You might also like
- Forging TemperatureDocument91 pagesForging TemperatureRonald Taufiq WNo ratings yet
- Engineering Drawings - ThayerDocument39 pagesEngineering Drawings - Thayermaran.suguNo ratings yet
- Surface Finishing OperationsDocument88 pagesSurface Finishing OperationsKodeboyina Chandramohan100% (1)
- Steam Turbine and Governor (SimPowerSystems)Document5 pagesSteam Turbine and Governor (SimPowerSystems)hitmancuteadNo ratings yet
- Basics Of Pressure Diecasting Die DesignDocument47 pagesBasics Of Pressure Diecasting Die DesignanuranjandesignNo ratings yet
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Document62 pagesHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Press Tools'Document241 pagesPress Tools'kannan83% (6)
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pagesThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeNo ratings yet
- Pressure Diecasting: Metals — Machines — FurnacesFrom EverandPressure Diecasting: Metals — Machines — FurnacesRating: 3 out of 5 stars3/5 (2)
- Ab Initio Interview Questions - HTML PDFDocument131 pagesAb Initio Interview Questions - HTML PDFdigvijay singhNo ratings yet
- Sheetmetal ProcessDocument88 pagesSheetmetal ProcessEre Gowda100% (1)
- Heat Treatment (Immersion)Document108 pagesHeat Treatment (Immersion)DidSibalNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Demoversion IWE 2011Document47 pagesDemoversion IWE 2011Burag HamparyanNo ratings yet
- Theory of Metal CuttingDocument69 pagesTheory of Metal Cuttingprof_panneer0% (1)
- Five Steps To Improving Die PerformanceDocument5 pagesFive Steps To Improving Die Performanceromanhawranek100% (1)
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Cored Wires for Iron Foundry TreatmentDocument6 pagesCored Wires for Iron Foundry TreatmentamitkkambleNo ratings yet
- Biscuit Thickness Validation (HPDC)Document8 pagesBiscuit Thickness Validation (HPDC)IJRASETPublicationsNo ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Section 02 Tooling For Die CastingDocument22 pagesSection 02 Tooling For Die CastingLingaiyan SurenNo ratings yet
- Cold and Hot Stamping Dies eDocument12 pagesCold and Hot Stamping Dies eajaygupta.af3919No ratings yet
- Die Casting Design and Spec Guide PDFDocument16 pagesDie Casting Design and Spec Guide PDFKhổng MạnhNo ratings yet
- Rolling Mill DrivesDocument14 pagesRolling Mill DrivesMoinul Haque Riyad0% (1)
- Welding Processes and TechniqueDocument49 pagesWelding Processes and TechniqueRanendraNo ratings yet
- GD&T GlossaryDocument4 pagesGD&T GlossarythindmanmohanNo ratings yet
- Squeeze CastingDocument38 pagesSqueeze Castingjishnus100% (1)
- ICT FX4Model FrameworkDocument20 pagesICT FX4Model FrameworkSnowNo ratings yet
- Mate Slug Free Light Dies Exceptional Thin Sheet PerformanceDocument2 pagesMate Slug Free Light Dies Exceptional Thin Sheet PerformanceJulio GalvanNo ratings yet
- En 08 Mild Steel and Alloy Steels PropertiesDocument2 pagesEn 08 Mild Steel and Alloy Steels PropertiesSamratNo ratings yet
- Welding Processes and Technology GuideDocument62 pagesWelding Processes and Technology GuideKamal Jayaraj100% (1)
- 14 Design For Die CastingDocument97 pages14 Design For Die Castingdaniel100% (1)
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeFrom EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsRating: 3 out of 5 stars3/5 (2)
- Habawel V Court of Tax AppealsDocument1 pageHabawel V Court of Tax AppealsPerry RubioNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- 132KV Siemens Breaker DrawingDocument13 pages132KV Siemens Breaker DrawingAnil100% (1)
- Engineering fundamentals guideDocument34 pagesEngineering fundamentals guidesandeepNo ratings yet
- PSC Single SpanDocument99 pagesPSC Single SpanRaden Budi HermawanNo ratings yet
- Middleware e BookDocument427 pagesMiddleware e BookKeerthi KumarNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Precision Forging Processes GuideDocument35 pagesPrecision Forging Processes GuideRiski RamadhanNo ratings yet
- 3D Systems Guide To Processing QuickCast PatternsDocument48 pages3D Systems Guide To Processing QuickCast Patternscgonzo100% (2)
- GD&TDocument70 pagesGD&TKarthi KeyanNo ratings yet
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Document52 pages1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangNo ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- MACHINING ECONOMICS AND PRODUCT DESIGNDocument38 pagesMACHINING ECONOMICS AND PRODUCT DESIGNThiran Boy LingamNo ratings yet
- Causes and Remedies of Blow Holes in SanDocument33 pagesCauses and Remedies of Blow Holes in SanNikhil KumarNo ratings yet
- Welding Fixtures Types and UsesDocument11 pagesWelding Fixtures Types and Usesksiojiohyui100% (2)
- Case HardeningDocument28 pagesCase Hardeningdramilt100% (1)
- 06 GearsDocument22 pages06 GearsTeaching ClubNo ratings yet
- Mahindra StandardDocument6 pagesMahindra StandardSuresh Shinde67% (3)
- Metal Cutting PDFDocument92 pagesMetal Cutting PDFJagadishchandrabose KondamudiNo ratings yet
- Application Note Powder MetallurgyDocument6 pagesApplication Note Powder MetallurgyVictoria TechiNo ratings yet
- Tolerance AnalysisDocument5 pagesTolerance Analysisdeepakgr79No ratings yet
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocument6 pagesDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNo ratings yet
- Resistance WeldingDocument19 pagesResistance WeldingJustin McClendon100% (1)
- ShearingDocument19 pagesShearingVatsa Molano Castro0% (1)
- Introduction To Geometric Dimensioning and TolerancingDocument3 pagesIntroduction To Geometric Dimensioning and TolerancinganandparasuNo ratings yet
- Linux Basic Commands GuideDocument26 pagesLinux Basic Commands GuidedhivyaNo ratings yet
- Circuit Design Partitioning: System SpecificationDocument1 pageCircuit Design Partitioning: System SpecificationKeerthi KumarNo ratings yet
- 802 Architecture Group - 2006-11Document64 pages802 Architecture Group - 2006-11Keerthi KumarNo ratings yet
- Fpga Placement Using Genetic AlgorithmDocument28 pagesFpga Placement Using Genetic AlgorithmKeerthi KumarNo ratings yet
- FibnoccieDocument2 pagesFibnoccieKeerthi KumarNo ratings yet
- IBPS Recruitment GuideDocument32 pagesIBPS Recruitment GuideKeerthi KumarNo ratings yet
- Eye Detect Matlab CodeDocument4 pagesEye Detect Matlab CodeKeerthi KumarNo ratings yet
- M3L3Document72 pagesM3L3Umang ShuklaNo ratings yet
- Sun Tracking Solar Panel Seminar PresentationDocument22 pagesSun Tracking Solar Panel Seminar PresentationKeerthi KumarNo ratings yet
- Cisco OSI LayersDocument34 pagesCisco OSI Layerscross4realNo ratings yet
- Gps Shield Skg13c ModuleDocument12 pagesGps Shield Skg13c ModuleKeerthi KumarNo ratings yet
- PIR-sensor-based Electronic Device Control With Ultra-Low Standby Power ConsumptionDocument6 pagesPIR-sensor-based Electronic Device Control With Ultra-Low Standby Power ConsumptionKeerthi KumarNo ratings yet
- Project ChargerDocument8 pagesProject ChargerKeerthi KumarNo ratings yet
- Ec8411 Ec II Lab Regulation 2012Document64 pagesEc8411 Ec II Lab Regulation 2012Keerthi KumarNo ratings yet
- 6 StrategiesDocument45 pages6 StrategiesKeerthi KumarNo ratings yet
- Automatic Vehicle Speed Control With Wireless in Vehicle Road Sign Delivery System Using Arm 7Document3 pagesAutomatic Vehicle Speed Control With Wireless in Vehicle Road Sign Delivery System Using Arm 7Keerthi KumarNo ratings yet
- Dist Comp IntroDocument41 pagesDist Comp Introapi-26977199No ratings yet
- Human Heartbeat To Charge Mobile Phone in The Near FutureDocument14 pagesHuman Heartbeat To Charge Mobile Phone in The Near FutureKeerthi KumarNo ratings yet
- Ec8411 Ec II Lab Regulation 2012Document93 pagesEc8411 Ec II Lab Regulation 2012Keerthi KumarNo ratings yet
- Ec8411 Ec II Lab Regulation 2012Document93 pagesEc8411 Ec II Lab Regulation 2012Keerthi KumarNo ratings yet
- Four Basic Feedback Topologies and Their A and β Circuit DerivationsDocument29 pagesFour Basic Feedback Topologies and Their A and β Circuit Derivationsryuzaki58933% (3)
- Dist Comp IntroDocument41 pagesDist Comp Introapi-26977199No ratings yet
- Nmms 2015 Application Format& InstructionsDocument3 pagesNmms 2015 Application Format& InstructionsKeerthi KumarNo ratings yet
- 06 External MemoryDocument50 pages06 External MemoryconspiracykcNo ratings yet
- An XML TutorialDocument31 pagesAn XML TutorialeddypraNo ratings yet
- XML GuideDocument38 pagesXML Guidekhanh8817No ratings yet
- Tutorial Excel PDFDocument21 pagesTutorial Excel PDFDaulat AnoshNo ratings yet
- UD.6L0202D1874A01 Baseline User Manual of TVI DVR V3.1.4 20150305Document198 pagesUD.6L0202D1874A01 Baseline User Manual of TVI DVR V3.1.4 20150305Keerthi KumarNo ratings yet
- Goibibo Bus Ticket from Salem to ChennaiDocument2 pagesGoibibo Bus Ticket from Salem to ChennaiKeerthi KumarNo ratings yet
- Mecafix 120: Description Technical DataDocument1 pageMecafix 120: Description Technical DataJuan Carlos EspinozaNo ratings yet
- Basic Concept of EntrepreneurshipDocument12 pagesBasic Concept of EntrepreneurshipMaria January B. FedericoNo ratings yet
- AGE-WELL Annual Report 2021-2022Document31 pagesAGE-WELL Annual Report 2021-2022Alexandra DanielleNo ratings yet
- Supply AnalysisDocument5 pagesSupply AnalysisCherie DiazNo ratings yet
- Readiness of Barangay Masalukot During TyphoonsDocument34 pagesReadiness of Barangay Masalukot During TyphoonsJerome AbrigoNo ratings yet
- GeM Bidding 2568310Document9 pagesGeM Bidding 2568310SICURO INDIANo ratings yet
- Motor Controllers AC Semiconductor Motor Controller Types RSE 22 .. - B, RSE 4. .. - B, RSE 60 .. - BDocument4 pagesMotor Controllers AC Semiconductor Motor Controller Types RSE 22 .. - B, RSE 4. .. - B, RSE 60 .. - BAbdul Aziz KhanNo ratings yet
- Model 200-30A200P-31-21A Solenoid ValveDocument4 pagesModel 200-30A200P-31-21A Solenoid Valveemuno008No ratings yet
- PH Measurement TechniqueDocument5 pagesPH Measurement TechniquevahidNo ratings yet
- Medhat CVDocument2 pagesMedhat CVSemsem MakNo ratings yet
- Constitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Document3 pagesConstitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Mukesh ShuklaNo ratings yet
- 1Z0-062 Exam Dumps With PDF and VCE Download (1-30)Document6 pages1Z0-062 Exam Dumps With PDF and VCE Download (1-30)Humberto Cordova GallegosNo ratings yet
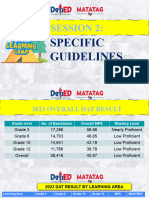
- FINAL Session 3 Specific GuidelinesDocument54 pagesFINAL Session 3 Specific GuidelinesBovelyn Autida-masingNo ratings yet
- Thesis Submission Certificate FormatDocument6 pagesThesis Submission Certificate Formatmichellespragueplano100% (3)
- Private Copy of Vishwajit Mishra (Vishwajit - Mishra@hec - Edu) Copy and Sharing ProhibitedDocument8 pagesPrivate Copy of Vishwajit Mishra (Vishwajit - Mishra@hec - Edu) Copy and Sharing ProhibitedVISHWAJIT MISHRANo ratings yet
- Midterm Exam SolutionsDocument11 pagesMidterm Exam SolutionsPatrick Browne100% (1)
- JuliaPro v0.6.2.1 Package API ManualDocument480 pagesJuliaPro v0.6.2.1 Package API ManualCapitan TorpedoNo ratings yet
- A Study On Capital BudgetingDocument2 pagesA Study On Capital BudgetingANKIT SINGHNo ratings yet
- DX DiagDocument31 pagesDX DiagJose Trix CamposNo ratings yet
- Ex 1-3 Without OutputDocument12 pagesEx 1-3 Without OutputKoushikNo ratings yet
- Csit 101 Assignment1Document3 pagesCsit 101 Assignment1api-266677293No ratings yet
- Manual Circulação Forçada PT2008Document52 pagesManual Circulação Forçada PT2008Nuno BaltazarNo ratings yet
- Torta de Riso Business PlanDocument25 pagesTorta de Riso Business PlanSalty lNo ratings yet