You might also like
- Lean Six Sigma For Leaders: A practical guide for leaders to transform the way they run their organizationFrom EverandLean Six Sigma For Leaders: A practical guide for leaders to transform the way they run their organizationNo ratings yet
- Kaizen Kyosei and ObeyaDocument25 pagesKaizen Kyosei and ObeyaRavikumarrd Ravi0% (1)
- LeanBooklet in OrderDocument32 pagesLeanBooklet in OrderioanchiNo ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindFrom EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindRating: 4.5 out of 5 stars4.5/5 (3)
- Lean Leaders MeetingDocument7 pagesLean Leaders MeetingdrustagiNo ratings yet
- 02 - Introduction To Lean Principles - Supergraphic PDFDocument2 pages02 - Introduction To Lean Principles - Supergraphic PDFNoby BecheerNo ratings yet
- 16228Document4 pages16228umeshjmangroliyaNo ratings yet
- Kaizen Design NotesDocument19 pagesKaizen Design NotesmfernandNo ratings yet
- Lean OutlineDocument2 pagesLean OutlineTee Hor ChangNo ratings yet
- Quiz Answers Kaizen Leadership PDFDocument1 pageQuiz Answers Kaizen Leadership PDFJose OrtegaNo ratings yet
- 3a 2 Card Kanban System CalculationsDocument2 pages3a 2 Card Kanban System CalculationsJose OrtegaNo ratings yet
- Kaizen - Group 5 Present ItDocument46 pagesKaizen - Group 5 Present ItreezcoolrizNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Lean Suggested Readings and ReferencesDocument30 pagesLean Suggested Readings and ReferencessigmasundarNo ratings yet
- Simulation of Lean Assembly LineDocument6 pagesSimulation of Lean Assembly Linekarthik_avadiNo ratings yet
- Smed PDFDocument17 pagesSmed PDFVinay BansalNo ratings yet
- SigmaFlow VSM Reference ManualDocument236 pagesSigmaFlow VSM Reference ManualluisNo ratings yet
- Room With A View - Boeing ObeyaDocument2 pagesRoom With A View - Boeing ObeyaJohn TopperNo ratings yet
- Bowen E Z GO Shingo Prize Case StudyDocument27 pagesBowen E Z GO Shingo Prize Case StudyJimmyWang100% (1)
- Balle Lean DevDocument6 pagesBalle Lean DevShashi WableNo ratings yet
- Opex VSM Training Module 100711001122 Phpapp02Document53 pagesOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroNo ratings yet
- Week 1 - Lean Production - Introduction-The Birth of LeanDocument30 pagesWeek 1 - Lean Production - Introduction-The Birth of LeanQuynh Chau TranNo ratings yet
- 07 Preparing For Kaizen Event PDFDocument3 pages07 Preparing For Kaizen Event PDFErmanda DishaNo ratings yet
- Developing Lean CultureDocument80 pagesDeveloping Lean CultureJasper 郭森源No ratings yet
- Leading with Lean: An Experience-Based Guide to Leading a Lean TransformationFrom EverandLeading with Lean: An Experience-Based Guide to Leading a Lean TransformationNo ratings yet
- Lean - LeanEvent FacilitationGuide Jan2016Document34 pagesLean - LeanEvent FacilitationGuide Jan2016share2gainNo ratings yet
- Transition To LeanDocument27 pagesTransition To LeanMohamed Farag Mostafa100% (1)
- SC21 Business Excellence Process Overview v6 PDFDocument17 pagesSC21 Business Excellence Process Overview v6 PDFemail4nareshNo ratings yet
- Hoshin KanriDocument8 pagesHoshin Kanrican767No ratings yet
- The Catchball ProcessDocument22 pagesThe Catchball ProcessAntoniojuarezjuarezNo ratings yet
- Lean Assessment ChecklistDocument31 pagesLean Assessment ChecklistMuhammad Mubeen Iqbal PuriNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- 9b SWIPDocument4 pages9b SWIPJose OrtegaNo ratings yet
- 10 Commandmens of KaikakuDocument3 pages10 Commandmens of Kaikakupolypro78No ratings yet
- Lean Manufacturing Training - Course OutlineDocument5 pagesLean Manufacturing Training - Course OutlineMani SelvanNo ratings yet
- Pizza Lean GameDocument20 pagesPizza Lean GamemarceloNo ratings yet
- Toyota Kata: Using Toyota's "Improvement and Coaching Katas" To Take Your Lab Team To A Higher Level of Problem-Solving and Performance ImprovementDocument32 pagesToyota Kata: Using Toyota's "Improvement and Coaching Katas" To Take Your Lab Team To A Higher Level of Problem-Solving and Performance Improvementcheri kokNo ratings yet
- Ready Solution 2018Document104 pagesReady Solution 2018Suthirak SumranNo ratings yet
- Applying PDCA A3 Thinking and Problem SolvingDocument23 pagesApplying PDCA A3 Thinking and Problem SolvingAndrei Timofeev100% (2)
- Master BB 2017 VersionDocument29 pagesMaster BB 2017 VersionSN SharmaNo ratings yet
- 3.2.5 Analysis Part 2 (Slides)Document5 pages3.2.5 Analysis Part 2 (Slides)MattNo ratings yet
- A 3 Thinkingwebinar 2012Document33 pagesA 3 Thinkingwebinar 2012mancheung6429No ratings yet
- MF F418 Lean Manufacturing: BITS PilaniDocument31 pagesMF F418 Lean Manufacturing: BITS PilaniAbhijeetNo ratings yet
- Lean Strategy by Shyam TalawadekarDocument4 pagesLean Strategy by Shyam Talawadekartsid47No ratings yet
- Lean Leadership - TopDocument49 pagesLean Leadership - TopafmmarquesNo ratings yet
- Digital - 20397123-Leading Processes To Lead Companies - Lean Six Sigma PDFDocument345 pagesDigital - 20397123-Leading Processes To Lead Companies - Lean Six Sigma PDFAAlfie Munawir's100% (1)
- Lean Six Sigma CrosswordDocument1 pageLean Six Sigma CrosswordexamplecgNo ratings yet
- Build Lean Management SystemDocument50 pagesBuild Lean Management SystemWasan KhamkhanNo ratings yet
- Standardized Work PDFDocument9 pagesStandardized Work PDFMurat TerziNo ratings yet
- Kaizen Event TemplateDocument22 pagesKaizen Event TemplateLê Tiến Thành100% (1)
- Principles 3 Visual ManagementDocument19 pagesPrinciples 3 Visual Managementshivendrakumar100% (1)
- Hoshin KanriDocument16 pagesHoshin Kanri5235amitNo ratings yet
- TheLeanToolbox 5thedition PDFDocument18 pagesTheLeanToolbox 5thedition PDFali reza100% (1)
- Kaizen Case StudyDocument44 pagesKaizen Case StudyTanmoy ChakrabortyNo ratings yet
- TPM How It Can WorkDocument55 pagesTPM How It Can WorkBathuka ChukaNo ratings yet
- 5S Support Functions FaureciaDocument21 pages5S Support Functions Faureciapedro_euNo ratings yet
- Value Stream Mapping - Participant-Workbook PDFDocument50 pagesValue Stream Mapping - Participant-Workbook PDFmxalfon100% (1)
- KaizenDocument15 pagesKaizenPrema Nanda HottaNo ratings yet
- Oobeya Article 2009 PDFDocument8 pagesOobeya Article 2009 PDFJuan José TamayoNo ratings yet
- Oobeya Article 2009 PDFDocument8 pagesOobeya Article 2009 PDFJuan José TamayoNo ratings yet
- MC Oobeya BasicsDocument18 pagesMC Oobeya BasicsJuan José TamayoNo ratings yet
- WP7 PhaseSchedulingDocument3 pagesWP7 PhaseSchedulingelessar15_4No ratings yet
- Paper Visualization of Purpose PDFDocument8 pagesPaper Visualization of Purpose PDFJuan José TamayoNo ratings yet
- Version en Article Obeya PDFDocument5 pagesVersion en Article Obeya PDFJuan José TamayoNo ratings yet
- 5 Ways The ObeyaDocument3 pages5 Ways The ObeyaJuan José TamayoNo ratings yet
- Daniel Madison - BreachDocument8 pagesDaniel Madison - Breachmrbookman3No ratings yet
- The Rheological Properties of Ketchup As A Function of Different Hydrocolloids and TemperatureDocument8 pagesThe Rheological Properties of Ketchup As A Function of Different Hydrocolloids and TemperatureVicente WiethNo ratings yet
- Off-Line Programming Techniques For Multirobot Cooperation SystemDocument17 pagesOff-Line Programming Techniques For Multirobot Cooperation SystemShaw MxNo ratings yet
- The Guardian Weekly 9-02-2024-2Document64 pagesThe Guardian Weekly 9-02-2024-2krris.galNo ratings yet
- ESL Discussion Questions To Practise IdiomsDocument5 pagesESL Discussion Questions To Practise IdiomsElaine Mc AuliffeNo ratings yet
- All About CupcakesDocument4 pagesAll About CupcakesRevtech RevalbosNo ratings yet
- Volume 15, Number 2 February 2011Document154 pagesVolume 15, Number 2 February 2011Nicolai BabaliciNo ratings yet
- Review Questions UAPGADocument28 pagesReview Questions UAPGAkarenNo ratings yet
- Govind S Rajan - ResumeDocument1 pageGovind S Rajan - ResumeGovind RajanNo ratings yet
- Nokia 6131 NFCDocument5 pagesNokia 6131 NFCvetvetNo ratings yet
- Osawa Catalogue 2021Document708 pagesOsawa Catalogue 2021lorenzo.lima1706No ratings yet
- Shaped House With Gablehip Roof 2020Document11 pagesShaped House With Gablehip Roof 2020Marco CamposNo ratings yet
- DuranDuran OrdinaryWorldDocument1 pageDuranDuran OrdinaryWorldEduardo LuzNo ratings yet
- 5980 10143 1 SM PDFDocument11 pages5980 10143 1 SM PDFfaustinaNo ratings yet
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocument4 pagesS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNo ratings yet
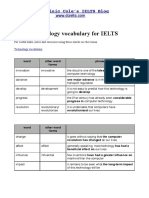
- Technology VocabularyDocument3 pagesTechnology VocabularyChixo GalaxyNo ratings yet
- NarcolepsyDocument12 pagesNarcolepsyapi-489712369No ratings yet
- Current Invoice No. 1: Enabling Works CeilingDocument1 pageCurrent Invoice No. 1: Enabling Works CeilingEyad RefaiNo ratings yet
- D 5431 - 93 Rdu0mzetotmDocument4 pagesD 5431 - 93 Rdu0mzetotmJuanNo ratings yet
- Shravana CharacterDocument5 pagesShravana CharacterSuresh SharmaNo ratings yet
- Unit 1 - Theoretical Framework PDFDocument67 pagesUnit 1 - Theoretical Framework PDFMeli EujaniánNo ratings yet
- MPL Construction PDFDocument40 pagesMPL Construction PDFSheraz QamerNo ratings yet
- B2 First For Schools 4, Test 4 Answer Key, Reading and Use of EnglishDocument7 pagesB2 First For Schools 4, Test 4 Answer Key, Reading and Use of EnglishAlejandro Iglesias Peón0% (1)
- Ovonic Unified Memory OR Phase Change MemoryDocument37 pagesOvonic Unified Memory OR Phase Change Memoryrockstar_69No ratings yet
- INTERVIEW QUESTIONS - Verilog - PART-1Document9 pagesINTERVIEW QUESTIONS - Verilog - PART-1charan tejaNo ratings yet
- Boiler Sizing Guide PDFDocument1 pageBoiler Sizing Guide PDFfmkhan21100% (1)
- Blender To Google EarthDocument41 pagesBlender To Google Earthrichx7No ratings yet
- Detector de Fum Si Temperatura Apollo XP95-55000-885Document2 pagesDetector de Fum Si Temperatura Apollo XP95-55000-885dorobantu_alexandruNo ratings yet
- Stellite 6 DS01-21708 (S R0808)Document2 pagesStellite 6 DS01-21708 (S R0808)bwv1006No ratings yet
- 1.8 CarderoDocument29 pages1.8 CarderoRodrigo Flores MdzNo ratings yet