You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Creating A BudgetDocument131 pagesCreating A BudgetMKPashaPashaNo ratings yet
- Electrical Basis of Design Standards GuidelinesDocument19 pagesElectrical Basis of Design Standards Guidelinesessk100% (1)
- 4R70W Ford Transmission Service Manual PDFDocument206 pages4R70W Ford Transmission Service Manual PDFFabricio Vilela100% (2)
- Fuel Audit Full ReportDocument198 pagesFuel Audit Full ReportgjanklesariaNo ratings yet
- Tower Safety HandbookDocument38 pagesTower Safety HandbookbonthrewNo ratings yet
- New Cerc NormsDocument18 pagesNew Cerc Norms123harsh123No ratings yet
- Plant Operational Data of NTPC StationsDocument47 pagesPlant Operational Data of NTPC Stationsrohit_me083No ratings yet
- Chapter 4 Forming and ShapingDocument147 pagesChapter 4 Forming and Shapingquan quanNo ratings yet
- Optimization of Rawmix design..NCCBMDocument9 pagesOptimization of Rawmix design..NCCBMParamananda SinghNo ratings yet
- Energy Efficiency in Thermal UtilityDocument195 pagesEnergy Efficiency in Thermal UtilityPrateek.ThakurNo ratings yet
- Unit-2: Power Plant EngineeringDocument44 pagesUnit-2: Power Plant EngineeringMrigank PrakashNo ratings yet
- DRM Wha B PDFDocument31 pagesDRM Wha B PDFBryan JohnsonNo ratings yet
- POwise Monthly Trend-205206207Document1 pagePOwise Monthly Trend-205206207MKPashaPashaNo ratings yet
- Energy Audit PresentationDocument30 pagesEnergy Audit PresentationSikander Girgoukar100% (1)
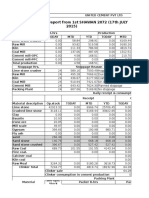
- Daily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Document6 pagesDaily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Vinod Kumar VermaNo ratings yet
- Aral Industrial LubricantsDocument55 pagesAral Industrial LubricantsAnonymous oAbjbl4H100% (1)
- Combustion in Coal StockpilesDocument12 pagesCombustion in Coal StockpilesMuksin SalehNo ratings yet
- Summerized Form of Budget - PO WISEDocument6 pagesSummerized Form of Budget - PO WISEMKPashaPashaNo ratings yet
- Shape Cutting Systems From EsabDocument36 pagesShape Cutting Systems From EsabJhun Aquino100% (1)
- 07 EnvironmentDocument14 pages07 EnvironmentMKPashaPashaNo ratings yet
- Power ExchangeDocument36 pagesPower ExchangeMuqthiar AliNo ratings yet
- Process GuidlinesDocument20 pagesProcess GuidlinesMKPashaPasha100% (4)
- Blending of Thermal Coals: Section ContentsDocument17 pagesBlending of Thermal Coals: Section ContentsWulan Dwikusuma AsihNo ratings yet
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Design Coal Worst Coal Coal Consumption Capacity CalculationDocument6 pagesDesign Coal Worst Coal Coal Consumption Capacity CalculationPrasanna kumar subudhiNo ratings yet
- Coal MillDocument6 pagesCoal MillAnonymous NxpnI6jCNo ratings yet
- Ogn Ops Chem 014 Coal As Fired Sampling ProcedureDocument6 pagesOgn Ops Chem 014 Coal As Fired Sampling ProcedureraniNo ratings yet
- Coal BlendingDocument2 pagesCoal BlendingpvkrishnajiNo ratings yet
- Physical VarificationDocument6 pagesPhysical VarificationSudheer NairNo ratings yet
- MacReburBrochure WebDocument16 pagesMacReburBrochure WebYarSakawatuNo ratings yet
- O&m Review 07 02 2018Document33 pagesO&m Review 07 02 2018Vikranth ChintaparthiNo ratings yet
- Unit - 3: Energy AuditingDocument17 pagesUnit - 3: Energy AuditingAnand JainNo ratings yet
- Performanece Ananlysis of CoalDocument67 pagesPerformanece Ananlysis of Coalsen_subhasis_58No ratings yet
- Analysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionDocument23 pagesAnalysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionHemant PatilNo ratings yet
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBMKPashaPashaNo ratings yet
- Coal CalculationDocument11 pagesCoal CalculationUrej BandiolaNo ratings yet
- Coal & Ash Calculations-350&135 MW Units - 290307Document3 pagesCoal & Ash Calculations-350&135 MW Units - 290307srigirisetty208No ratings yet
- Cement Grinding OPtimizationDocument13 pagesCement Grinding OPtimizationTgemunuNo ratings yet
- Ea DM Unit 3Document76 pagesEa DM Unit 3phani5016No ratings yet
- Basic Knowledge of CoalDocument86 pagesBasic Knowledge of CoalDwi Wahyu RamadhanNo ratings yet
- Filtration: Fiber FilterDocument20 pagesFiltration: Fiber FilterTamer Farouk KhalifaNo ratings yet
- Paper 2 Optimization of Coal Blend Proportions For Sustained Improvements in Generation & Efficiency PDFDocument23 pagesPaper 2 Optimization of Coal Blend Proportions For Sustained Improvements in Generation & Efficiency PDFRc TuppalNo ratings yet
- Manthan: 17 NOVEMBER 1946 - 16 NOVEMBER 2006Document285 pagesManthan: 17 NOVEMBER 1946 - 16 NOVEMBER 2006Antonio Quito TasillaNo ratings yet
- Talcher IB Secl: Date 03.06.2022 DD - Mm.yyyyDocument6 pagesTalcher IB Secl: Date 03.06.2022 DD - Mm.yyyyNaresh Kumar MeenaNo ratings yet
- Coal WashingDocument2 pagesCoal Washingikarusspeed100% (1)
- Low Sulfer Coal BlendingDocument18 pagesLow Sulfer Coal BlendingSuparjianto Qhaedir Al FaatihNo ratings yet
- Coal HGI Is.4433.1979Document14 pagesCoal HGI Is.4433.1979ak_thimiriNo ratings yet
- A Brief History of Coal Mining & Coal Deposits in India PDFDocument41 pagesA Brief History of Coal Mining & Coal Deposits in India PDFSheshu BabuNo ratings yet
- RDF Feeding For Kilns 2014Document164 pagesRDF Feeding For Kilns 2014sempatik721No ratings yet
- Report On The Coal AnalysisDocument10 pagesReport On The Coal AnalysisumerNo ratings yet
- Energy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Document28 pagesEnergy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Sarah FrazierNo ratings yet
- Ultratech, AP Cement WorksDocument29 pagesUltratech, AP Cement WorksSanjeev PmNo ratings yet
- Fossil Energy: ASME Standards & Certification Energy-Related Products and ServicesDocument1 pageFossil Energy: ASME Standards & Certification Energy-Related Products and ServicesBayu TriwijayantaNo ratings yet
- BEM SingrauliDocument102 pagesBEM SingrauliGyandeep PradhanNo ratings yet
- Coal Beneficiation TechnologyDocument5 pagesCoal Beneficiation TechnologyChandan Das100% (1)
- Coal Washeries May-10Document112 pagesCoal Washeries May-10Micheal AhmadNo ratings yet
- Uhv To GCVDocument10 pagesUhv To GCVPraful RathiNo ratings yet
- Yongseung Yun - Gasification For Practical Applications-InTech (2013) PDFDocument351 pagesYongseung Yun - Gasification For Practical Applications-InTech (2013) PDFDeepak LuintelNo ratings yet
- BEE Cement Plant Code FinalDocument4 pagesBEE Cement Plant Code FinalHazem DiabNo ratings yet
- CoalDocument34 pagesCoalRamaOktavianNo ratings yet
- Daily Power Generation Report: Fuel ReceivedDocument10 pagesDaily Power Generation Report: Fuel ReceivedJacky KaruppaiahNo ratings yet
- Madhuban Coal Washery 1Document21 pagesMadhuban Coal Washery 1Prem Sagar Mishra100% (1)
- Cost Benefit Analysis of Washery RejectDocument4 pagesCost Benefit Analysis of Washery Rejectsheth_parag1No ratings yet
- Tuticorin Thermal Power PlantDocument13 pagesTuticorin Thermal Power PlantVamsiKrishnaNo ratings yet
- Coal Quality Issues and Options: DR Andrew Minchener OBEDocument10 pagesCoal Quality Issues and Options: DR Andrew Minchener OBEKhan Ahmed MuradNo ratings yet
- Coal CV 6000Document2 pagesCoal CV 6000AnGahBasHaNo ratings yet
- Coal Handling & TransportationDocument33 pagesCoal Handling & TransportationRohit AhujaNo ratings yet
- QuarryDocument11 pagesQuarryAdil KhanNo ratings yet
- D6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileDocument3 pagesD6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileAya100% (1)
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Viet Nam: Energy Sector Assessment, Strategy, and Road MapFrom EverandViet Nam: Energy Sector Assessment, Strategy, and Road MapNo ratings yet
- Guidelines For Energy Auditing of Coal & Ash Handling PlantsDocument32 pagesGuidelines For Energy Auditing of Coal & Ash Handling Plantsshruti001shahNo ratings yet
- Bab 2 - Coal Handling PlantDocument10 pagesBab 2 - Coal Handling PlantmasgrahaNo ratings yet
- Energy Audit and Energy Efficiency Improvement of Thermal Power PlantDocument47 pagesEnergy Audit and Energy Efficiency Improvement of Thermal Power PlantroyaladdictedNo ratings yet
- Points of Work Under EA at Cement PlantDocument13 pagesPoints of Work Under EA at Cement PlantPradeepNo ratings yet
- POwise Monthly Trend-153Document1 pagePOwise Monthly Trend-153MKPashaPashaNo ratings yet
- Mechanical Properties For Steel FastenersDocument7 pagesMechanical Properties For Steel FastenersepriyonoNo ratings yet
- Req 4 422108 0 enDocument2 pagesReq 4 422108 0 enMKPashaPashaNo ratings yet
- POwise Monthly Trend-812Document1 pagePOwise Monthly Trend-812MKPashaPashaNo ratings yet
- POwise Monthly Trend-205206207Document1 pagePOwise Monthly Trend-205206207MKPashaPashaNo ratings yet
- POwise Monthly Trend-102Document1 pagePOwise Monthly Trend-102MKPashaPashaNo ratings yet
- POwise Monthly Trend-405406407Document1 pagePOwise Monthly Trend-405406407MKPashaPashaNo ratings yet
- POwise Monthly Trend-812Document1 pagePOwise Monthly Trend-812MKPashaPashaNo ratings yet
- POwise Monthly Trend-405406407Document1 pagePOwise Monthly Trend-405406407MKPashaPashaNo ratings yet
- XClass - BrochureDocument25 pagesXClass - BrochureMKPashaPashaNo ratings yet
- POwise Monthly Trend-102Document1 pagePOwise Monthly Trend-102MKPashaPashaNo ratings yet
- GCCL ManualDocument26 pagesGCCL ManualMKPashaPashaNo ratings yet
- 01 - IP SOW Template v3.0Document26 pages01 - IP SOW Template v3.0MKPashaPashaNo ratings yet
- PDDDocument77 pagesPDDMKPashaPashaNo ratings yet
- GCCL ManualDocument26 pagesGCCL ManualMKPashaPashaNo ratings yet
- Design Manual WHADocument18 pagesDesign Manual WHAMKPashaPashaNo ratings yet
- AIS-Mechanical Maintenance ModuleDocument3 pagesAIS-Mechanical Maintenance ModuleMKPashaPashaNo ratings yet
- Testing and Repairing Festo and Numatics Valve StacksDocument13 pagesTesting and Repairing Festo and Numatics Valve StacksMKPashaPashaNo ratings yet
- Trainer Profile Detailed Course ContentsDocument12 pagesTrainer Profile Detailed Course ContentsMKPashaPashaNo ratings yet
- The Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisDocument10 pagesThe Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisMKPashaPashaNo ratings yet
- Chapter 11Document4 pagesChapter 11John Christian De LeonNo ratings yet
- Phase Diagrams: PT PTDocument5 pagesPhase Diagrams: PT PTRyan Tw ChoumingNo ratings yet
- KDD Series CatalogueDocument3 pagesKDD Series CatalogueIlyas Rangga RamadhanNo ratings yet
- Case 9Document2 pagesCase 9Chechaa PerezNo ratings yet
- Spaulding Lighting Tequesta (Square) Spec Sheet 1-83Document2 pagesSpaulding Lighting Tequesta (Square) Spec Sheet 1-83Alan Masters100% (1)
- Exercise AnswerDocument3 pagesExercise AnswerMaridjan WiwahaNo ratings yet
- Thermoplastic - WikipediaDocument5 pagesThermoplastic - Wikipediakirthi83No ratings yet
- Flexible Polyurethane Foam A PrimerDocument7 pagesFlexible Polyurethane Foam A PrimerirwanchemNo ratings yet
- PP Lined Pipe PDFDocument27 pagesPP Lined Pipe PDFNILADRI BHATTACHARYYANo ratings yet
- Untitled DocumentDocument3 pagesUntitled DocumentRoxan MoraNo ratings yet
- Not For Sale: Biosafety Cabinetry: Design, Construction, Performance, and Field CertificationDocument24 pagesNot For Sale: Biosafety Cabinetry: Design, Construction, Performance, and Field CertificationEmiNo ratings yet
- Engineering Metallurgy MM207 IIT Bombay Kashyap Sir Dislocation Grains Grain Boundary SlidesDocument97 pagesEngineering Metallurgy MM207 IIT Bombay Kashyap Sir Dislocation Grains Grain Boundary SlidesPratik BabhulkarNo ratings yet
- Sika Anchorfix 2 Pds enDocument7 pagesSika Anchorfix 2 Pds enHernawaty Chr SilalahiNo ratings yet
- Smart Memory Alloys: Asim RahimatpureDocument3 pagesSmart Memory Alloys: Asim RahimatpureKarneshwar SannamaniNo ratings yet
- Miniature Lamp GuideDocument3 pagesMiniature Lamp GuideKAZIMALI25No ratings yet
- 3 Methods of Determining Workability of ConcreteDocument4 pages3 Methods of Determining Workability of Concretesuryakantame100% (1)
- 19 - Engine - Cooling SystemDocument48 pages19 - Engine - Cooling Systemakmal15No ratings yet
- Dynagen 2014 SpecSheets ES52 PDFDocument2 pagesDynagen 2014 SpecSheets ES52 PDFBrianHaze100% (1)
- Ductless Fume Hood Brochure - FEB19Document2 pagesDuctless Fume Hood Brochure - FEB19Musz MusaNo ratings yet
- Rationale For The Design and Construction of This PlantDocument2 pagesRationale For The Design and Construction of This PlantLouis Alfred MendrosNo ratings yet
- 500kW BG Specs - Patruus IL6 TWIN PACK Biogas - 2 X 250 BGDocument7 pages500kW BG Specs - Patruus IL6 TWIN PACK Biogas - 2 X 250 BGbinstartedNo ratings yet
- Identify The Following: Cien 3090 Construction Materials & Testing Midterm ExamDocument1 pageIdentify The Following: Cien 3090 Construction Materials & Testing Midterm Examacurvz2005No ratings yet