- Section 03 - Compressor Basics PDFDocument17 pagesSection 03 - Compressor Basics PDFmohamedNo ratings yet
- Listing of Installation (Gas Compressor Facilities)Document36 pagesListing of Installation (Gas Compressor Facilities)AyaanNo ratings yet
- Jig and FixturesDocument47 pagesJig and FixturesSaumya SinhaNo ratings yet
- Centrifugal CompDocument100 pagesCentrifugal CompRiyadh SalehNo ratings yet
- Recip. Comp ECDPDocument51 pagesRecip. Comp ECDPSkydriver Paul100% (1)
- Centrifugal Compressor Equipment InteractionDocument27 pagesCentrifugal Compressor Equipment Interactionmbabar81No ratings yet
- Screw Compressor ApplicationDocument8 pagesScrew Compressor ApplicationChakravarthy Bharath100% (1)
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Sprinkler System Installation ProcedureDocument3 pagesSprinkler System Installation ProcedureDong VanraNo ratings yet
- Reciprocating CompressorsDocument91 pagesReciprocating CompressorsBehnam Hosseinzadeh100% (7)
- CompressorDocument22 pagesCompressorSai Krishna Kiran B VNo ratings yet
- Process Design, CV, Line Size, Hazard, Safety Valve GuideDocument60 pagesProcess Design, CV, Line Size, Hazard, Safety Valve GuideSivareddy InduriNo ratings yet
- Fundamentals of CompressorDocument42 pagesFundamentals of CompressorSutikno BlankNo ratings yet
- CompressorDocument63 pagesCompressorRajneesh Patel100% (1)
- Centrifugal Compressor PDFDocument8 pagesCentrifugal Compressor PDFSmokesoimu100% (2)
- Driving Expander Technology: Atlas Copco Gas and Process SolutionsDocument24 pagesDriving Expander Technology: Atlas Copco Gas and Process Solutionskecskemet100% (4)
- 04.CH660-03 Operators Instructions S223.1079-02 enDocument42 pages04.CH660-03 Operators Instructions S223.1079-02 enEduardoNo ratings yet
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaNo ratings yet
- Airfoil BearingsDocument32 pagesAirfoil BearingsChiaraMenciNo ratings yet
- Dry Gas Seal Trouble ShootingDocument20 pagesDry Gas Seal Trouble ShootingRama kalyan100% (1)
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aquaNo ratings yet
- Centrifugal CompressorDocument31 pagesCentrifugal Compressororenchladee100% (2)
- Ch-11b Robotics, Automation, FMSDocument71 pagesCh-11b Robotics, Automation, FMSprabhjotbhangalNo ratings yet
- Fundamentos de Compresores, Curvas PerformanceDocument116 pagesFundamentos de Compresores, Curvas Performancejowar100% (3)
- Positive Displacement CompressorDocument30 pagesPositive Displacement CompressorchaitanyaNo ratings yet
- 5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Document5 pages5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Siddiqui Abdul KhaliqNo ratings yet
- Y2 PumpsDocument70 pagesY2 Pumpsfacebookshop100% (1)
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Dry Gas SealsDocument52 pagesDry Gas Sealsshahan92ali100% (1)
- Compressor Thermodynamics Rev3Document28 pagesCompressor Thermodynamics Rev3Diego1980bNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- DGS SealDocument87 pagesDGS SealAhtsham Ahmad50% (2)
- Linde Hydraulics - HPV-02Document0 pagesLinde Hydraulics - HPV-021antonio100% (1)
- Compressor and Sealing SystemDocument40 pagesCompressor and Sealing Systemprabhjotbhangal67% (3)
- Reciprocating Comp.Document137 pagesReciprocating Comp.Anonymous ffje1rpa100% (1)
- Surge Force CalculationDocument5 pagesSurge Force CalculationMarimuthu AyyamperumalNo ratings yet
- Centrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsDocument54 pagesCentrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsHarindharan Jeyabalan100% (8)
- Refinery and SealsDocument67 pagesRefinery and Sealsapi-3702021100% (3)
- Centrifugal Compressor TrainingDocument31 pagesCentrifugal Compressor TrainingRafael ZuritaNo ratings yet
- Centrifugal CompressorsDocument52 pagesCentrifugal CompressorsFadoooll75% (4)
- Dry Gas Seal Control SystemDocument9 pagesDry Gas Seal Control SystemnetozxNo ratings yet
- 3-Day Gen Open 112003 5a (Compatibility Mode)Document111 pages3-Day Gen Open 112003 5a (Compatibility Mode)api-3703348100% (1)
- Dry Gas Seal For CompressorsDocument15 pagesDry Gas Seal For CompressorsHoney Tiwari100% (2)
- Centrifugal Compressors OverviewDocument40 pagesCentrifugal Compressors OverviewMohamed BalbaaNo ratings yet
- Surge ProtectedDocument42 pagesSurge ProtectedRaul Roque Yujra100% (2)
- Compressors - Written ReportDocument17 pagesCompressors - Written ReportJenina Rosa P. LlanesNo ratings yet
- Material Science Conventional Question and AnswerDocument14 pagesMaterial Science Conventional Question and AnswerChitransh Agarwal100% (3)
- Compressor PPT - Part 1Document37 pagesCompressor PPT - Part 1Ahmed AlhinaiNo ratings yet
- Centrifugal Compressor Training NotesDocument32 pagesCentrifugal Compressor Training Notesromadhinho50% (4)
- Under Water Welding and CuttingDocument7 pagesUnder Water Welding and CuttingVijo JoseNo ratings yet
- Pump Basics-M& PDocument80 pagesPump Basics-M& Pkapil100% (2)
- TTI Turboexpander Description-RecDocument36 pagesTTI Turboexpander Description-Recgurguri5691100% (1)
- Dry Gas Seals 101 - PresentationDocument52 pagesDry Gas Seals 101 - Presentationrico.fortuna78% (9)
- Centrifugal Compressor Manual1Document21 pagesCentrifugal Compressor Manual1ammohamed1973100% (3)
- Report On Centrifugal CompressorDocument21 pagesReport On Centrifugal CompressorAhmed Sohaib88% (8)
- Pressure Packing PresentationDocument20 pagesPressure Packing PresentationVIJAYIOCL100% (2)
- Dry Gas SealDocument23 pagesDry Gas Sealdrg100% (1)
- McCulloch 6000 Parts ListDocument10 pagesMcCulloch 6000 Parts ListMelanie AgnoneNo ratings yet
- Ingersoll Rand Compressor - 2545 Engineering DataDocument4 pagesIngersoll Rand Compressor - 2545 Engineering DataJNo ratings yet
- Selecting An Artificial Lift MethodDocument62 pagesSelecting An Artificial Lift MethodSiddiq MahyildinNo ratings yet
- Classnotes - Compressor Performance - 1Document117 pagesClassnotes - Compressor Performance - 1Zatie ZulkifliNo ratings yet
- Selection Guidelines For Dry Gas SealsDocument26 pagesSelection Guidelines For Dry Gas SealsVivek RathodNo ratings yet
- Manual Operacion R90 - 160IUDocument1,352 pagesManual Operacion R90 - 160IUJERKENSON ALDO TITO TITONo ratings yet
- TCL Training Day 1Document172 pagesTCL Training Day 1kixiliy439No ratings yet
- Worldwide Production and Processes: 7. Umicore Autocat USA IncDocument1 pageWorldwide Production and Processes: 7. Umicore Autocat USA IncprabhjotbhangalNo ratings yet
- Balance TutorialDocument22 pagesBalance TutorialJuan Felipe Arias CabralesNo ratings yet
- Application of Stereolithography For Scaffold.4Document5 pagesApplication of Stereolithography For Scaffold.4prabhjotbhangalNo ratings yet
- EseDocument1 pageEseprabhjotbhangalNo ratings yet
- VideoDocument6 pagesVideoprabhjotbhangalNo ratings yet
- Economic Survey Volume I Complete PDFDocument226 pagesEconomic Survey Volume I Complete PDFTANMAY NEOGINo ratings yet
- Current Affairs Study PDF - May 2016 by AffairsCloud - FinalDocument190 pagesCurrent Affairs Study PDF - May 2016 by AffairsCloud - FinalAnonymous fCcCuoPANo ratings yet
- Global Emissions Regulations Are Only A Click Away Concern For The World Around UsDocument1 pageGlobal Emissions Regulations Are Only A Click Away Concern For The World Around UsprabhjotbhangalNo ratings yet
- Worldwide Technical Centers and Production Facilities: 5. Umicore Autocat USA IncDocument1 pageWorldwide Technical Centers and Production Facilities: 5. Umicore Autocat USA IncprabhjotbhangalNo ratings yet
- ReadmeDocument1 pageReadmeprabhjotbhangalNo ratings yet
- Materials For A Better Life: History HighlightsDocument1 pageMaterials For A Better Life: History HighlightsprabhjotbhangalNo ratings yet
- Diesel Catalytic Converter: C D P FDocument1 pageDiesel Catalytic Converter: C D P FprabhjotbhangalNo ratings yet
- 39 Non Conventional MachiningDocument15 pages39 Non Conventional MachiningPRASAD326100% (2)
- Micro and Mecro Economics Exam MaterialDocument7 pagesMicro and Mecro Economics Exam Materialgsingh1938100% (2)
- BusinessStudies12 Finance MarketDocument24 pagesBusinessStudies12 Finance MarketRam VermaNo ratings yet
- GATE-2016 Paper Analysis ProductionDocument11 pagesGATE-2016 Paper Analysis ProductionprabhjotbhangalNo ratings yet
- Tang Yanyan 200508 PHD PDFDocument197 pagesTang Yanyan 200508 PHD PDFprabhjotbhangalNo ratings yet
- Current Affairs 12 Sep16Document4 pagesCurrent Affairs 12 Sep16prabhjotbhangalNo ratings yet
- Current Affairs 9 Sep16Document6 pagesCurrent Affairs 9 Sep16prabhjotbhangalNo ratings yet
- 12 151 159 PDF 10836Document9 pages12 151 159 PDF 10836prabhjotbhangalNo ratings yet
- 2013 12 06 StereolithographyDocument36 pages2013 12 06 StereolithographyprabhjotbhangalNo ratings yet
- Interview Guidance by S K MondalDocument16 pagesInterview Guidance by S K MondaljishnuNo ratings yet
- Conventional Casting WeldingDocument190 pagesConventional Casting WeldingprabhjotbhangalNo ratings yet
- Me TrologyDocument69 pagesMe TrologyprabhjotbhangalNo ratings yet
- Des-Case Sales Sheet VOA Oil Sight Glass & Level MonitorDocument4 pagesDes-Case Sales Sheet VOA Oil Sight Glass & Level MonitorOtavio LacerdaNo ratings yet
- IMO Pump ACG Type PDFDocument12 pagesIMO Pump ACG Type PDFaron james empigNo ratings yet
- Emergency Stop Valve PDFDocument4 pagesEmergency Stop Valve PDFMauricio GarciaNo ratings yet
- Midea Servisnaya-Instrukciya-Mfm-Arn1Document55 pagesMidea Servisnaya-Instrukciya-Mfm-Arn1Miodrag VranjesevicNo ratings yet
- Birkett PSV CatalogDocument104 pagesBirkett PSV CatalogChetanNo ratings yet
- Section 15080 - Plumbing InsulationDocument7 pagesSection 15080 - Plumbing InsulationAhmed AliNo ratings yet
- Mercer - Seat Materials GuideDocument4 pagesMercer - Seat Materials GuidejoshNo ratings yet
- API 610 Vertical Turbine Pump VS6 (Can Type) VS1 (Sump Type)Document22 pagesAPI 610 Vertical Turbine Pump VS6 (Can Type) VS1 (Sump Type)Magico NinoNo ratings yet
- C100!06!895 Laboratory BrochureDocument60 pagesC100!06!895 Laboratory BrochureJuan CarlosNo ratings yet
- Sec 00 - GeneralDocument22 pagesSec 00 - GeneraleujualNo ratings yet
- RB211 Lube System (Ssloc) DescriptionDocument6 pagesRB211 Lube System (Ssloc) DescriptionmuazmaslanNo ratings yet
- Cebora 130 886 ManualDocument7 pagesCebora 130 886 ManualvidinpetreceNo ratings yet
- Hydraulic Symbol Hydraulic & Electric Circuit HandbookDocument4 pagesHydraulic Symbol Hydraulic & Electric Circuit HandbookJorge RojasNo ratings yet
- Manual de ClampsDocument2 pagesManual de ClampsPieroNo ratings yet
- CVH 99Document294 pagesCVH 99Halil AKSUNo ratings yet
- Anaesthesia Machine LectureDocument99 pagesAnaesthesia Machine LectureVithal DhulkhedNo ratings yet
- Pullmaster Model pl8 Service ManualDocument32 pagesPullmaster Model pl8 Service ManualSamuel Lopez BenitesNo ratings yet
- FDCA Fan Drive Control Assembly - TI - Mar-2006Document44 pagesFDCA Fan Drive Control Assembly - TI - Mar-2006Stelian CrisanNo ratings yet
- Cameron Iom R DemcodmgatevalvesDocument24 pagesCameron Iom R DemcodmgatevalvesbenkaouhaNo ratings yet