You might also like
- SSP-NR 550 The Passat GTE PDFDocument72 pagesSSP-NR 550 The Passat GTE PDFan89% (9)
- Reciprocating CompressorsDocument91 pagesReciprocating CompressorsBehnam Hosseinzadeh100% (7)
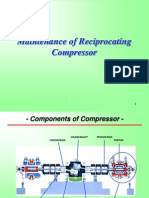
- Maintenance of Reciprocating CompressorDocument21 pagesMaintenance of Reciprocating CompressorVIJAYIOCL100% (9)
- 1 - Pressure PackingDocument66 pages1 - Pressure PackingVIJAYIOCL100% (4)
- 1 - Cylinder RingsDocument36 pages1 - Cylinder RingsVIJAYIOCL100% (1)
- Reciprocating Compresor TrainingDocument57 pagesReciprocating Compresor TrainingManuel Quimson100% (6)
- Reciprocating Compressor Rod Position Rod Drop Whats The DifferenceDocument5 pagesReciprocating Compressor Rod Position Rod Drop Whats The DifferenceMuhd Fadzlee ZNo ratings yet
- 09-Compressor Piston Rod Runout-1Document38 pages09-Compressor Piston Rod Runout-1Muhammad Asad100% (2)
- Driving Expander Technology: Atlas Copco Gas and Process SolutionsDocument24 pagesDriving Expander Technology: Atlas Copco Gas and Process Solutionskecskemet100% (4)
- Summary Compressor TrainingDocument44 pagesSummary Compressor Traininggi_mampuzNo ratings yet
- Centrifugal Pumps and SealDocument32 pagesCentrifugal Pumps and SealAnatoli KarpobNo ratings yet
- Grade 11 SEM: Markscheme Examiners ReportDocument29 pagesGrade 11 SEM: Markscheme Examiners ReportDr. Love TrivediNo ratings yet
- PackingDocument23 pagesPackingpeach5100% (3)
- ReciprocatingDocument103 pagesReciprocatingmahesh100% (2)
- GE Reciprocating Compressor BrochureDocument13 pagesGE Reciprocating Compressor Brochurepratik banerjeeNo ratings yet
- Reciprocating Compressor - Part 1Document60 pagesReciprocating Compressor - Part 1Osama TahaNo ratings yet
- Reciprocating CompressorDocument12 pagesReciprocating CompressorKha Mn100% (3)
- Centrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsDocument54 pagesCentrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsHarindharan Jeyabalan100% (8)
- Pump and Compressor 2Document52 pagesPump and Compressor 2SaravananRamasamy100% (3)
- Centrifugal CompressorDocument33 pagesCentrifugal CompressorRizwan Bangash50% (2)
- Pressure Packing PresentationDocument20 pagesPressure Packing PresentationVIJAYIOCL100% (2)
- Compressor TrainingDocument63 pagesCompressor Trainingwarakorn6jame100% (6)
- Reciprocating Compressor ImprovementsDocument13 pagesReciprocating Compressor ImprovementsSANJANA SINGHNo ratings yet
- Compressor Frame DetailssDocument98 pagesCompressor Frame Detailssmmcsw75100% (2)
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IISagar NaduvinamaniNo ratings yet
- Rotating EquipmentDocument235 pagesRotating EquipmentpraSHANT2331100% (5)
- Rotating Equipment MeasurementDocument15 pagesRotating Equipment MeasurementAndinata SitepuNo ratings yet
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDocument8 pagesCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaNo ratings yet
- Positive Displacement CompressorDocument30 pagesPositive Displacement CompressorchaitanyaNo ratings yet
- 1 - Presentation CentrifugalDocument184 pages1 - Presentation CentrifugalHayder Wassela50% (2)
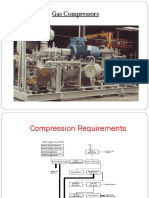
- Gas CompressorsDocument55 pagesGas CompressorsBilal Ahmed100% (3)
- Rotating Machinery AlignmentDocument61 pagesRotating Machinery AlignmentBesuidenhout Engineering Solutions and Consulting100% (1)
- CompressorDocument118 pagesCompressorNag Raj100% (3)
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaNo ratings yet
- 01 CECO Compressor Maintenance PhlosophyDocument96 pages01 CECO Compressor Maintenance PhlosophyHelderCS100% (2)
- Constant Level Oiler - Vented or NonventedDocument7 pagesConstant Level Oiler - Vented or Nonventedpeach5No ratings yet
- Compressors, An Introduction: © Siemens AG 2008. All Rights ReservedDocument63 pagesCompressors, An Introduction: © Siemens AG 2008. All Rights ReservedMuhammad Saad KhanNo ratings yet
- Reciprocating CompressorsDocument6 pagesReciprocating CompressorsNicolas LuchmunNo ratings yet
- Steam Turbine FFCDocument31 pagesSteam Turbine FFCTaha KhanNo ratings yet
- Centrifugal Compressor TestingDocument10 pagesCentrifugal Compressor TestingBalasubramanian CNo ratings yet
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
- 01 CC Intoduction and OverviewDocument31 pages01 CC Intoduction and Overviewhbahriio100% (4)
- 6-1 Explanation of Cold AlignmentDocument18 pages6-1 Explanation of Cold AlignmentTuhoyoTarahao50% (2)
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- Mechanical Seal Presentation (2009)Document28 pagesMechanical Seal Presentation (2009)LelosPinelos123100% (5)
- R&P Material DetailsDocument20 pagesR&P Material DetailsinamNo ratings yet
- Steam Turbines For Pump DrivesDocument94 pagesSteam Turbines For Pump DrivesFabbrox100% (9)
- Centrifugal Compressor NotesDocument54 pagesCentrifugal Compressor NotesKalou BoniNo ratings yet
- Rotating 2Document18 pagesRotating 2rafieeNo ratings yet
- Reciprocating Comp.Document137 pagesReciprocating Comp.Anonymous ffje1rpa100% (1)
- Is Rod Drop Measurement Right For My CompressorDocument4 pagesIs Rod Drop Measurement Right For My CompressorMadhana GopalNo ratings yet
- Recip. Compressor TestingDocument10 pagesRecip. Compressor TestingS DasNo ratings yet
- Rotating QuestionsDocument5 pagesRotating QuestionsSud100% (1)
- Performance and Mechanical Running Tests of Centrifugal CompressorsDocument5 pagesPerformance and Mechanical Running Tests of Centrifugal CompressorsVicky KumarNo ratings yet
- Maintenance of Reciprocating CompressorDocument21 pagesMaintenance of Reciprocating CompressorAyub BashaNo ratings yet
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairDocument18 pagesToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZNo ratings yet
- Propeller ShaftDocument17 pagesPropeller ShaftdwcdiscoNo ratings yet
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocument15 pagesToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNo ratings yet
- 2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and RepairDocument13 pages2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and Repairfernando ortizNo ratings yet
- Timing Belt: 2000 Acura Integra GS Coupe L4 1.8L Dohc MfiDocument10 pagesTiming Belt: 2000 Acura Integra GS Coupe L4 1.8L Dohc MfiVicctor PiñaNo ratings yet
- (TM) Toyota Manual de Motor Toyota Yaris Verso 2001 en InglesDocument11 pages(TM) Toyota Manual de Motor Toyota Yaris Verso 2001 en Inglesjonathan matusNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Internal Circlip With Increased AbuttmentDocument3 pagesInternal Circlip With Increased AbuttmentVIJAYIOCLNo ratings yet
- PVPDocument42 pagesPVPPedro Guerrero PérezNo ratings yet
- 140-710 BIMG 11 - 2012 - TCM - 12-114679Document144 pages140-710 BIMG 11 - 2012 - TCM - 12-114679AbdulNo ratings yet
- PVPDocument42 pagesPVPPedro Guerrero PérezNo ratings yet
- Feed Pressure Flow in Journal Bearing PDFDocument16 pagesFeed Pressure Flow in Journal Bearing PDFVIJAYIOCLNo ratings yet
- External Snapring For Shaft Having Semi Circular Groove PDFDocument2 pagesExternal Snapring For Shaft Having Semi Circular Groove PDFVIJAYIOCLNo ratings yet
- Adiabatic PDFDocument5 pagesAdiabatic PDFVIJIOCLNo ratings yet
- 18 Refrigeration System Components - CompressorsDocument20 pages18 Refrigeration System Components - CompressorsPRASAD326100% (3)
- Internal Circlip For Semi Circular Groove PDFDocument2 pagesInternal Circlip For Semi Circular Groove PDFVIJAYIOCLNo ratings yet
- Adiabatic PDFDocument5 pagesAdiabatic PDFVIJIOCLNo ratings yet
- Valve Throttling Its Influence On Compressor Efficiency and Gas PDFDocument9 pagesValve Throttling Its Influence On Compressor Efficiency and Gas PDFVIJIOCLNo ratings yet
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- 18 Refrigeration System Components - CompressorsDocument20 pages18 Refrigeration System Components - CompressorsPRASAD326100% (3)
- Manzel Model 88 Pump: DescriptionDocument4 pagesManzel Model 88 Pump: DescriptionVIJAYIOCLNo ratings yet
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- 5 Poppet ValvesDocument14 pages5 Poppet ValvesVIJAYIOCLNo ratings yet
- Hi 9.6.7Document41 pagesHi 9.6.7VIJAYIOCL100% (1)
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDocument1 pageAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501No ratings yet
- Pressure Packing PresentationDocument20 pagesPressure Packing PresentationVIJAYIOCL100% (2)
- MATHSDocument221 pagesMATHSAbdulai FornahNo ratings yet
- Assignment - 02 - ASP - NET Core Web API With EntityFramework and Web AppDocument7 pagesAssignment - 02 - ASP - NET Core Web API With EntityFramework and Web AppdrubypjnkNo ratings yet
- PDFDocument1 pagePDFdhaktodesatyajitNo ratings yet
- E50 en Tcd210020ab 20220321 Inst WDocument1 pageE50 en Tcd210020ab 20220321 Inst Wesau hernandezNo ratings yet
- Lecture 4 Maps Data Entry Part 1Document80 pagesLecture 4 Maps Data Entry Part 1arifNo ratings yet
- For Bookbind Final April 2019 PDFDocument151 pagesFor Bookbind Final April 2019 PDFNeo VeloriaNo ratings yet
- 978 0883850305Document421 pages978 0883850305Douglas CamposNo ratings yet
- DistilationDocument29 pagesDistilationkindenewNo ratings yet
- Quadratic Equation - MATH IS FUNDocument8 pagesQuadratic Equation - MATH IS FUNChanchan LebumfacilNo ratings yet
- Properties of Gray Cast Iron - Engineer's HandbookDocument2 pagesProperties of Gray Cast Iron - Engineer's Handbookkus satria dNo ratings yet
- Fund. Acerinox Horno ArcoDocument8 pagesFund. Acerinox Horno ArcoJavier Mauricio Neira CastrillonNo ratings yet
- Biomimetic Dentistry: Basic Principles and Protocols: December 2020Document4 pagesBiomimetic Dentistry: Basic Principles and Protocols: December 2020Bence KlusóczkiNo ratings yet
- EEMDocument17 pagesEEMSandaruwan සුජීවNo ratings yet
- Case Study - CCNA - Sem1 - Cosmin Daniel POCRISTEDocument7 pagesCase Study - CCNA - Sem1 - Cosmin Daniel POCRISTEcosmin_horusNo ratings yet
- FDocument13 pagesFLUIS ANGEL CASTRO TZUNNo ratings yet
- Inter Freq Handover Parameter Tuning: F2 Cell 2D/2F/2B Threshold OptimizationDocument19 pagesInter Freq Handover Parameter Tuning: F2 Cell 2D/2F/2B Threshold Optimizationedwin samaNo ratings yet
- Jimma Institute of Technology Faculty of Mechanical EngineeringDocument38 pagesJimma Institute of Technology Faculty of Mechanical EngineeringIsmail Ibn BehailuNo ratings yet
- InfiniBand WikipediaDocument2 pagesInfiniBand WikipediaYoussef BoukhdimiNo ratings yet
- Biology Transportation in PlantsDocument6 pagesBiology Transportation in PlantsTanaka ChirawuNo ratings yet
- DF-760/DF-760 (B) BF-720 MT-720/MT-720 (B) PH-5A/5C/5D: Parts ListDocument83 pagesDF-760/DF-760 (B) BF-720 MT-720/MT-720 (B) PH-5A/5C/5D: Parts ListJose Rojas ValeroNo ratings yet
- Airfield Pavement2Document12 pagesAirfield Pavement2molgarNo ratings yet
- A Proof of The Black and Scholes Formula: Claudio Pacati May 30, 2012Document3 pagesA Proof of The Black and Scholes Formula: Claudio Pacati May 30, 2012AndresC.MedinaSanhueza100% (1)
- Plcforum - Uz.ua: (LINK) : Eplan P8 2.0.5.4602 + CrackDocument26 pagesPlcforum - Uz.ua: (LINK) : Eplan P8 2.0.5.4602 + Crackphth411100% (1)
- Mahesh - Informatica DeveloperDocument5 pagesMahesh - Informatica DeveloperMadhav GarikapatiNo ratings yet
- Bahir Dar Institute of Technology FacultDocument140 pagesBahir Dar Institute of Technology Facultyared sitotaw100% (1)
- Lesson Plan in Remainders TheoremDocument5 pagesLesson Plan in Remainders TheoremJune SabatinNo ratings yet
- Reflective Lesson Plan 4 Pythagorean TheoremDocument9 pagesReflective Lesson Plan 4 Pythagorean Theoremapi-339897912100% (1)