You might also like
- Large Turbine Overhaul ChecksDocument24 pagesLarge Turbine Overhaul ChecksSethuRamalingamNo ratings yet
- Bearing 1 High Shaft Vibration, Ramagundam, 500 MW, 00-01 PDFDocument5 pagesBearing 1 High Shaft Vibration, Ramagundam, 500 MW, 00-01 PDFsanjeevchhabraNo ratings yet
- 'TP-800B' Overhauling of Steam TurbineDocument35 pages'TP-800B' Overhauling of Steam TurbinewasayNo ratings yet
- MPSP Mill - Simhadri1Document18 pagesMPSP Mill - Simhadri1santoshkumar777No ratings yet
- Difficulties FacedDocument6 pagesDifficulties FacedJackSparrow86No ratings yet
- Precautions to avoid 500MW turbine barring gear stallingDocument2 pagesPrecautions to avoid 500MW turbine barring gear stallingSrinivas BudatiNo ratings yet
- Nkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationDocument7 pagesNkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationAbhishek KumarNo ratings yet
- Turbine Control TSIDocument4 pagesTurbine Control TSIIwan AbdurahmanNo ratings yet
- Understanding Air Preheater Performance: Storm Technologies, IncDocument4 pagesUnderstanding Air Preheater Performance: Storm Technologies, IncMahesh MishraNo ratings yet
- Seal Oil and Hydrogen SystemDocument34 pagesSeal Oil and Hydrogen Systemashish_ntpcNo ratings yet
- Centrifugal Compressor Vibrations: Oil & Gas Customer Training CenterDocument44 pagesCentrifugal Compressor Vibrations: Oil & Gas Customer Training CenterBrahim Rostane100% (1)
- Air Heater Powermag 101 - CoalDocument36 pagesAir Heater Powermag 101 - CoalmasgrahaNo ratings yet
- Turbine Issues ResolutionDocument34 pagesTurbine Issues Resolutionraj3850% (2)
- Ogn Ops Chem 002 Stator Primary Water SystemDocument18 pagesOgn Ops Chem 002 Stator Primary Water SystemraniNo ratings yet
- PA Fan High VibrationsDocument14 pagesPA Fan High VibrationsVIBHAVNo ratings yet
- 98676767Document89 pages98676767HiltonNo ratings yet
- Glycol Re-Boiler Tube Damage Case StudyDocument17 pagesGlycol Re-Boiler Tube Damage Case StudyMohd Shafuaaz KassimNo ratings yet
- Factors for Optimizing Combustion and Emissions in Coal-Fired BoilersDocument42 pagesFactors for Optimizing Combustion and Emissions in Coal-Fired BoilersMinh TranNo ratings yet
- 48 Case HistoryDocument17 pages48 Case HistorySamir Benabdallah100% (1)
- Bhs PDF en RDVDocument10 pagesBhs PDF en RDVolgiertNo ratings yet
- Turbine Condensate and Feed Water SystemDocument37 pagesTurbine Condensate and Feed Water SystemShubham VermaNo ratings yet
- Orbit ReferenceDocument25 pagesOrbit ReferenceIlku100% (1)
- Basics of Vibrations - M Ghosh BHELDocument9 pagesBasics of Vibrations - M Ghosh BHELSuhas JoshiNo ratings yet
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDocument30 pagesPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriNo ratings yet
- 03 APC ReductionDocument55 pages03 APC ReductionDevanshu SinghNo ratings yet
- Vacuum SystemDocument28 pagesVacuum SystemHamid ArizNo ratings yet
- 5000 KW Gearbox High Pinion Bearing Temperatures 1644227029Document7 pages5000 KW Gearbox High Pinion Bearing Temperatures 1644227029MC ANo ratings yet
- Partial Load O/H Full Load Summer WinterDocument19 pagesPartial Load O/H Full Load Summer WinterNitin SinghNo ratings yet
- HP Breech Nut OpeiningDocument10 pagesHP Breech Nut OpeiningG G K MURTHY100% (1)
- LMZ TechDocument29 pagesLMZ TechGajanan JagtapNo ratings yet
- Furnace HVT Traverse StandardDocument8 pagesFurnace HVT Traverse StandardpsatyasrinivasNo ratings yet
- STEAG Training Calendar 2019-2020Document33 pagesSTEAG Training Calendar 2019-2020sourav mahapatraNo ratings yet
- FAN Presentation 06.04.11Document52 pagesFAN Presentation 06.04.11Senthil KumarNo ratings yet
- Report EHTC HuntingDocument10 pagesReport EHTC HuntingOTPC POWERNo ratings yet
- Overhauling Report Unit#2 2020 FinalDocument52 pagesOverhauling Report Unit#2 2020 FinalJhajjar100% (1)
- Turbine LossDocument31 pagesTurbine LossGourav Choudhuri100% (1)
- Power Plant Familiar Is at Ion V - IIIDocument164 pagesPower Plant Familiar Is at Ion V - IIISiva Kumar Tutika100% (2)
- New Moment WeightDocument16 pagesNew Moment WeightRaj KiranNo ratings yet
- Turbine CW Pipe Status Updated2Document21 pagesTurbine CW Pipe Status Updated2vivekpathak101No ratings yet
- TDBFP Gear-Coupling Misalignment DiagnosisDocument19 pagesTDBFP Gear-Coupling Misalignment DiagnosisbederinadmlNo ratings yet
- Scanner Air FanDocument3 pagesScanner Air FanSamNo ratings yet
- Trouble Shooting Vibration in A Pulverized Coal Fired BoilerDocument13 pagesTrouble Shooting Vibration in A Pulverized Coal Fired Boilerparthi20065768100% (1)
- Lubrication, BearingDocument25 pagesLubrication, Bearinggaurav tiwariNo ratings yet
- Chapter 12Document12 pagesChapter 12bhaskarNo ratings yet
- Report On Mill VibrationDocument7 pagesReport On Mill VibrationDebraj DattaNo ratings yet
- 13) Reduce Boiler Tube Leakages in Your Power StationDocument4 pages13) Reduce Boiler Tube Leakages in Your Power StationSaurabh BarangeNo ratings yet
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocument15 pagesCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Boiler FD Fan, Bearing Failure Case StudyDocument9 pagesBoiler FD Fan, Bearing Failure Case StudyAli Shujah Jafri100% (2)
- How To Repair The Leaking Condensor Tubes and How To Check Precisely Which Tube Leaking As As Hydrotest Not PossibleDocument25 pagesHow To Repair The Leaking Condensor Tubes and How To Check Precisely Which Tube Leaking As As Hydrotest Not PossibleAbdulyunus Amir100% (1)
- Major Overhauling of Boiler and Auxiliaries of U 4Document32 pagesMajor Overhauling of Boiler and Auxiliaries of U 4appireddy_scribdNo ratings yet
- Bhel PPTDocument34 pagesBhel PPTMayur TapadiaNo ratings yet
- Barring Gear Stalling of BTPS-1X500 MW Kwu Design.Document6 pagesBarring Gear Stalling of BTPS-1X500 MW Kwu Design.Nabakishore SatnamiNo ratings yet
- Bhel PresentationDocument31 pagesBhel PresentationSamuel Bhukya100% (1)
- Turbogenerator Vibration Analysis and Maintenance ReportDocument16 pagesTurbogenerator Vibration Analysis and Maintenance ReportNestor Lopez100% (1)
- Final AOH Report - TMD 060818Document15 pagesFinal AOH Report - TMD 060818sanmukhaNo ratings yet
- High Vibrations & Component Failure in Turbomachinery Due to Magnetic CurrentsDocument22 pagesHigh Vibrations & Component Failure in Turbomachinery Due to Magnetic Currentssavita sondhiNo ratings yet
- Modification in 500MW CBD Line For Proper Boiler Water SamplingDocument54 pagesModification in 500MW CBD Line For Proper Boiler Water SamplingJackSparrow86No ratings yet
- Swing CheckDocument3 pagesSwing CheckSuresh RamanujaluNo ratings yet
- Maintain turbine plant feed systemsDocument21 pagesMaintain turbine plant feed systemsVIBHAV100% (1)
- Ogn Ops Perf 002Document12 pagesOgn Ops Perf 002VIBHAVNo ratings yet
- Ogn Ops Mech 026Document12 pagesOgn Ops Mech 026VIBHAVNo ratings yet
- 15 YearsDocument14 pages15 YearsVIBHAVNo ratings yet
- Ogn Ops Mech 017Document4 pagesOgn Ops Mech 017VIBHAVNo ratings yet
- Ogn Ops Mech 003Document40 pagesOgn Ops Mech 003VIBHAV100% (2)
- Od Ops Syst 001Document5 pagesOd Ops Syst 001VIBHAVNo ratings yet
- Ogn Ops Mech 014Document5 pagesOgn Ops Mech 014VIBHAVNo ratings yet
- Od Ops Mech 007Document14 pagesOd Ops Mech 007VIBHAVNo ratings yet
- Ogn Ops Mech 023Document6 pagesOgn Ops Mech 023VIBHAVNo ratings yet
- Od Ops Mech 004Document6 pagesOd Ops Mech 004VIBHAVNo ratings yet
- Od Ops Mech 007Document14 pagesOd Ops Mech 007VIBHAVNo ratings yet
- OH matrix analysis and scoringDocument3 pagesOH matrix analysis and scoringVIBHAVNo ratings yet
- Abb Vs Cost Sheet ExceptionDocument4 pagesAbb Vs Cost Sheet ExceptionVIBHAVNo ratings yet
- OH matrix analysis and scoringDocument3 pagesOH matrix analysis and scoringVIBHAVNo ratings yet
- Report - DF - DT Relay Setting With AnnexDocument37 pagesReport - DF - DT Relay Setting With AnnexVIBHAVNo ratings yet
- Performance of Mill Xrp-803Document4 pagesPerformance of Mill Xrp-803VIBHAVNo ratings yet
- Sim MMSD 19.04.14Document24 pagesSim MMSD 19.04.14VIBHAVNo ratings yet
- Outage Manager Training DgpsDocument1 pageOutage Manager Training DgpsVIBHAVNo ratings yet
- Zohflashrepc GT1BDocument3 pagesZohflashrepc GT1BVIBHAVNo ratings yet
- Sap Kws GT 1b R&M Oh Report 10jul13Document3 pagesSap Kws GT 1b R&M Oh Report 10jul13VIBHAVNo ratings yet
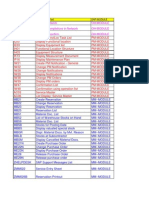
- List of TCodes in SAPDocument15 pagesList of TCodes in SAPVIBHAV67% (3)
- A 144Document2 pagesA 144VIBHAVNo ratings yet
- Overhauling Flash Report: Kawas Overhaul For Fy 2013-14Document2 pagesOverhauling Flash Report: Kawas Overhaul For Fy 2013-14VIBHAVNo ratings yet
- Final Turbine MeetDocument12 pagesFinal Turbine MeetVIBHAVNo ratings yet
- Detailed Report From FranceDocument17 pagesDetailed Report From FranceVIBHAVNo ratings yet
- Starting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitDocument5 pagesStarting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitVIBHAVNo ratings yet
- A 148Document2 pagesA 148VIBHAVNo ratings yet
- The Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellDocument11 pagesThe Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellVIBHAVNo ratings yet
- A 149 High Ecc ChecklistDocument3 pagesA 149 High Ecc ChecklistVIBHAVNo ratings yet
- HoodedProp CatalogDocument52 pagesHoodedProp CatalogTed K NagaraNo ratings yet
- Flushing Recommendations For Turbine Lube Oil Systems With Motor Driven Main Oil PumpsDocument34 pagesFlushing Recommendations For Turbine Lube Oil Systems With Motor Driven Main Oil PumpsAnonymous u0wETydF75% (4)
- ReviewDocument46 pagesReviewTyler BooneNo ratings yet
- Electric Rebar Cutter Owener'S Manual: Item# 999321Document10 pagesElectric Rebar Cutter Owener'S Manual: Item# 999321Mahmoud AliNo ratings yet
- Everything You Need to Know About BearingsDocument51 pagesEverything You Need to Know About BearingsvarunNo ratings yet
- Duratech 2.5L Engine V6Document112 pagesDuratech 2.5L Engine V6jbakert100% (2)
- Bombas Centrifugas ChinasDocument7 pagesBombas Centrifugas ChinasJhon Atencio Vega100% (1)
- Failure Mechanisms in Petrochemical IndustryDocument11 pagesFailure Mechanisms in Petrochemical IndustryGonzalo GómezNo ratings yet
- Klüberplex BEM 41-132: High-Temperature Long-Term Grease For Rolling BearingsDocument2 pagesKlüberplex BEM 41-132: High-Temperature Long-Term Grease For Rolling Bearingsmarcalasan0% (1)
- Vibration: Analysis and MonitoringDocument53 pagesVibration: Analysis and MonitoringВинисиоNo ratings yet
- Chapater FourDocument12 pagesChapater Fourmohmed4731No ratings yet
- 3196 I FRAME Bulletin ReadersDocument19 pages3196 I FRAME Bulletin ReadersPedro SanchezNo ratings yet
- Bearing Fault Diagnosis Using The Blind Deconvolution TechniqueDocument175 pagesBearing Fault Diagnosis Using The Blind Deconvolution Techniquemans2014No ratings yet
- ST1837 B46TU-B48TU EnginesDocument40 pagesST1837 B46TU-B48TU EnginesAndon Arnaudov100% (1)
- MITCalc provides mechanical and technical calculationsDocument8 pagesMITCalc provides mechanical and technical calculationsAndrei GalateanuNo ratings yet
- Viking TSM141 PDFDocument16 pagesViking TSM141 PDFkztro066No ratings yet
- Caterpillar Cat 336F L Excavator (Prefix DKF) Service Repair Manual (DKF00001 and Up)Document28 pagesCaterpillar Cat 336F L Excavator (Prefix DKF) Service Repair Manual (DKF00001 and Up)kfsmmeNo ratings yet
- Surface Engineering & Advanced Coatings SIG Final ReportDocument44 pagesSurface Engineering & Advanced Coatings SIG Final ReportMadan Pal SainiNo ratings yet
- Engineering Showcase 2017: Motion ControlDocument76 pagesEngineering Showcase 2017: Motion ControlCristian SNo ratings yet
- Data Base Pembelian Sparepart TerbaruDocument233 pagesData Base Pembelian Sparepart TerbaruAfif PrstyoNo ratings yet
- Smart Wheelchair ReportDocument40 pagesSmart Wheelchair ReportTanvi KhuranaNo ratings yet
- Manual Transmission FundamentalsDocument83 pagesManual Transmission FundamentalsLuis NunesNo ratings yet
- Astm D 3527 - 02 - RDM1MJCDocument6 pagesAstm D 3527 - 02 - RDM1MJCSamuel EduardoNo ratings yet
- MSS 15-240 Installation Operation Manual, 02-015-041217-0Document48 pagesMSS 15-240 Installation Operation Manual, 02-015-041217-0Eep Mustopa50% (2)
- Reintjes Marine Reduction Gear Operating ManualDocument72 pagesReintjes Marine Reduction Gear Operating Manualbigcee6496% (24)
- Kawasaki - Kawasaki FE120 FE170 FE250 FE290 FE350 FE400 4-Stroke Air-Cooled Gasoline Engine Service Manual (2000, Kawasaki Heavy Industries)Document102 pagesKawasaki - Kawasaki FE120 FE170 FE250 FE290 FE350 FE400 4-Stroke Air-Cooled Gasoline Engine Service Manual (2000, Kawasaki Heavy Industries)Константин100% (1)
- Shell Grease Alviana - EP1Document2 pagesShell Grease Alviana - EP1sapu11jagat5855No ratings yet
- HL-Series Service Manual 96-8710 English June 1998Document234 pagesHL-Series Service Manual 96-8710 English June 1998kumbrov100% (1)
- ZF Katalog Swing Gearboxes GFBDocument12 pagesZF Katalog Swing Gearboxes GFBIsac Medeiros de AraújoNo ratings yet
- Horizontal Centrifugal PumpsDocument22 pagesHorizontal Centrifugal PumpsDenstar Ricardo SilalahiNo ratings yet