You might also like
- A Green Chemistry Approach To Mercury ControlDocument7 pagesA Green Chemistry Approach To Mercury ControlDennis Daniel Condori EspilcoNo ratings yet
- Air, Water and Soil: University of California College Prep University of CaliforniaDocument6 pagesAir, Water and Soil: University of California College Prep University of CaliforniaRama KrishnaNo ratings yet
- Sustainable Green Chemistry PDFDocument129 pagesSustainable Green Chemistry PDFJaime BoteroNo ratings yet
- Green ChemistryDocument17 pagesGreen ChemistryTo BinhNo ratings yet
- Disposal of Radioctive WasteDocument19 pagesDisposal of Radioctive WasteStavan RathodNo ratings yet
- Green ChemistryDocument9 pagesGreen ChemistrymidhunNo ratings yet
- Williams Case Study 2016-10-19Document74 pagesWilliams Case Study 2016-10-19Indermohan MehtaNo ratings yet
- Adipic AcidDocument4 pagesAdipic Acidbnar jNo ratings yet
- Green ChemistryDocument12 pagesGreen ChemistrymidhunNo ratings yet
- Thesis On CatalystDocument36 pagesThesis On CatalystMahfuzur Rahman SiddikyNo ratings yet
- Structure Property Relationship in Vegetable Oil PolyolsDocument33 pagesStructure Property Relationship in Vegetable Oil PolyolsA Mahmood100% (1)
- 4) Air PollutionDocument107 pages4) Air PollutionNur SyahiraNo ratings yet
- Environmental ScienceDocument17 pagesEnvironmental ScienceSilvinus Clisson PragashNo ratings yet
- Zeolite From Fly AshDocument14 pagesZeolite From Fly AshpriyaNo ratings yet
- CO2 Utilization Developments in Conversion ProcessesDocument18 pagesCO2 Utilization Developments in Conversion Processesaegean227No ratings yet
- Isononanol: Material Safety Data SheetDocument10 pagesIsononanol: Material Safety Data SheetKayalvilli ShanmugamNo ratings yet
- Bioavailability: Factor AffectingDocument11 pagesBioavailability: Factor AffectingMalvinder SharmaNo ratings yet
- Radiation Safety: ἄτομος or átomos meaning "indivisible") is the smallest particle of aDocument10 pagesRadiation Safety: ἄτομος or átomos meaning "indivisible") is the smallest particle of adypietNo ratings yet
- Converting Urban Waste To EnergyDocument11 pagesConverting Urban Waste To EnergyDéépákNo ratings yet
- Green Chemistry The Economic Impact PerspectiveDocument3 pagesGreen Chemistry The Economic Impact PerspectiveZulkifli M. Efendi SiregarNo ratings yet
- Sources and Impacts of Air PollutionDocument48 pagesSources and Impacts of Air PollutionAshley ArcherNo ratings yet
- Envi. Data AcquisitionDocument10 pagesEnvi. Data AcquisitionDexter John Gomez JomocNo ratings yet
- Heterogenus CatalysisDocument31 pagesHeterogenus CatalysisEdwin FlourenzNo ratings yet
- TUTORIAL 1 Accident StatisticDocument6 pagesTUTORIAL 1 Accident StatisticHafizuddin AdzharNo ratings yet
- Supercritical Fluid ExtractionDocument12 pagesSupercritical Fluid ExtractionSata AjjamNo ratings yet
- Biomass and Biofuels PDFDocument81 pagesBiomass and Biofuels PDFElliot ThokzNo ratings yet
- Life Cycle Assessment of Electricity Generation in Mauritius - SIMAPRO PDFDocument11 pagesLife Cycle Assessment of Electricity Generation in Mauritius - SIMAPRO PDFLeonardo Caldas100% (1)
- Trimethylolpropane Msds enDocument12 pagesTrimethylolpropane Msds enronnyprbNo ratings yet
- Global WarmingDocument18 pagesGlobal WarmingAdil Aslam100% (1)
- 2023 EcoMarketplace - SOVCM Nov28 - FINALrev 1Document28 pages2023 EcoMarketplace - SOVCM Nov28 - FINALrev 1armando.alanisNo ratings yet
- Green Chemistry: Challenges, Opportunities and AdvancesDocument28 pagesGreen Chemistry: Challenges, Opportunities and AdvancesDarshan KhuntNo ratings yet
- Modeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHDocument7 pagesModeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHtocinopNo ratings yet
- Annotated Source ListDocument11 pagesAnnotated Source Listapi-512140321No ratings yet
- Design and Optimization of A Catalytic Membrane Reactor For The DirectDocument8 pagesDesign and Optimization of A Catalytic Membrane Reactor For The DirectGerardOo Alexander SNo ratings yet
- Concentration of Heavy MetalsDocument9 pagesConcentration of Heavy MetalsMohammad Asri ChristopherNo ratings yet
- Natural Vs Synthetic ZeolitesDocument8 pagesNatural Vs Synthetic ZeolitesSani NakakanaNo ratings yet
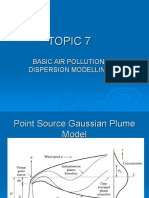
- Topic 7 Basic Air Pollution ModellingDocument21 pagesTopic 7 Basic Air Pollution ModellingFadzril100% (1)
- Oxygenates in GasolineDocument303 pagesOxygenates in GasolinePhilip ShihNo ratings yet
- Soil PollutionDocument5 pagesSoil PollutionFrancisNo ratings yet
- WEResources Waste To Energy 2016Document76 pagesWEResources Waste To Energy 2016Rrodriguezz22No ratings yet
- PE 6801-Risk Assessment and Safety Engineering PDFDocument66 pagesPE 6801-Risk Assessment and Safety Engineering PDFAnonymous U7yp0x100% (2)
- Particulate Matter PDFDocument11 pagesParticulate Matter PDFFazry FachruronyNo ratings yet
- Chemical Modification of Natural Rubber Under Supercritical CarbonDocument8 pagesChemical Modification of Natural Rubber Under Supercritical CarbonKristina HuffmanNo ratings yet
- CatalysisDocument6 pagesCatalysisNaveen PalaNo ratings yet
- Flow Injection AnalysisDocument14 pagesFlow Injection Analysisdiky2601No ratings yet
- Emerging Pollutants in The EnvironmentDocument10 pagesEmerging Pollutants in The EnvironmentVita Maryam H.No ratings yet
- Greenhouse Gases and Global WarmingDocument57 pagesGreenhouse Gases and Global WarmingUno CarilloNo ratings yet
- CHEG 5165 - Process Integration and Pinch AnalysisDocument52 pagesCHEG 5165 - Process Integration and Pinch AnalysisSurafelNo ratings yet
- Waste To ENergy PDFDocument11 pagesWaste To ENergy PDFRia SeptiyanthyNo ratings yet
- Diborane MSDSDocument8 pagesDiborane MSDSankitrao31No ratings yet
- Faculty of Chemical Engineering and Natural ResourcesDocument29 pagesFaculty of Chemical Engineering and Natural ResourcesFarid IskandarNo ratings yet
- Air Pollution Meteorology II - 020210Document42 pagesAir Pollution Meteorology II - 020210Alon MandelNo ratings yet
- Gas Sensing Mechanism of Metal Oxides - The Role of Ambient Atmosphere, Type of Semiconductor and Gases - A ReviewDocument19 pagesGas Sensing Mechanism of Metal Oxides - The Role of Ambient Atmosphere, Type of Semiconductor and Gases - A ReviewNassar Al-EssawiNo ratings yet
- Guidance On Environmental SymbolsDocument3 pagesGuidance On Environmental Symbolsmayank123No ratings yet
- Sepc Esha Report June 2006Document355 pagesSepc Esha Report June 2006Jarod ChaiNo ratings yet
- Non Incineration TechnologiesDocument118 pagesNon Incineration TechnologiesGonzalo JavierNo ratings yet
- Renewble EnergyDocument13 pagesRenewble Energylily kbNo ratings yet
- N-Propanol - CAS # 71-23-8: Product Handling GuideDocument2 pagesN-Propanol - CAS # 71-23-8: Product Handling Guidesharmi2011No ratings yet
- Isatin 8Document20 pagesIsatin 8shankarNo ratings yet
- Freight Reforms in Indian RailwaysDocument9 pagesFreight Reforms in Indian RailwaysSwamiNo ratings yet
- Kiri Q4FY20 EarmingsDocument28 pagesKiri Q4FY20 EarmingsSwamiNo ratings yet
- Consumer Protection ActDocument8 pagesConsumer Protection ActSwamiNo ratings yet
- ET Wealth 19-25 Sep 22Document25 pagesET Wealth 19-25 Sep 22SwamiNo ratings yet
- Aarti Surfactants Annual ReportDocument120 pagesAarti Surfactants Annual ReportSwamiNo ratings yet
- Hikal Investor Presentation August 2020Document43 pagesHikal Investor Presentation August 2020SwamiNo ratings yet
- India Business Market TV Journal September 2022Document32 pagesIndia Business Market TV Journal September 2022Devaraj DharamshiNo ratings yet
- Aarti Surfactants Annual ReportDocument120 pagesAarti Surfactants Annual ReportSwamiNo ratings yet
- Driving Spend Management Through Advanced AnalyticsDocument2 pagesDriving Spend Management Through Advanced AnalyticsSwamiNo ratings yet
- The Brewing Storm of EB-5 Defaults: PR Esented byDocument32 pagesThe Brewing Storm of EB-5 Defaults: PR Esented bySwamiNo ratings yet
- Aarti Drugs Investor-Presentation-June-2020 PDFDocument41 pagesAarti Drugs Investor-Presentation-June-2020 PDFSwamiNo ratings yet
- Kilpest InvestorDocument11 pagesKilpest InvestorSwamiNo ratings yet
- Singapore Property Weekly Issue 269Document14 pagesSingapore Property Weekly Issue 269Propwise.sgNo ratings yet
- Chinese Corporates High LeverageDocument1 pageChinese Corporates High LeverageSwamiNo ratings yet
- Fy13 Investor PresentationDocument36 pagesFy13 Investor PresentationSwamiNo ratings yet
- Paper Product - Q4,2014 Result UpdateDocument3 pagesPaper Product - Q4,2014 Result UpdateSwamiNo ratings yet
- 3M India Ltd. (3MI) (CMP: Rs. 1735.5)Document10 pages3M India Ltd. (3MI) (CMP: Rs. 1735.5)SwamiNo ratings yet
- IncomeStocks - FatpDocument5 pagesIncomeStocks - FatpSwamiNo ratings yet
- Guide TurkeyDocument49 pagesGuide TurkeySwamiNo ratings yet
- Graphite Electrodes Dec 2013Document19 pagesGraphite Electrodes Dec 2013SwamiNo ratings yet
- IFF Q211EarningsPresentationDocument11 pagesIFF Q211EarningsPresentationSwamiNo ratings yet
- Shalimar Paints LTD 120813Document1 pageShalimar Paints LTD 120813SwamiNo ratings yet
- The Punch LineDocument17 pagesThe Punch LineSwamiNo ratings yet
- Hold Hold Hold Hold: VST Industries LimitedDocument10 pagesHold Hold Hold Hold: VST Industries LimitedSwamiNo ratings yet
- Camlin Fine Sciences LTD 300113 RSTDocument3 pagesCamlin Fine Sciences LTD 300113 RSTSwamiNo ratings yet
- Wyeth - Q4FY12 Result Update - Centrum 22052012Document4 pagesWyeth - Q4FY12 Result Update - Centrum 22052012SwamiNo ratings yet
- Escorts LTD 030613Document1 pageEscorts LTD 030613SwamiNo ratings yet
- Prestige Estates Q4FY13 Result UpdateDocument4 pagesPrestige Estates Q4FY13 Result UpdateSwamiNo ratings yet
- Bayer CropScience Ltd2 200513 RSTDocument2 pagesBayer CropScience Ltd2 200513 RSTSwamiNo ratings yet
- V-Guard Industries LTD 150513 RSTDocument4 pagesV-Guard Industries LTD 150513 RSTSwamiNo ratings yet
- Design and Simulation of Petcoke Steam GasificationDocument18 pagesDesign and Simulation of Petcoke Steam Gasificationsaahikrishna8100% (1)
- FCC Process Safety: Prevention of ESP Fires and ExplosionsDocument11 pagesFCC Process Safety: Prevention of ESP Fires and Explosionsneisker100% (1)
- Numerical Study On Hydrodynamic Behaviour of Bubbling Fluidized Bed in Biogas GasifierDocument12 pagesNumerical Study On Hydrodynamic Behaviour of Bubbling Fluidized Bed in Biogas Gasifieranilm130484meNo ratings yet
- Experimental Plan For Group Project LabDocument1 pageExperimental Plan For Group Project LabMegan Masi100% (1)
- A Cycle of Copper ReactionsDocument6 pagesA Cycle of Copper ReactionsValentin-AngeloUzunovNo ratings yet
- Process Flow Determines Coker Heater Performance PDFDocument7 pagesProcess Flow Determines Coker Heater Performance PDFBahar MeschiNo ratings yet
- Distillation Columns (Or Towers)Document8 pagesDistillation Columns (Or Towers)prathapNo ratings yet
- Chapter 4 Material Balances and ApplicationsDocument100 pagesChapter 4 Material Balances and ApplicationsrafNo ratings yet
- Acid Acrylic From PropyleneDocument12 pagesAcid Acrylic From PropyleneVinicius Gonçalves100% (1)
- Chemical Reaction With QDocument5 pagesChemical Reaction With QJitendra KumarNo ratings yet
- Pre QuestionDocument4 pagesPre QuestionnikhilNo ratings yet
- PS Nos.3 4. Solution Thermodynamics Application and Chemical Reaction EqulibriaDocument2 pagesPS Nos.3 4. Solution Thermodynamics Application and Chemical Reaction EqulibriaskykzxyNo ratings yet
- Qualified Fluid Type IIDocument1 pageQualified Fluid Type IIRash MoNo ratings yet
- 10 B Thermo ChemistryDocument11 pages10 B Thermo ChemistryRitesh SamantaNo ratings yet
- The Mexico City Explosion of 1984 FinalDocument18 pagesThe Mexico City Explosion of 1984 FinalAnoop PrajapatiNo ratings yet
- Formation DamageDocument55 pagesFormation DamageKontham Rajendra100% (1)
- Balance Doc 1Document7 pagesBalance Doc 1Alexa AnguloNo ratings yet
- Katalog Pipa PPR Era Cv. Kinasih MariaDocument23 pagesKatalog Pipa PPR Era Cv. Kinasih MariaAhmad NajihullahNo ratings yet
- College BFA 2021Document35 pagesCollege BFA 2021Dinesh WaranNo ratings yet
- FCC Petrochemicals Production at Minimum CapexDocument5 pagesFCC Petrochemicals Production at Minimum CapexAsifNo ratings yet
- Ua Oil&GasDocument17 pagesUa Oil&GasbracioNo ratings yet
- Types of Chemical Reactions: Synthesis and DecompositionDocument3 pagesTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínNo ratings yet
- A9RAC32Document175 pagesA9RAC32sandy4u2k2100% (1)
- Low Temperature Distillation (Ltdis) : Make The Right Choice..Document4 pagesLow Temperature Distillation (Ltdis) : Make The Right Choice..LexNo ratings yet
- Flash and Fire PointDocument6 pagesFlash and Fire PointRishi KumarNo ratings yet
- Boiler Design Data: GT-3620 GT-3621 GT-5307Document1 pageBoiler Design Data: GT-3620 GT-3621 GT-5307Gaurav SinghNo ratings yet
- Chemicals Based On MethaneDocument13 pagesChemicals Based On MethaneriloaddNo ratings yet
- Gpcdoc Tds Clavus SD 22-12Document2 pagesGpcdoc Tds Clavus SD 22-12Axel Mahya AvichenaNo ratings yet
- Acetic Acid ReportDocument5 pagesAcetic Acid Reportyigitilgaz100% (1)
- The Basic Principle For DesorptionDocument4 pagesThe Basic Principle For DesorptionMARTINDIONICIONo ratings yet