You might also like
- Amway Lean Office Hdi 2Document30 pagesAmway Lean Office Hdi 2Ignacio Guerra100% (1)
- Kanban: Presented byDocument12 pagesKanban: Presented byshrutesNo ratings yet
- STEP1MANDocument101 pagesSTEP1MANRPM28XI100% (1)
- Chapter 5 Measure - GBDocument134 pagesChapter 5 Measure - GBKaranShindeNo ratings yet
- Chapter 5 Lean Manufacturing System ConceptDocument29 pagesChapter 5 Lean Manufacturing System ConceptcandraNo ratings yet
- Lean Manufacturing 1Document70 pagesLean Manufacturing 1AbhiNo ratings yet
- Hoshin Kanri - Policy DeploymentDocument75 pagesHoshin Kanri - Policy DeploymentugurcemyildizNo ratings yet
- KANBANDocument11 pagesKANBANUNF2012No ratings yet
- Handout - TPS & LeanDocument92 pagesHandout - TPS & LeanLyne LerinNo ratings yet
- Lean ClassDocument425 pagesLean ClassElena Montero CarrascoNo ratings yet
- 3a 2 Card Kanban System CalculationsDocument2 pages3a 2 Card Kanban System CalculationsJose OrtegaNo ratings yet
- Visual Management: Using Visual Elements To Control Work and Monitor StatusDocument9 pagesVisual Management: Using Visual Elements To Control Work and Monitor StatusFran JimenezNo ratings yet
- VSM Template (LEan Six Sigma)Document8 pagesVSM Template (LEan Six Sigma)DearRed FrankNo ratings yet
- Waste EliminationDocument31 pagesWaste Eliminationaarun01No ratings yet
- JIT - JidokaDocument23 pagesJIT - JidokaViraj DhuriNo ratings yet
- Opex VSM Training Module 100711001122 Phpapp02Document53 pagesOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroNo ratings yet
- Statistical Process Control QPSPDocument166 pagesStatistical Process Control QPSPRAVISSAGARNo ratings yet
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoNo ratings yet
- Operations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing HandoutDocument92 pagesOperations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing Handoutjitendrasutar1975No ratings yet
- Standardization Basics-24 Jul 09Document11 pagesStandardization Basics-24 Jul 09Dilfaraz KalawatNo ratings yet
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- KANBANDocument24 pagesKANBANSalwin Joseph ANo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Chapter 10. Initial Flow Control ManualDocument10 pagesChapter 10. Initial Flow Control ManualVivek KumarNo ratings yet
- Smed PDFDocument17 pagesSmed PDFVinay BansalNo ratings yet
- Training Material For Kanban, Heijunka and Pull SystemDocument15 pagesTraining Material For Kanban, Heijunka and Pull SystemMD ABDULLAH AL MANSURNo ratings yet
- Kaizen Kyosei and ObeyaDocument25 pagesKaizen Kyosei and ObeyaRavikumarrd Ravi0% (1)
- Poka-Yoke Team 4Document14 pagesPoka-Yoke Team 4Ratandeep PandeyNo ratings yet
- Basic Concepts of 5S-KAIZEN-TQM ApproachDocument33 pagesBasic Concepts of 5S-KAIZEN-TQM Approachsandeep singhNo ratings yet
- 10 Days Nos TrainingDocument511 pages10 Days Nos Trainingdayat hidayatNo ratings yet
- IE Training CourseDocument67 pagesIE Training CourseAbdelkhalek MohammedNo ratings yet
- Yamada Concepts14aDocument30 pagesYamada Concepts14aPedro Apodaca SamNo ratings yet
- 12 Tools To Make Waste VisibleDocument37 pages12 Tools To Make Waste VisibleMichael WuNo ratings yet
- Submitted By,: Jarzid Alam Alomgir Badsha Saif MahabubDocument26 pagesSubmitted By,: Jarzid Alam Alomgir Badsha Saif MahabubSaif KhanNo ratings yet
- Unblocking BottlenecksDocument3 pagesUnblocking BottlenecksMaggie GonzalesNo ratings yet
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNo ratings yet
- Cost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."Document18 pagesCost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."sandeep_rana65No ratings yet
- 1.0 Define Target VisionDocument23 pages1.0 Define Target VisionAngel PintorNo ratings yet
- SDW 1632665243Document49 pagesSDW 1632665243Michel ZsambokrethyNo ratings yet
- 3) LeanDocument14 pages3) LeanSnehaNo ratings yet
- Another Contribution From Dr. Shigeo Shingo: Poka YokeDocument23 pagesAnother Contribution From Dr. Shigeo Shingo: Poka Yokekeerti_1984No ratings yet
- Kaizen EventsDocument35 pagesKaizen EventsIndhu SharmaKSNo ratings yet
- Kanban Tutorial LESS2010 PDFDocument40 pagesKanban Tutorial LESS2010 PDFVasanth RajaNo ratings yet
- Lean ManagementDocument22 pagesLean ManagementRowdy HbkNo ratings yet
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorliveNo ratings yet
- SMEDDocument26 pagesSMEDSAURAV KUMARNo ratings yet
- 10 Commandmens of KaikakuDocument3 pages10 Commandmens of Kaikakupolypro78No ratings yet
- Kanban SizingDocument102 pagesKanban Sizingsribalaji22No ratings yet
- 7 Slides Cell DesignDocument30 pages7 Slides Cell DesignLuis Alberto Lamas LavinNo ratings yet
- Mistake Proofing & Poka-Yoke: A Strategy For Performance ExcellenceDocument73 pagesMistake Proofing & Poka-Yoke: A Strategy For Performance Excellencekumarkk1969No ratings yet
- TPM Steps 1 JHDocument10 pagesTPM Steps 1 JHGyanesh_DBNo ratings yet
- Kaizen - Group 5 Present ItDocument46 pagesKaizen - Group 5 Present ItreezcoolrizNo ratings yet
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Kaizen PQMDocument16 pagesKaizen PQMVashisht Agarwal100% (1)
- Total Quality Management: TQM TQM Tools and Techniques Case 7.1 Process Variation ExerciseDocument30 pagesTotal Quality Management: TQM TQM Tools and Techniques Case 7.1 Process Variation Exercisesanaa84No ratings yet
- Seven Basic Quality Tools: List / Use / InteractionDocument56 pagesSeven Basic Quality Tools: List / Use / InteractionmangofaNo ratings yet
- An Introduction To Otal Roductive AintenanceDocument31 pagesAn Introduction To Otal Roductive AintenanceJack Philips100% (1)
- Lean Techniques: Are You Looking To Lead The Industry?Document10 pagesLean Techniques: Are You Looking To Lead The Industry?vijaypaterNo ratings yet
- ConfidenceDocument4 pagesConfidenceEldori1988No ratings yet
- Bolt Grade Markings and Strength ChartDocument2 pagesBolt Grade Markings and Strength ChartEldori1988No ratings yet
- Assembly in A BoxDocument2 pagesAssembly in A BoxEldori1988No ratings yet
- Sports Pictionary Poster 1 Vocabulary Worksheet PDFDocument2 pagesSports Pictionary Poster 1 Vocabulary Worksheet PDFSy Hafizah100% (1)
- SIROLL Furnace Optimization enDocument0 pagesSIROLL Furnace Optimization enEldori1988No ratings yet
- SuspensiondfDocument3 pagesSuspensiondfAhmad UsamaNo ratings yet
- HUCK Hucktainer enDocument8 pagesHUCK Hucktainer enEldori1988No ratings yet
- Toyota Business Practices and Academe - Industry Linkage - GasparDocument7 pagesToyota Business Practices and Academe - Industry Linkage - GasparEldori1988No ratings yet
- Demonstration For Certification (Participants Copy)Document2 pagesDemonstration For Certification (Participants Copy)Eldori1988No ratings yet
- Onsert GB 0250 PDFDocument12 pagesOnsert GB 0250 PDFmazacotesNo ratings yet
- Rivset Gen2 GB 6705Document6 pagesRivset Gen2 GB 6705Eldori1988No ratings yet
- Lean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteDocument20 pagesLean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteEldori1988No ratings yet
- Fishbone DiagramDocument2 pagesFishbone DiagramEldori1988No ratings yet
- Magna-Bulb Blind Fastener: Previous ScreenDocument3 pagesMagna-Bulb Blind Fastener: Previous ScreenEldori1988No ratings yet
- Bolt Depot - Metric Tap and Drill Size TableDocument1 pageBolt Depot - Metric Tap and Drill Size TableEldori1988No ratings yet
- HUCK FloorTight enDocument8 pagesHUCK FloorTight enEldori1988No ratings yet
- Huck Hucklok enDocument4 pagesHuck Hucklok enEldori1988No ratings yet
- Böllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Document3 pagesBöllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Eldori1988No ratings yet
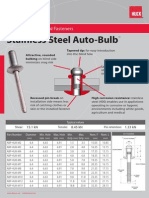
- HUCK Autobulb Stainless Steel enDocument1 pageHUCK Autobulb Stainless Steel enEldori1988No ratings yet
- Bolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableDocument2 pagesBolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableEldori1988No ratings yet
- The Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteDocument27 pagesThe Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteEldori1988No ratings yet
- Lean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument18 pagesLean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988No ratings yet
- Huck BOM: The Highest Strength Blind Fasteners in The WorldDocument5 pagesHuck BOM: The Highest Strength Blind Fasteners in The WorldEldori1988No ratings yet
- Bolt Depot - Machinery Eye Bolt DimensionsDocument2 pagesBolt Depot - Machinery Eye Bolt DimensionsEldori1988No ratings yet
- CPF PresentationDocument13 pagesCPF PresentationEldori1988No ratings yet
- Lean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument20 pagesLean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988No ratings yet
- Simulation and Optimization of Metal Forming ProcessesDocument27 pagesSimulation and Optimization of Metal Forming ProcessesTamer HagasNo ratings yet
- 561Document27 pages561Eldori1988No ratings yet
- German Presentation Feb 03Document8 pagesGerman Presentation Feb 03Eldori1988No ratings yet
- Ohm's Law and Kirchhoff's LawsDocument22 pagesOhm's Law and Kirchhoff's LawsTiarra MojelNo ratings yet
- 1 Introduction To Thermal System DesignDocument43 pages1 Introduction To Thermal System DesignAbhishek KullurNo ratings yet
- Boiling MechanismDocument16 pagesBoiling MechanismherawanadifNo ratings yet
- HKTM StokDocument406 pagesHKTM Stokfratk8093No ratings yet
- Carbon Regeneration KilnsDocument3 pagesCarbon Regeneration KilnsLuis LabradorNo ratings yet
- SET-1: Answer To The Interview QuestionsDocument9 pagesSET-1: Answer To The Interview QuestionsÆshok IncreĐible KingNo ratings yet
- PPTDocument22 pagesPPTMuhamMad TaufikNo ratings yet
- TS 34Document2 pagesTS 34Sunil Maurya0% (1)
- PD 8010 2 Presentation April 2005 NewDocument40 pagesPD 8010 2 Presentation April 2005 NewSuphi YükselNo ratings yet
- May PMDocument45 pagesMay PMR MathirajNo ratings yet
- Cored Wires - ESAB - OK TubrodDocument87 pagesCored Wires - ESAB - OK TubrodElias KapaNo ratings yet
- Euro Tempered Glass Industries Corp. - Company ProfileDocument18 pagesEuro Tempered Glass Industries Corp. - Company Profileunited harvest corpNo ratings yet
- Table 1. Data Set and CalculationDocument5 pagesTable 1. Data Set and CalculationliliNo ratings yet
- 3.re Situation in Suez Canal - M.V EVER GIVEN SUCCESSFULLY REFLOATEDDocument9 pages3.re Situation in Suez Canal - M.V EVER GIVEN SUCCESSFULLY REFLOATEDaungyinmoeNo ratings yet
- Building A Model Steam Engine From Scratch Chapter 1, 150 121Document19 pagesBuilding A Model Steam Engine From Scratch Chapter 1, 150 121Liam Clink100% (2)
- NPT Thread Dimensions PDFDocument1 pageNPT Thread Dimensions PDFRamnandan MahtoNo ratings yet
- Textile Shop Management SystemDocument6 pagesTextile Shop Management SystemVedha TechnologiesNo ratings yet
- Thermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsDocument39 pagesThermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsGregory MacLeodNo ratings yet
- Course Catalog 2019Document34 pagesCourse Catalog 2019Mehaboob BashaNo ratings yet
- Vray Material Settings: COMP 423: Cadd For ArchitectureDocument18 pagesVray Material Settings: COMP 423: Cadd For ArchitectureMarvin GonzalesNo ratings yet
- HSE FRM 32 Final Incident ReportDocument6 pagesHSE FRM 32 Final Incident ReportDilshad aliNo ratings yet
- Propeller (PRELIMS LESSON)Document34 pagesPropeller (PRELIMS LESSON)Aidrian AidNo ratings yet
- DataDocument194 pagesDataddlaluNo ratings yet
- 300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFDocument3 pages300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFEdu100% (1)
- Gopez Wood Craft Spot Rep Feb 06, 2022Document2 pagesGopez Wood Craft Spot Rep Feb 06, 2022Eller-Jed Manalac MendozaNo ratings yet
- Comparacion Planta Meg - TegpdfDocument18 pagesComparacion Planta Meg - TegpdfJulian RomeroNo ratings yet
- Joraform JK Series Operating PrinciplesDocument6 pagesJoraform JK Series Operating Principlesapi-236782993No ratings yet
- Aircon Maintenance Singapore NdurwDocument5 pagesAircon Maintenance Singapore Ndurwchinfrench0No ratings yet
- Profimat MT: United Grinding Technologies Blindtext Key DataDocument9 pagesProfimat MT: United Grinding Technologies Blindtext Key DataMiskoNo ratings yet
- Resun Price List Solar Panel-20211227Document1 pageResun Price List Solar Panel-20211227Nemesu LorentNo ratings yet