You might also like
- Haake Polylab System: Torque Rheometer Haake RheocordDocument12 pagesHaake Polylab System: Torque Rheometer Haake RheocordJorgeRiascosNo ratings yet
- ACL - EP - GU - Part VI B2 Laboratory Equipments Technical SpecificationDocument8 pagesACL - EP - GU - Part VI B2 Laboratory Equipments Technical Specificationvsrikala68No ratings yet
- LoescheDocument35 pagesLoescheayaskant751001No ratings yet
- M Kalaiselvam: Riyadh, Saudi ArabiaDocument6 pagesM Kalaiselvam: Riyadh, Saudi ArabiaAnonymous gXCcNeItMNo ratings yet
- Shell Marina Lobp-Gmp Project: Loop Check Procedure / Methodology For Field InstrumentsDocument21 pagesShell Marina Lobp-Gmp Project: Loop Check Procedure / Methodology For Field InstrumentsShijumon KpNo ratings yet
- Technical Assessments For Refinery and Petrochemical OperationsDocument8 pagesTechnical Assessments For Refinery and Petrochemical OperationsSamsi B HanifNo ratings yet
- PerformanceTest Updated9octDocument38 pagesPerformanceTest Updated9octHossein100% (1)
- WTP NotesDocument9 pagesWTP Notessanjee2No ratings yet
- Traffic Light System in Garment IndustryDocument11 pagesTraffic Light System in Garment IndustryGopal Dixit0% (1)
- An Eurotherm HVACDocument46 pagesAn Eurotherm HVACrobert_kerr_29No ratings yet
- Well Testing Systems: Norsok StandardDocument40 pagesWell Testing Systems: Norsok StandardBoris Zaslichko100% (1)
- 32 - Lab AutomationDocument44 pages32 - Lab AutomationNatsir DjafarNo ratings yet
- LVDT CalibrationDocument26 pagesLVDT Calibrationvasudeva yasasNo ratings yet
- 2008 NPRA Q&A and Technology ForumDocument90 pages2008 NPRA Q&A and Technology ForumTuan YusoffNo ratings yet
- Honeywell Sugar PresentationDocument31 pagesHoneywell Sugar Presentationaharnisha100% (1)
- AHU Val ProtocolDocument53 pagesAHU Val ProtocolPalani Arumugam100% (1)
- Plasticizer OverviewDocument13 pagesPlasticizer Overviewzger15No ratings yet
- ABB-LEAP For IMDocument28 pagesABB-LEAP For IMkrcdewanewNo ratings yet
- A9RAC32Document175 pagesA9RAC32sandy4u2k2100% (1)
- Difference Between Elastic and Resilient ModulusDocument28 pagesDifference Between Elastic and Resilient Moduluspawan kumarNo ratings yet
- Separador CiclonicoDocument2 pagesSeparador CiclonicoDaniel EscobarNo ratings yet
- Sun HillsDocument16 pagesSun HillsSACHIDHANANDHAM ANo ratings yet
- Mechanical System VerificationDocument26 pagesMechanical System VerificationRamanjooloo DeelanNo ratings yet
- ESD Valve Self Testing SystemDocument24 pagesESD Valve Self Testing SystempcherukaraNo ratings yet
- 16 Gas Lift OptimizationDocument3 pages16 Gas Lift OptimizationAhmed FahmyNo ratings yet
- System OperationDocument34 pagesSystem OperationFranklin Revill100% (2)
- Instrumentation Engineer (Vivek6727@Gmail - Com)Document7 pagesInstrumentation Engineer (Vivek6727@Gmail - Com)Vivek SoodNo ratings yet
- March Samsung VRF SeminarDocument129 pagesMarch Samsung VRF SeminarEdmund Yoong100% (1)
- SST StandardDocument2 pagesSST StandardAdesh BandhuNo ratings yet
- Thermo DSQ II PresentationDocument40 pagesThermo DSQ II PresentationSyevana TheLucky ManNo ratings yet
- Paper 3 Operational Best Practices For ESP Performance ImprovementDocument79 pagesPaper 3 Operational Best Practices For ESP Performance ImprovementNilamani Umashankar JenaNo ratings yet
- Flange Leak Testing ProgramDocument5 pagesFlange Leak Testing Programromedic36No ratings yet
- 50P Series: High Pressure FiltersDocument10 pages50P Series: High Pressure FiltersPartsGopher.comNo ratings yet
- Bright Boipuso Final Presentation-UpdatedDocument27 pagesBright Boipuso Final Presentation-UpdatedBrightNo ratings yet
- HVPD Longshot Marketing CardDocument4 pagesHVPD Longshot Marketing CardDepas Seno PramonoNo ratings yet
- Instruction Manual: Ecosoft MO MIDI SystemsDocument34 pagesInstruction Manual: Ecosoft MO MIDI SystemssawadogoNo ratings yet
- Commissioning and Testing of AVR and PSSDocument36 pagesCommissioning and Testing of AVR and PSSSimion Cosmin - AlinaNo ratings yet
- Manual ValveExpert 7.1 EnglishDocument59 pagesManual ValveExpert 7.1 EnglishMohamed SemedaNo ratings yet
- Case Study DQ-OQDocument5 pagesCase Study DQ-OQtamzghaNo ratings yet
- PAC Process Brochure - 2014Document4 pagesPAC Process Brochure - 2014EmadNo ratings yet
- Christ NishotechDocument42 pagesChrist Nishotechdepardieu1973No ratings yet
- Section C.3 FAT For DCSDocument11 pagesSection C.3 FAT For DCSChava TejaNo ratings yet
- Mahendran 2 PDFDocument5 pagesMahendran 2 PDFMahendran ChokkanathanNo ratings yet
- 3.1.3 Norriseal Level Controllers 1001 1001A and 1001XL SJD 2Document2 pages3.1.3 Norriseal Level Controllers 1001 1001A and 1001XL SJD 2Julián CamargoNo ratings yet
- Esta Di SticaDocument6 pagesEsta Di SticaEduardoVillaNo ratings yet
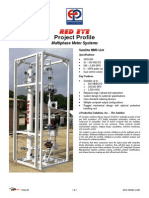
- MPFS Skid SpecificationDocument26 pagesMPFS Skid Specificationbaba100% (3)
- Well Testing Recommended PracticesDocument40 pagesWell Testing Recommended Practicessajithv78100% (1)
- BR - HV Pass Family (En) D - 2gja708398 08.2013Document22 pagesBR - HV Pass Family (En) D - 2gja708398 08.2013hansamvNo ratings yet
- Why Choose Pump Off ControlDocument2 pagesWhy Choose Pump Off ControlLuiz TorresNo ratings yet
- UC2013 Umetrics PetterMoree ApplicationsOfMultivariateDataAnalysisDocument31 pagesUC2013 Umetrics PetterMoree ApplicationsOfMultivariateDataAnalysisBlank BacktobasicNo ratings yet
- Electrical System - PPT 2014Document86 pagesElectrical System - PPT 2014Kenneth100% (1)
- Control Loop Performance: Part 2: Open-Loop Response Testing Improves ProcessDocument5 pagesControl Loop Performance: Part 2: Open-Loop Response Testing Improves ProcessbariNo ratings yet
- At The Heart of Halliburton Is Well TestingDocument9 pagesAt The Heart of Halliburton Is Well TestingYasir Ahmed100% (1)
- Automation at Northparkes Rio TintoDocument30 pagesAutomation at Northparkes Rio TintoAmilton filhoNo ratings yet
- Artigo Sobre A Iesna LM 80 08Document34 pagesArtigo Sobre A Iesna LM 80 08Jeferson NorbertoNo ratings yet
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Vapor Liquid SequenceDocument11 pagesVapor Liquid SequencecemsavantNo ratings yet
- Bleeding PDFDocument10 pagesBleeding PDFcemsavantNo ratings yet
- Chemical AnalysisDocument9 pagesChemical AnalysiscemsavantNo ratings yet
- Storage Temperature: Impact On Cement Usage Qualities: ChecklistDocument2 pagesStorage Temperature: Impact On Cement Usage Qualities: ChecklistcemsavantNo ratings yet
- BS en 196-3, 1995-Cement Setting Time and SoundnessDocument15 pagesBS en 196-3, 1995-Cement Setting Time and Soundnesscemsavant33% (3)
- Valve Proving SystemDocument5 pagesValve Proving SystemcemsavantNo ratings yet
- Bateson Thinking Level Hand OutDocument2 pagesBateson Thinking Level Hand Outcemsavant100% (1)
- Lessons Learned When Handling Synthetic Gypsum Rev 5Document6 pagesLessons Learned When Handling Synthetic Gypsum Rev 5cemsavantNo ratings yet
- Bottle Role TestDocument12 pagesBottle Role TestcemsavantNo ratings yet
- Sulfates Topic: Synthesis of The Setting Kinetics ProjectDocument10 pagesSulfates Topic: Synthesis of The Setting Kinetics ProjectcemsavantNo ratings yet
- 2600T Sensor TechnologyDocument23 pages2600T Sensor TechnologycemsavantNo ratings yet
- EENS 3050 Angle of ReposeDocument18 pagesEENS 3050 Angle of ReposecemsavantNo ratings yet
- MiniPalCementPressedLimestonePellets707 27511Document2 pagesMiniPalCementPressedLimestonePellets707 27511cemsavantNo ratings yet
- Autogenous and Non-Autogenous Shrinkage of Cement Paste, Its Course, Impact On The Crack Occurrence and Possibilities of InfluenceDocument2 pagesAutogenous and Non-Autogenous Shrinkage of Cement Paste, Its Course, Impact On The Crack Occurrence and Possibilities of InfluencecemsavantNo ratings yet
- XRF Quality Assurance/Instrument Performance FormDocument1 pageXRF Quality Assurance/Instrument Performance FormcemsavantNo ratings yet
- WHL Particle Size AnalyzersDocument3 pagesWHL Particle Size AnalyzerscemsavantNo ratings yet
- CombustionDocument35 pagesCombustionBernard Tan100% (1)
- 3 Growing in FaithDocument5 pages3 Growing in FaithJohnny PadernalNo ratings yet
- G1 CurvedDocument16 pagesG1 CurvedElbert Ryan OcampoNo ratings yet
- Incorporating Developmental Screening and Surveillance of Young Children in Office PracticeDocument9 pagesIncorporating Developmental Screening and Surveillance of Young Children in Office PracticeakshayajainaNo ratings yet
- DexaDocument36 pagesDexaVioleta Naghiu100% (1)
- Lesson 2.1 Earth As The Only Habitable PlanetDocument37 pagesLesson 2.1 Earth As The Only Habitable Planetrosie sialanaNo ratings yet
- Taeyang Workout RoutineDocument2 pagesTaeyang Workout RoutineRyan PanNo ratings yet
- 19.-Solid Waste TreatmentDocument108 pages19.-Solid Waste TreatmentShaira Dale100% (1)
- Manuscript 1Document26 pagesManuscript 1Juan Paolo CapatiNo ratings yet
- Standard DetailsDocument168 pagesStandard DetailsMurathan Paksoy100% (1)
- A Sound of Thunder - Ray BradburyDocument9 pagesA Sound of Thunder - Ray BradburyBrenden CheeNo ratings yet
- The Theory of Motivation in Dog Training: By: Ed FrawleyDocument30 pagesThe Theory of Motivation in Dog Training: By: Ed Frawleyrodrigue angbohNo ratings yet
- TMP DEDADocument8 pagesTMP DEDAFrontiersNo ratings yet
- Modeling, Control and Simulation of A Chain Link Statcom in Emtp-RvDocument8 pagesModeling, Control and Simulation of A Chain Link Statcom in Emtp-RvBožidar Filipović-GrčićNo ratings yet
- Textile Chemical Brochure 8.6.22 - 031Document1 pageTextile Chemical Brochure 8.6.22 - 031NIKESH PRAKASHNo ratings yet
- Low Cholesterol DietDocument10 pagesLow Cholesterol Dietkevintotz73No ratings yet
- BS Pharmacy - ProspectusDocument9 pagesBS Pharmacy - ProspectusDomz BucadNo ratings yet
- AJINOMOTO 2013 Ideal Amino Acid Profile For PigletsDocument28 pagesAJINOMOTO 2013 Ideal Amino Acid Profile For PigletsFreddy Alexander Horna Morillo100% (1)
- Implementation Plan SLRPDocument6 pagesImplementation Plan SLRPAngelina SantosNo ratings yet
- NWMP Data 2018Document56 pagesNWMP Data 2018Copper xNo ratings yet
- Cameron Scanner 2000 Hardware User Manual PDFDocument11 pagesCameron Scanner 2000 Hardware User Manual PDFPes SilvaNo ratings yet
- Tutorial Slides - Internal Forced Convection & Natural ConvectionDocument31 pagesTutorial Slides - Internal Forced Convection & Natural ConvectionVivaan Sharma75% (4)
- Complete Prerequisite Program v2Document78 pagesComplete Prerequisite Program v2Ramasubramanian Sankaranarayanan100% (1)
- Switchyard Equipments, Switching Schmes & LayoutsDocument66 pagesSwitchyard Equipments, Switching Schmes & LayoutsPraveen Kumar88% (17)
- Siremobil Compact MaintenanceDocument22 pagesSiremobil Compact MaintenanceRafael Tejeda100% (1)
- Service Manual SM1-76-38.0: Collector Ring, ReconditionDocument4 pagesService Manual SM1-76-38.0: Collector Ring, ReconditionJorge YuniorNo ratings yet
- 2 5416087904969556847 PDFDocument480 pages2 5416087904969556847 PDFArvindhanNo ratings yet
- Genie PDFDocument264 pagesGenie PDFjohanaNo ratings yet
- Boost Listening 1 Teacher S Edition PDFDocument96 pagesBoost Listening 1 Teacher S Edition PDFHuy Lê QuangNo ratings yet
- Importance of The On Board Crew Trainings and Drills For The Improvement of The Vessels' SafetyDocument8 pagesImportance of The On Board Crew Trainings and Drills For The Improvement of The Vessels' SafetyilgarNo ratings yet
- Anthropocene Working Group PDFDocument6 pagesAnthropocene Working Group PDFRuth Stacy EmmanuelNo ratings yet