You might also like
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- SPI-OSHA MGExtrusionDocument57 pagesSPI-OSHA MGExtrusionThilagawathy Subaramuniam100% (1)
- Mechanical Hazards and Machine SafeguardingDocument19 pagesMechanical Hazards and Machine Safeguardingm_alodat6144No ratings yet
- Machine Guarding and SafetyDocument54 pagesMachine Guarding and Safetybalamurugan sNo ratings yet
- International Diploma in Occupational Health and Safety PDFDocument31 pagesInternational Diploma in Occupational Health and Safety PDFadil khanNo ratings yet
- Aircraft Ground Handling. PDFDocument72 pagesAircraft Ground Handling. PDFSOHAM PANDYANo ratings yet
- Machine Safety Risk Assessment SafetyIIDocument67 pagesMachine Safety Risk Assessment SafetyIIMarian Ion100% (3)
- 1industrial Safety UIDocument87 pages1industrial Safety UISri HarshaNo ratings yet
- MACHINE SAFETY TRAININGDocument59 pagesMACHINE SAFETY TRAININGᜇᜒᜌᜓᜈᜎ᜔ᜇ᜔ ᜊᜒᜇᜓᜌ᜔100% (3)
- 02 Occupational Health and Farm SafetyDocument23 pages02 Occupational Health and Farm SafetyRexie GuillermoNo ratings yet
- Machine Guarding Safety RequirementsDocument31 pagesMachine Guarding Safety Requirementsm_alodat6144No ratings yet
- SafetyDocument39 pagesSafetyItemogeng Bernatt BabeNo ratings yet
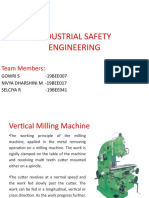
- Industrial Safety Engineering - 1Document10 pagesIndustrial Safety Engineering - 1Gowri SNo ratings yet
- Aerial Lifts Safety GuideDocument2 pagesAerial Lifts Safety GuideJafar KhanNo ratings yet
- Aerial Lifts FactsheetDocument2 pagesAerial Lifts Factsheetomar santosNo ratings yet
- Safety and Health at WorkplaceDocument79 pagesSafety and Health at Workplaceمحمدفرحان100% (6)
- Lamanva Training Centre Roller SafetyDocument9 pagesLamanva Training Centre Roller SafetyRonald AranhaNo ratings yet
- AURETR010 Repair Wiring Harnesses and LoomsDocument107 pagesAURETR010 Repair Wiring Harnesses and Loomsjaredmuge808No ratings yet
- Machine Guarding PDFDocument133 pagesMachine Guarding PDFbrsharmaNo ratings yet
- Haul Truck Operation PDFDocument57 pagesHaul Truck Operation PDFRalph Castillo100% (1)
- 01 Shop SafetyDocument35 pages01 Shop SafetyNino AngobNo ratings yet
- Dozer Operators Training: ISO 14001:2015 CertifiedDocument58 pagesDozer Operators Training: ISO 14001:2015 CertifiedJela ParadiseNo ratings yet
- Group 12 Machine SafetyDocument21 pagesGroup 12 Machine SafetydorojajobertNo ratings yet
- Industrial Safety of Vertical Milling MachinesDocument9 pagesIndustrial Safety of Vertical Milling MachinesGowri SNo ratings yet
- Chapter 15Document34 pagesChapter 15Shaheer Ahmed KhanNo ratings yet
- AURETR006 Solder electrical wiring and circuitsDocument108 pagesAURETR006 Solder electrical wiring and circuitsjaredmuge808No ratings yet
- Machine GuardingDocument25 pagesMachine Guardingbalamurugan sNo ratings yet
- Pfee 7feb 2012 OnlineDocument5 pagesPfee 7feb 2012 OnlineNek Nursyahaida Nek SohNo ratings yet
- AURTTA021 Diagnose Complex System FaultsDocument265 pagesAURTTA021 Diagnose Complex System FaultsAndrés Felipe Huerfano RodríguezNo ratings yet
- Machinesafety 151012132711 Lva1 App6892Document86 pagesMachinesafety 151012132711 Lva1 App6892William BautistaNo ratings yet
- Excavator Operator'S Training: ISO 14001:2015 CertifiedDocument60 pagesExcavator Operator'S Training: ISO 14001:2015 CertifiedJela ParadiseNo ratings yet
- Machine SafetyDocument33 pagesMachine Safetymarnhy -No ratings yet
- Unit 3 Maintenance of SafetyDocument29 pagesUnit 3 Maintenance of SafetyuthiraNo ratings yet
- Machine Hazards Fall1718Document47 pagesMachine Hazards Fall1718jamunaa83No ratings yet
- Working at Height With PicturesDocument32 pagesWorking at Height With PicturesBeste Ardıç ArslanNo ratings yet
- OmniTurn Manual g3Document210 pagesOmniTurn Manual g3CESAR MTZNo ratings yet
- Moving Equipment HazardsDocument35 pagesMoving Equipment HazardsMuhammad Faisal JavedNo ratings yet
- Machiene GuardingDocument19 pagesMachiene GuardingMoon JNo ratings yet
- Reporting 70 75Document33 pagesReporting 70 75Patrick Joseph BugayNo ratings yet
- Bosh Machine Safety 2Document9 pagesBosh Machine Safety 2Rovic VistaNo ratings yet
- Is It Safe?: How To Ensure Machine Guard Safety Compliance For Mechanical Power Transmission Equipment!Document4 pagesIs It Safe?: How To Ensure Machine Guard Safety Compliance For Mechanical Power Transmission Equipment!German ToledoNo ratings yet
- IOSH MSQP MachineryDocument52 pagesIOSH MSQP MachineryarunmirandaNo ratings yet
- AgempDocument7 pagesAgemppavan kumarNo ratings yet
- Preventative-Maintenance Final PDFDocument4 pagesPreventative-Maintenance Final PDFikyusan86No ratings yet
- Lecture 2 Machine AlignmentDocument9 pagesLecture 2 Machine Alignmentodeke aronNo ratings yet
- Environmental Health & Safety: Equipment/Task NameDocument5 pagesEnvironmental Health & Safety: Equipment/Task NameRose Marie SalazarNo ratings yet
- LOC650 - Operation and Maintenance - LE11-137-R05aDocument132 pagesLOC650 - Operation and Maintenance - LE11-137-R05aDave DufresneNo ratings yet
- Work Equipment Hazards and ControlDocument41 pagesWork Equipment Hazards and ControlChnv RmrzNo ratings yet
- Safe Operating Procedure SOPDocument11 pagesSafe Operating Procedure SOPBitsindouNo ratings yet
- Cold Forming Safety GuideDocument60 pagesCold Forming Safety Guidevimalk017No ratings yet
- Machine Safeguarding: Using The Quarter-Inch Rule: Safety and Health Resource ManualDocument4 pagesMachine Safeguarding: Using The Quarter-Inch Rule: Safety and Health Resource ManualAhmed ReguiegNo ratings yet
- Nitric AcidDocument53 pagesNitric Acidejaz khanNo ratings yet
- Escalators and Moving Walkways: Safety Standards ForDocument4 pagesEscalators and Moving Walkways: Safety Standards ForWalid SonjiNo ratings yet
- Machine Guarding 1Document80 pagesMachine Guarding 1m_alodat6144No ratings yet
- A5e43215508a Sicherheitshinweise Simotics GP SD DP FL En-UsDocument10 pagesA5e43215508a Sicherheitshinweise Simotics GP SD DP FL En-UsMudabbir Shan AhmedNo ratings yet
- Machine and Equipment Guarding: Group 5Document29 pagesMachine and Equipment Guarding: Group 5Ronald James DiazNo ratings yet
- Mod 2 Workplace HazardsDocument19 pagesMod 2 Workplace HazardsAlfiNo ratings yet
- Machine Guarding - Barry BlodgettDocument66 pagesMachine Guarding - Barry BlodgettmanimeczNo ratings yet
- Power SafetyDocument20 pagesPower SafetyMaheshNo ratings yet
- Mechanical HazardsDocument4 pagesMechanical HazardspriyanshuNo ratings yet
- Engineering Fundamentals of The Internal Combustion Engine - Willard W. PulkrabekDocument425 pagesEngineering Fundamentals of The Internal Combustion Engine - Willard W. Pulkrabekmi2jaca100% (2)
- Principles of Internal Combustion EnginesDocument105 pagesPrinciples of Internal Combustion EnginesAbdul-Wahab Anwar100% (13)
- Design Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238Document60 pagesDesign Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238ராபர்ட் ஆன்றோ ரெனிNo ratings yet
- Ansi b151.1 RG-687Document13 pagesAnsi b151.1 RG-687luisulloaimNo ratings yet
- Problems of Education in The 21st Century, Vol. 78, No. 4, 2020Document199 pagesProblems of Education in The 21st Century, Vol. 78, No. 4, 2020Scientia Socialis, Ltd.No ratings yet
- Radical Acceptance Guided Meditations by Tara Brach PDFDocument3 pagesRadical Acceptance Guided Meditations by Tara Brach PDFQuzzaq SebaNo ratings yet
- Chapter 3Document6 pagesChapter 3Nhi Nguyễn Ngọc PhươngNo ratings yet
- Us Aers Roadmap Noncontrolling Interest 2019 PDFDocument194 pagesUs Aers Roadmap Noncontrolling Interest 2019 PDFUlii PntNo ratings yet
- Paul Smith - Discerning The SubjectDocument226 pagesPaul Smith - Discerning The SubjectdisconnectaNo ratings yet
- Rak Single DentureDocument48 pagesRak Single Denturerakes0No ratings yet
- Course Outline Physics EducationDocument3 pagesCourse Outline Physics EducationTrisna HawuNo ratings yet
- Business Policy FormulationDocument21 pagesBusiness Policy FormulationWachee Mbugua50% (2)
- AREVA Directional Over Current Relay MiCOM P12x en TechDataDocument28 pagesAREVA Directional Over Current Relay MiCOM P12x en TechDatadeccanelecNo ratings yet
- ATS - Contextual Theology SyllabusDocument4 pagesATS - Contextual Theology SyllabusAts ConnectNo ratings yet
- Course Outline IST110Document4 pagesCourse Outline IST110zaotrNo ratings yet
- Hem Tiwari Vs Nidhi Tiwari Mutual Divorce - Revised VersionDocument33 pagesHem Tiwari Vs Nidhi Tiwari Mutual Divorce - Revised VersionKesar Singh SawhneyNo ratings yet
- Case Problems For Management ScienceDocument11 pagesCase Problems For Management ScienceMargarita AtanacioNo ratings yet
- Detect Organic Elements with Sodium FusionDocument10 pagesDetect Organic Elements with Sodium FusionMukundNo ratings yet
- Class 7 CitationDocument9 pagesClass 7 Citationapi-3697538No ratings yet
- Ganzon Vs CADocument3 pagesGanzon Vs CARaymond RoqueNo ratings yet
- Forum On Special Educational Needs: Phil Dexter Sharon Noseley Sophie FaragDocument14 pagesForum On Special Educational Needs: Phil Dexter Sharon Noseley Sophie Faragelena biancaNo ratings yet
- HexaflexDocument10 pagesHexaflexCharlie Williams100% (1)
- Awareness Training On Filipino Sign Language (FSL) PDFDocument3 pagesAwareness Training On Filipino Sign Language (FSL) PDFEmerito PerezNo ratings yet
- Giles. Saint Bede, The Complete Works of Venerable Bede. 1843. Vol. 8.Document471 pagesGiles. Saint Bede, The Complete Works of Venerable Bede. 1843. Vol. 8.Patrologia Latina, Graeca et Orientalis100% (1)
- 056 Set 1 C ChemistryDocument16 pages056 Set 1 C ChemistryEepen JohnNo ratings yet
- Med 07Document5 pagesMed 07ainee dazaNo ratings yet
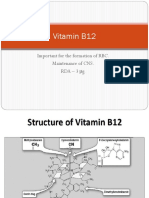
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocument19 pagesVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathNo ratings yet
- Reducing Work Related Psychological Ill Health and Sickness AbsenceDocument15 pagesReducing Work Related Psychological Ill Health and Sickness AbsenceBM2062119PDPP Pang Kuok WeiNo ratings yet
- Metabical Positioning and CommunicationDocument15 pagesMetabical Positioning and CommunicationJSheikh100% (2)
- Ujpited ?tate of Americal: PresidentsDocument53 pagesUjpited ?tate of Americal: PresidentsTino Acebal100% (1)
- Completing-Your-Copy-With-Captions-And-Headlines Lesson-1Document24 pagesCompleting-Your-Copy-With-Captions-And-Headlines Lesson-1api-294176103No ratings yet
- Coek - Info Anesthesia and Analgesia in ReptilesDocument20 pagesCoek - Info Anesthesia and Analgesia in ReptilesVanessa AskjNo ratings yet
- Expansion Analysis of Offshore PipelineDocument25 pagesExpansion Analysis of Offshore PipelineSAUGAT DUTTANo ratings yet