You might also like
- Costos FijosDocument16 pagesCostos FijosLindsay AshleyNo ratings yet
- Taller Grupal Semana 1Document5 pagesTaller Grupal Semana 1Carla MedraniNo ratings yet
- Tejidos ChimuDocument37 pagesTejidos ChimuwilliamNo ratings yet
- 6.1 Carta Solicitud Absolucion de Consultas Area UsuariaDocument8 pages6.1 Carta Solicitud Absolucion de Consultas Area UsuariaLindsay AshleyNo ratings yet
- Responsabilidad Social Empresarial y COVID-19Document16 pagesResponsabilidad Social Empresarial y COVID-19Lindsay AshleyNo ratings yet
- INFORMEDocument142 pagesINFORMELindsay AshleyNo ratings yet
- Tradiciones SandinasDocument86 pagesTradiciones SandinasLindsay Ashley78% (9)
- Diapositivas Prof JesusDocument41 pagesDiapositivas Prof JesusLindsay AshleyNo ratings yet
- Diapositvas Cargador FrontalDocument15 pagesDiapositvas Cargador FrontalLindsay AshleyNo ratings yet
- Articulo Cientifico UCVDocument7 pagesArticulo Cientifico UCVLindsay AshleyNo ratings yet
- Biotecnología ambiental guíaDocument3 pagesBiotecnología ambiental guíaLindsay AshleyNo ratings yet
- Pubform Plantilla OkDocument3 pagesPubform Plantilla OkLindsay AshleyNo ratings yet
- Matemática I: Funciones, límites y derivadasDocument4 pagesMatemática I: Funciones, límites y derivadasLindsay AshleyNo ratings yet
- Acta Conciliación Solución Conflicto HijosDocument14 pagesActa Conciliación Solución Conflicto HijosLindsay AshleyNo ratings yet
- Gráficos CircularesDocument5 pagesGráficos CircularesLindsay AshleyNo ratings yet
- Junta de Decanos de Colegios de Contadores Públicos Del PerúDocument13 pagesJunta de Decanos de Colegios de Contadores Públicos Del Perújohan36xNo ratings yet
- Guía de Foro de Debate y ArgumentaciónDocument2 pagesGuía de Foro de Debate y ArgumentaciónLindsay AshleyNo ratings yet
- EXTRATERRITORIALIDADDocument9 pagesEXTRATERRITORIALIDADLindsay AshleyNo ratings yet
- Examen Simularo Universidad Nacional Del AltiplanoDocument1 pageExamen Simularo Universidad Nacional Del AltiplanoLindsay Ashley0% (1)
- Auto Cono CimientoDocument39 pagesAuto Cono CimientoLindsay AshleyNo ratings yet
- Alumnitos ManuelfinDocument77 pagesAlumnitos ManuelfinLindsay AshleyNo ratings yet
- Prueba de FriedmanDocument30 pagesPrueba de FriedmanLindsay AshleyNo ratings yet
- GlosarioDocument3 pagesGlosarioLindsay AshleyNo ratings yet
- Mi Dibujo AnimadoDocument38 pagesMi Dibujo AnimadoLindsay AshleyNo ratings yet
- Bibliografía de TesisDocument7 pagesBibliografía de TesisLindsay AshleyNo ratings yet
- Libro1 Ana Amayo JuioDocument8 pagesLibro1 Ana Amayo JuioLindsay AshleyNo ratings yet
- ZoiloDocument4 pagesZoiloLindsay AshleyNo ratings yet
- CUADROS COMPARATIVOS NatacioDocument13 pagesCUADROS COMPARATIVOS NatacioLindsay AshleyNo ratings yet
- Efectos de la ausencia paterna en la relación con la madre y la parejaDocument284 pagesEfectos de la ausencia paterna en la relación con la madre y la parejaLindsay AshleyNo ratings yet
- Relaciones SexualesDocument12 pagesRelaciones SexualesLindsay AshleyNo ratings yet
- Arte Unsa FinalDocument24 pagesArte Unsa FinalLindsay AshleyNo ratings yet
- Sistemas Logisticos IntegralesDocument12 pagesSistemas Logisticos IntegralesLita Ocsa SerranoNo ratings yet
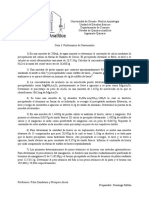
- Guía 4. Problemario de Gravimetría 2013Document8 pagesGuía 4. Problemario de Gravimetría 2013DomingoMillán0% (1)
- Presentacion Sobre Enrgias RenovablesDocument16 pagesPresentacion Sobre Enrgias RenovablesDaniel OliveraNo ratings yet
- Presentacion de La Asignatura LB de FisicoquimicaDocument21 pagesPresentacion de La Asignatura LB de FisicoquimicaAngie GuevaraNo ratings yet
- Guia Aero Quattro+ PDFDocument4 pagesGuia Aero Quattro+ PDFRicardo Alejandro Cisterna MezaNo ratings yet
- Reologia Del GranuladoDocument5 pagesReologia Del GranuladoPerlaNo ratings yet
- Ciencias NaturalesDocument7 pagesCiencias Naturalespaola ramirezNo ratings yet
- Bioquímica de los quesos: factores y cambiosDocument6 pagesBioquímica de los quesos: factores y cambiosgab100% (1)
- Modulo 68 IPEC II Periodo.Document23 pagesModulo 68 IPEC II Periodo.Fiorella Loaiciga SotoNo ratings yet
- UNIGELDocument11 pagesUNIGELFanny BenitezNo ratings yet
- Lista Precios Constru Ene 2023Document17 pagesLista Precios Constru Ene 2023weynomeodiesNo ratings yet
- Apertura y Cierre de Bridas y Conexiones en Lineas y EquiposDocument29 pagesApertura y Cierre de Bridas y Conexiones en Lineas y Equiposjdiosbernal10100% (3)
- Metas InternacionalesDocument9 pagesMetas InternacionalesTiiki TikiiNo ratings yet
- Catalogo Osspret 01-07-21 - GenerarDocument3 pagesCatalogo Osspret 01-07-21 - GenerarMarcelo CañeteNo ratings yet
- Ficha - Tecnica - Color - Concrete PDFDocument2 pagesFicha - Tecnica - Color - Concrete PDFJuan JaramilloNo ratings yet
- Rheobuild 1000Document2 pagesRheobuild 1000adolfo377No ratings yet
- Estufa a leña doble combustiónDocument9 pagesEstufa a leña doble combustióncristian conciNo ratings yet
- Análisis de riesgos en transporte y movilización de personal al área de trabajoDocument495 pagesAnálisis de riesgos en transporte y movilización de personal al área de trabajoMarcela Rincón Luengas100% (1)
- Glosario FarmacosDocument10 pagesGlosario FarmacoscridoaularNo ratings yet
- Bioquímica en Las PlantasDocument2 pagesBioquímica en Las PlantasLuisaCharry100% (1)
- HS-PP-14 Hoja de Seguridad Limpiador Desinfectante 5 Generación Lavanda Bio REVISADODocument4 pagesHS-PP-14 Hoja de Seguridad Limpiador Desinfectante 5 Generación Lavanda Bio REVISADOValentina Bedoya Garcia100% (1)
- Características de los seres vivos y homeostasis celularDocument4 pagesCaracterísticas de los seres vivos y homeostasis celularIngrid Beatrice100% (1)
- Resumen AnestesiologiaDocument10 pagesResumen AnestesiologiaLorenzo PanésNo ratings yet
- 2 Propiedades Dela Materia y Metodos de Separacion de MesclazDocument5 pages2 Propiedades Dela Materia y Metodos de Separacion de MesclazThe DreamNo ratings yet
- Afino Del Acero en Hornos EléctricosDocument1 pageAfino Del Acero en Hornos EléctricosAliciaMendezNo ratings yet
- Informe Mermelada 1Document8 pagesInforme Mermelada 1Darelivs Valverde SanchezNo ratings yet
- Producto Final Fiq-302Document18 pagesProducto Final Fiq-302ElisaNo ratings yet
- Residuos de plaguicidas en fresa (Fragraria x ananassaDocument13 pagesResiduos de plaguicidas en fresa (Fragraria x ananassaArleth Isabel Zeballos PérezNo ratings yet