You might also like
- Formatos de RuidoDocument6 pagesFormatos de RuidoDiana Patricia Zamudio MontañaNo ratings yet
- Estas Vestido Con Poder Paul WasherDocument4 pagesEstas Vestido Con Poder Paul WasherEmanuelContrerasNo ratings yet
- Registro MercantilDocument48 pagesRegistro MercantilJose Roman Aponte AzuajeNo ratings yet
- InyeccionDocument0 pagesInyeccionsmejiagonzalesNo ratings yet
- Obras de TeatroDocument5 pagesObras de Teatrocorreopuertae100% (1)
- Fundamentos Contabilidad Documentos MercantilesDocument38 pagesFundamentos Contabilidad Documentos MercantilesĐereĸ Pasajero50% (2)
- Iram 3961 Seguridad de Las Obras en La Vía PúblicaDocument15 pagesIram 3961 Seguridad de Las Obras en La Vía Públicaferamoros100% (1)
- Canciones MotricesDocument9 pagesCanciones MotricesGemma GargonNo ratings yet
- Introduccion A La Programacion Estructurada en CDocument380 pagesIntroduccion A La Programacion Estructurada en Cantonio2008No ratings yet
- Manipulación manual de cargas: pasos para levantar una carga de forma seguraDocument1 pageManipulación manual de cargas: pasos para levantar una carga de forma seguraIsrael Perez100% (1)
- Artapase 336Document14 pagesArtapase 336antonio2008No ratings yet
- Colector de InyectoraDocument1 pageColector de Inyectoraantonio2008No ratings yet
- Ejercicio PropuestoDocument1 pageEjercicio Propuestoantonio2008No ratings yet
- Fidelización de ClientesDocument61 pagesFidelización de Clientesantonio2008No ratings yet
- Guía 1 Unidad 1Document1 pageGuía 1 Unidad 1antonio2008No ratings yet
- Reglas de ConvivenciaDocument1 pageReglas de Convivenciaantonio2008No ratings yet
- Guía 2 Unidad 1Document3 pagesGuía 2 Unidad 1antonio2008No ratings yet
- Acerbrag TecnicoDocument42 pagesAcerbrag TecnicovskNo ratings yet
- Shhh... : Y Siempre Diga: GraciasDocument1 pageShhh... : Y Siempre Diga: Graciasantonio2008No ratings yet
- FuncionesDocument3 pagesFuncionesantonio2008No ratings yet
- Clase 05-04Document28 pagesClase 05-04antonio2008No ratings yet
- JuegoDocument42 pagesJuegoantonio2008No ratings yet
- DMDocument68 pagesDMantonio2008No ratings yet
- Semi Aro de Camara AguaDocument1 pageSemi Aro de Camara Aguaantonio2008No ratings yet
- Codigo-Barras UTN PDFDocument1 pageCodigo-Barras UTN PDFantonio2008No ratings yet
- Semiaro Tapa de Camara AguaDocument1 pageSemiaro Tapa de Camara Aguaantonio2008No ratings yet
- Conjunto Armado Semi Camara - Tapa de AguaDocument1 pageConjunto Armado Semi Camara - Tapa de Aguaantonio2008No ratings yet
- TRAZADORDocument1 pageTRAZADORantonio2008No ratings yet
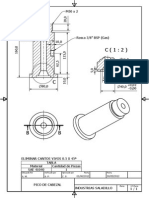
- Pico de CabezalDocument1 pagePico de Cabezalantonio2008No ratings yet
- Plano InclinadoDocument2 pagesPlano Inclinadoantonio2008No ratings yet
- Canasto InyecciónDocument1 pageCanasto Inyecciónantonio2008No ratings yet
- CERCO de AlambradoDocument1 pageCERCO de Alambradoantonio2008No ratings yet
- Mesa para Cinta de ImpresiónDocument1 pageMesa para Cinta de Impresiónantonio2008No ratings yet
- Mordazas y Soporte BarandasDocument1 pageMordazas y Soporte Barandasantonio2008No ratings yet
- Mesa ImpresorasDocument1 pageMesa Impresorasantonio2008No ratings yet
- 1º Opcion Carga ModuladaDocument1 page1º Opcion Carga Moduladaantonio2008No ratings yet
- Informe de Pasantias Modificado MarllynDocument35 pagesInforme de Pasantias Modificado Marllyngabriel6276No ratings yet
- Plan de Estudio SecundariaDocument6 pagesPlan de Estudio SecundariaNat CrespoNo ratings yet
- Atp y Los Sistemas EnergéticosDocument4 pagesAtp y Los Sistemas EnergéticosJosé David Esteban HernándezNo ratings yet
- 07 - Guía de Ejercicios Elaboración de Tablas de FrecuenciaDocument8 pages07 - Guía de Ejercicios Elaboración de Tablas de FrecuenciaConstanzaLealNo ratings yet
- Proyecto IntegradorDocument8 pagesProyecto IntegradorrobertoNo ratings yet
- Comunicación y argumentación en el discurso académicoDocument5 pagesComunicación y argumentación en el discurso académicoAlejandra Rojas WinchezNo ratings yet
- ARTÍCULODocument2 pagesARTÍCULOMoonet HuamanNo ratings yet
- MC Formato Anamnesis AlimentaciónDocument10 pagesMC Formato Anamnesis AlimentaciónmariacamilatenaNo ratings yet
- 1. INFORME EVALUACIÓN DIAGNOSTICA quechuaDocument5 pages1. INFORME EVALUACIÓN DIAGNOSTICA quechuaShaiel GómezNo ratings yet
- QM050 Certificado de Aceptacion de Pruebas - Reporte de Quejas y Reclamos PQRDocument3 pagesQM050 Certificado de Aceptacion de Pruebas - Reporte de Quejas y Reclamos PQRErika MendozaNo ratings yet
- MinamiDance BasesDocument7 pagesMinamiDance Basesseven llorandoNo ratings yet
- Gestión de conflictos y bienestar laboral en saludDocument77 pagesGestión de conflictos y bienestar laboral en saludAyane Kasumi100% (1)
- Historia de la televisión desde sus primeros desarrollos en 1884 hasta la digitalizaciónDocument24 pagesHistoria de la televisión desde sus primeros desarrollos en 1884 hasta la digitalizaciónGerman MazariegosNo ratings yet
- AdecuacionesDocument19 pagesAdecuacionesEdith Yaupi San MartínNo ratings yet
- Documento 1 Documental y FicciónDocument3 pagesDocumento 1 Documental y FicciónSofía Florez GaviriaNo ratings yet
- Catalogo de Conceptos Uam Caom 01 10 LPX 01Document47 pagesCatalogo de Conceptos Uam Caom 01 10 LPX 01cecilia romero rosalesNo ratings yet
- La Idea Que Da VueltasDocument3 pagesLa Idea Que Da VueltasMarlen CrespoNo ratings yet
- Análisis del marco terapéutico del psicoanálisis vincularDocument9 pagesAnálisis del marco terapéutico del psicoanálisis vincularMauricio HermosillaNo ratings yet
- Taller Escolar TaekwondoDocument12 pagesTaller Escolar Taekwondoluisrojas1311No ratings yet
- Primer GradoDocument14 pagesPrimer GradoKarina Alonso SaldiernaNo ratings yet
- AD Cuentas Usuario RevisiónDocument9 pagesAD Cuentas Usuario RevisiónJose Luis Rivera LamasNo ratings yet
- Diagnóstico de la radio y TV universitaria en Perú para fortalecer su rol como medios públicosDocument58 pagesDiagnóstico de la radio y TV universitaria en Perú para fortalecer su rol como medios públicosMoytombo MtbmNo ratings yet
- Análisis Del Contrato de Mutuo: IntroducciónDocument13 pagesAnálisis Del Contrato de Mutuo: IntroducciónMadelyn Samanta Salazar CubasNo ratings yet
- 5 Paradigma de ProgramacionDocument10 pages5 Paradigma de ProgramacionGabriela LopezNo ratings yet