You might also like
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- ForgingDocument4 pagesForgingMubashar Khalil HashmiNo ratings yet
- Forging PDF NotesDocument51 pagesForging PDF Notesaman prasadNo ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- ForgingDocument13 pagesForgingstallone21No ratings yet
- Die Casting MethodDocument26 pagesDie Casting MethodEr Mishal GandhiNo ratings yet
- Lab Report Die CastingDocument12 pagesLab Report Die CastingaaqibaminNo ratings yet
- Processes.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingDocument12 pagesProcesses.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingAnderson MontalvoNo ratings yet
- ExtrusionDocument26 pagesExtrusionArvind BhosaleNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Forging DefectsDocument1 pageForging DefectsayanshonuNo ratings yet
- Steel - Continuous CastingDocument11 pagesSteel - Continuous CastingAli AzharNo ratings yet
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingriyannnNo ratings yet
- Sheet Metal Forming ProcessesDocument51 pagesSheet Metal Forming ProcessesLeo Dev WinsNo ratings yet
- Rolling (Metalworking) : From Wikipedia, The Free EncyclopediaDocument12 pagesRolling (Metalworking) : From Wikipedia, The Free Encyclopediarhajtv100% (1)
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- Aluminum Die Casting Process FlowDocument13 pagesAluminum Die Casting Process FlowPrabish KumarNo ratings yet
- Principle of Spot WeldingDocument2 pagesPrinciple of Spot Weldingkgggani100% (1)
- Forging Drawing ProcessesDocument5 pagesForging Drawing ProcessesSanam PuriNo ratings yet
- The Aluminum Beverage CanDocument7 pagesThe Aluminum Beverage CanDennys Quimi BorborNo ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Aluminum Diecasting DefectsDocument16 pagesAluminum Diecasting Defectsdrackensohn0% (1)
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- Die Casting Heat Treatment Process To Increase Strength Part 2Document6 pagesDie Casting Heat Treatment Process To Increase Strength Part 2itslowNo ratings yet
- CHAPTER 2 Press WorkingDocument29 pagesCHAPTER 2 Press WorkingDen Yogi HardiyantoNo ratings yet
- HPDCdesign Basic PrinciplesDocument9 pagesHPDCdesign Basic PrinciplesGanesan ThangasamyNo ratings yet
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pagesThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument33 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Solid CastDocument55 pagesSolid Castcesar_abddNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous XClYkdKyNo ratings yet
- Materials For MoldDocument52 pagesMaterials For MoldSnowy DoveNo ratings yet
- Casting Slides 103-130Document28 pagesCasting Slides 103-130Swaraj PrakashNo ratings yet
- Module 1 - Design Considerations DMEDocument59 pagesModule 1 - Design Considerations DMEsreeramhariharanNo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- Special Casting ProcessDocument9 pagesSpecial Casting ProcessChaitanya SadhanNo ratings yet
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Aluminium Pressure Die CastingDocument7 pagesAluminium Pressure Die Casting124swadeshi100% (1)
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- Technical Info About Die CastingDocument5 pagesTechnical Info About Die CastingSanoj KumarNo ratings yet
- TM23 - Heat Treatment of Metals PDFDocument32 pagesTM23 - Heat Treatment of Metals PDFAlessio NotariNo ratings yet
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocument26 pagesTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- Tool Life in Cold Forging An Example of PDFDocument7 pagesTool Life in Cold Forging An Example of PDFGautam TyagiNo ratings yet
- Forging DefectsDocument10 pagesForging DefectsnvemanNo ratings yet
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningDocument10 pagesJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaNo ratings yet
- Hot Forge UpsetDocument13 pagesHot Forge UpsetAnonymous QiMB2lBCJLNo ratings yet
- VDA 6.3 2010 - enDocument45 pagesVDA 6.3 2010 - enMahender KumarNo ratings yet
- Chapter 1 Powder Metallurgy - JRJDocument99 pagesChapter 1 Powder Metallurgy - JRJK. K. TUTORIALS TECH CLUB100% (1)
- Cold Forging BookDocument26 pagesCold Forging BookkrocsyldiphNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Hub Casting Process DetailsDocument5 pagesHub Casting Process DetailsKannan Seenu100% (1)
- Melting and Holding Furnaces For Die CastingDocument11 pagesMelting and Holding Furnaces For Die CastingVAP BOMBAYNo ratings yet
- Bulk Deformation Processes-ForgingDocument14 pagesBulk Deformation Processes-ForgingIziNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
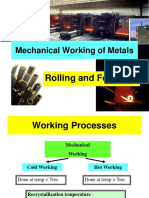
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Michael Vincent MirafuentesNo ratings yet
- Mechanical Working of Metals (Extrusion and Drawing)Document50 pagesMechanical Working of Metals (Extrusion and Drawing)Alvin Garcia Palanca100% (1)
- Theories of Failure FinalDocument47 pagesTheories of Failure FinalAshutosh JadhavNo ratings yet
- Sheet Metal Forming 2015Document84 pagesSheet Metal Forming 2015bmsschlotterbeck100% (2)
- IE 337: Materials & Manufacturing Processes: Metal Forming Operations 2Document31 pagesIE 337: Materials & Manufacturing Processes: Metal Forming Operations 2silverknights007No ratings yet
- Production Conventional Question and AnswerDocument10 pagesProduction Conventional Question and AnswerRamesh ChandraNo ratings yet
- Fire Involving Radioactive Source: Judix/Grieza/RudolfDocument10 pagesFire Involving Radioactive Source: Judix/Grieza/RudolfAlvin Garcia PalancaNo ratings yet
- Transport Accident Involving A Radioactive Source: Hanna Saco Philip CaluyaDocument13 pagesTransport Accident Involving A Radioactive Source: Hanna Saco Philip CaluyaAlvin Garcia PalancaNo ratings yet
- Energy Design GuidelineDocument120 pagesEnergy Design GuidelineAlvin Garcia PalancaNo ratings yet
- Palawan MainteDocument91 pagesPalawan MainteAlvin Garcia PalancaNo ratings yet
- Radioactive Source Is Leaking: Michael Alvarez Christian EraDocument8 pagesRadioactive Source Is Leaking: Michael Alvarez Christian EraAlvin Garcia PalancaNo ratings yet
- Emergency Response On The Incident of Missing Radioactive SourceDocument9 pagesEmergency Response On The Incident of Missing Radioactive SourceAlvin Garcia PalancaNo ratings yet
- Grinding Work: A Worker Is Grinding Small Parts, Holding It With A PlierDocument1 pageGrinding Work: A Worker Is Grinding Small Parts, Holding It With A PlierAlvin Garcia PalancaNo ratings yet
- Engine Oil Replacement: An Operator Is About To Get Off A Hydraulic Excavator, While The Engine Oil Is Being ReplacedDocument1 pageEngine Oil Replacement: An Operator Is About To Get Off A Hydraulic Excavator, While The Engine Oil Is Being ReplacedAlvin Garcia PalancaNo ratings yet
- A Worker Is Drilling A Hole On Work With A Bench Drilling MachineDocument1 pageA Worker Is Drilling A Hole On Work With A Bench Drilling MachineAlvin Garcia PalancaNo ratings yet
- Deburring Work: A Worker Is Deburring A Steel Plate With An Air SunderDocument1 pageDeburring Work: A Worker Is Deburring A Steel Plate With An Air SunderAlvin Garcia PalancaNo ratings yet
- On-Site Gas Welding Work: A Service Mechanic Is Flame-Cutting A Steel Plate at An In-Field Repair SiteDocument1 pageOn-Site Gas Welding Work: A Service Mechanic Is Flame-Cutting A Steel Plate at An In-Field Repair SiteAlvin Garcia PalancaNo ratings yet
- Bolt Tightening: A Worker Is Retightening A Cylinder Pin Stopper BoltDocument1 pageBolt Tightening: A Worker Is Retightening A Cylinder Pin Stopper BoltAlvin Garcia PalancaNo ratings yet
- Heat Treatment of Parts For CorrectionDocument1 pageHeat Treatment of Parts For CorrectionAlvin Garcia PalancaNo ratings yet
- EHPT19Document1 pageEHPT19Alvin Garcia PalancaNo ratings yet
- EHPT18Document1 pageEHPT18Alvin Garcia PalancaNo ratings yet
- EHPT27Document1 pageEHPT27Alvin Garcia PalancaNo ratings yet
- Transportation: Dismantled From A Hydraulic Excavator, A Boom Is Going To Be Moved With An Overhead CraneDocument1 pageTransportation: Dismantled From A Hydraulic Excavator, A Boom Is Going To Be Moved With An Overhead CraneAlvin Garcia PalancaNo ratings yet
- Sanity Check PresentationDocument28 pagesSanity Check PresentationAlvin Garcia PalancaNo ratings yet
- Replacement of Cylinder: A Mechanic Is Driving A Connecting Pin in The Arm Cylinder Replacement WorkDocument1 pageReplacement of Cylinder: A Mechanic Is Driving A Connecting Pin in The Arm Cylinder Replacement WorkAlvin Garcia PalancaNo ratings yet
- EHPT26Document1 pageEHPT26Alvin Garcia PalancaNo ratings yet
- EHPT23Document1 pageEHPT23Alvin Garcia PalancaNo ratings yet
- Rio Tuba FR Vol - I Main Report 090618Document114 pagesRio Tuba FR Vol - I Main Report 090618Alvin Garcia PalancaNo ratings yet
- Product Catalog: Drilling & CompletionsDocument33 pagesProduct Catalog: Drilling & CompletionsSergioBernardesNo ratings yet
- EHPT1Document1 pageEHPT1Alvin Garcia PalancaNo ratings yet
- McCoyDrillingCompletionsCatalog LowResDocument65 pagesMcCoyDrillingCompletionsCatalog LowResAlvin Garcia PalancaNo ratings yet
- EHPT21Document1 pageEHPT21Alvin Garcia PalancaNo ratings yet
- LFXGH Basic SetupDocument2 pagesLFXGH Basic SetupAlvin Garcia PalancaNo ratings yet
- Palawan MainteDocument91 pagesPalawan MainteAlvin Garcia PalancaNo ratings yet
- Safety Roles and ResponsibilitiesDocument26 pagesSafety Roles and ResponsibilitiesAlvin Garcia Palanca100% (1)
- Dies Inserts Catalog Low ResolutionDocument48 pagesDies Inserts Catalog Low ResolutionAlvin Garcia Palanca100% (1)
- ASTM D4966-12 (Reapproved 2016)Document4 pagesASTM D4966-12 (Reapproved 2016)Sandra LopesNo ratings yet
- Viscose Rayon NotesDocument11 pagesViscose Rayon NotesAnkur Vaidya100% (1)
- K L Mittal Silanes and Other Coupling Agents, Volume 3Document265 pagesK L Mittal Silanes and Other Coupling Agents, Volume 3Raka Satria DewanggaNo ratings yet
- Assessment of Pollution in KampalaDocument13 pagesAssessment of Pollution in KampalaBonny OgwalNo ratings yet
- Grade 8 Integrated Science Notes Term 1Document43 pagesGrade 8 Integrated Science Notes Term 1Javya JaneNo ratings yet
- Lec 16Document16 pagesLec 16yashnit sethiNo ratings yet
- Tankdome®: Aluminum Geodesic Dome: General InformationDocument3 pagesTankdome®: Aluminum Geodesic Dome: General InformationJR RZNo ratings yet
- Aderco Marine - Global Energy Sulphur Cap 2020 - v03Document24 pagesAderco Marine - Global Energy Sulphur Cap 2020 - v03Saw Win0% (1)
- Piezoelectric Materials: Crystal Orientation and Poling Direction - COMSOL Blog PDFDocument4 pagesPiezoelectric Materials: Crystal Orientation and Poling Direction - COMSOL Blog PDFRSLNo ratings yet
- Chapter Seven Class 9th PDFDocument11 pagesChapter Seven Class 9th PDFMuneer KaleriNo ratings yet
- 131 - 1.9.1.2-85T - 316 Stainless SteelDocument4 pages131 - 1.9.1.2-85T - 316 Stainless SteelFtg WwfdfNo ratings yet
- Particle Technology Project 216256212 An Moloantoa 22/04/2022Document5 pagesParticle Technology Project 216256212 An Moloantoa 22/04/2022Pheletso Andrias MoloantoaNo ratings yet
- High Temperature Silicone Cable SIAF/GL: Application StandardsDocument4 pagesHigh Temperature Silicone Cable SIAF/GL: Application StandardsAlex CadenaNo ratings yet
- 1804 WR SpecDocument11 pages1804 WR SpecGanga DaranNo ratings yet
- Rayyan - Brochure Final v2Document4 pagesRayyan - Brochure Final v2Ivica PrvanovićNo ratings yet
- General Chemistry 1Document4 pagesGeneral Chemistry 1ۦۦ EjNo ratings yet
- PRODUCT DATA SHEET - Chromo PaperDocument2 pagesPRODUCT DATA SHEET - Chromo Paperansarmulla711No ratings yet
- Wesea - The Thermal Properties of Hollow Sandcrete Blocks and Sandy Pet Water BottlesDocument10 pagesWesea - The Thermal Properties of Hollow Sandcrete Blocks and Sandy Pet Water BottlesAlphonsus IorkarNo ratings yet
- Design and Simulation of Silicon and Polymer Based Piezoelectric Mems MicrophoneDocument6 pagesDesign and Simulation of Silicon and Polymer Based Piezoelectric Mems MicrophoneNiranjan kulalNo ratings yet
- Application of Cold Rolled Grain Oriented Electrical SteelDocument3 pagesApplication of Cold Rolled Grain Oriented Electrical SteelALIKHANI2000No ratings yet
- Flow Boiling ReviewDocument9 pagesFlow Boiling ReviewAbhijit PalNo ratings yet
- G01A-40B-UK1 EUROWATER Water Treatment For District Heating and Heat and Power Plants 12p Leaflet PDFDocument12 pagesG01A-40B-UK1 EUROWATER Water Treatment For District Heating and Heat and Power Plants 12p Leaflet PDFIrina AlexandraNo ratings yet
- Dani Lampiran D Analisa EkonomiDocument93 pagesDani Lampiran D Analisa EkonomiDiah SekarNo ratings yet
- Price Adjustment Table: XC XB XC XB XB X XC XB XBDocument8 pagesPrice Adjustment Table: XC XB XC XB XB X XC XB XBgay22No ratings yet
- Medium and TechniqueDocument36 pagesMedium and Techniquepumarigam7No ratings yet
- South Africa PDFDocument82 pagesSouth Africa PDFDiego Guevara PerezNo ratings yet
- Mist Elimination Liquid Liquid CoalescingDocument20 pagesMist Elimination Liquid Liquid Coalescingpippo2378793No ratings yet
- First Off & Last OffDocument2 pagesFirst Off & Last OffKaran MalhiNo ratings yet
- A Review On Grease Lubrication in Rolling BearingsDocument12 pagesA Review On Grease Lubrication in Rolling Bearingsfeni4kaNo ratings yet
- General Chemistry Notes For Grade 11 (1st Semester)Document11 pagesGeneral Chemistry Notes For Grade 11 (1st Semester)shieeesh.aNo ratings yet