You might also like
- Temporary Structures Construction GuideDocument8 pagesTemporary Structures Construction GuideVaishnavi SikchiNo ratings yet
- Group 9 - Shell StructuresDocument18 pagesGroup 9 - Shell StructuresAarohi SharmaNo ratings yet
- Gandhi NagarDocument55 pagesGandhi NagarSadia Husain100% (1)
- Passive Annual Heat StorageDocument4 pagesPassive Annual Heat StorageDanut CalugarNo ratings yet
- Modular Co OrdinationDocument37 pagesModular Co OrdinationShamika AyreNo ratings yet
- NauchandiDocument46 pagesNauchandiapexconNo ratings yet
- Case Study SARDAR PATEL GUJARAT CRICKET STADIUM AT MOTERADocument1 pageCase Study SARDAR PATEL GUJARAT CRICKET STADIUM AT MOTERARuchi SinglaNo ratings yet
- Hill ArchitectureDocument4 pagesHill ArchitectureShashi Kant SinghNo ratings yet
- CITY LEVEL PROJECTS FOR LADO SARAIDocument27 pagesCITY LEVEL PROJECTS FOR LADO SARAIajithNo ratings yet
- Adani Vidya Mandir: Architect: Apurva Amin Architects Location: Ahmedabad, Gujrat, IndiaDocument9 pagesAdani Vidya Mandir: Architect: Apurva Amin Architects Location: Ahmedabad, Gujrat, IndiaRUSHALI SRIVASTAVANo ratings yet
- Disaster Management Institute in BhubaneswarDocument9 pagesDisaster Management Institute in BhubaneswarSucharita NaikNo ratings yet
- BCM NotesDocument25 pagesBCM NotesAman AgrawalNo ratings yet
- Namaste Tower Case Study - Mumbai's 300m Mixed-Use SkyscraperDocument13 pagesNamaste Tower Case Study - Mumbai's 300m Mixed-Use SkyscraperTashi NorbuNo ratings yet
- 5.location of Utility Lines To Simplify MaintenanceDocument4 pages5.location of Utility Lines To Simplify Maintenancepriya dharshiniNo ratings yet
- Advance Services: Unit - 2 Electonic SystemsDocument49 pagesAdvance Services: Unit - 2 Electonic SystemsPratima Mahesh100% (1)
- Modular CoordinationDocument107 pagesModular Coordinationchamil_dananjayaNo ratings yet
- Repairs Dilapidations Waste and FixturesDocument22 pagesRepairs Dilapidations Waste and FixturesProf. Vandana Tiwari SrivastavaNo ratings yet
- Bhuj (Kutch, Gujarat) : Snehal Ramchandra Kamble Roll No-10 AicteDocument16 pagesBhuj (Kutch, Gujarat) : Snehal Ramchandra Kamble Roll No-10 Aictesnehal kambleNo ratings yet
- Intach: Architectural Conservation S8Document17 pagesIntach: Architectural Conservation S8NeerajaNo ratings yet
- Vegetation in MumbaiDocument4 pagesVegetation in MumbaiManali TalakeNo ratings yet
- Manjunath, Neelam PDFDocument17 pagesManjunath, Neelam PDFSaumya ShuklaNo ratings yet
- Factors Affecting The Growth of Prefabrication IndustryDocument2 pagesFactors Affecting The Growth of Prefabrication Industrykela vinesNo ratings yet
- Vocational Centre at KhurjaDocument45 pagesVocational Centre at KhurjaNAZEEF KHANNo ratings yet
- Floating Structures KeralaDocument70 pagesFloating Structures KeralaRadhika KhandelwalNo ratings yet
- Iim TrichyDocument6 pagesIim TrichyarunsharanNo ratings yet
- C A PerryDocument17 pagesC A PerryInfanta mary33% (3)
- Location:: Basant Lok Community Centre, New DelhiDocument3 pagesLocation:: Basant Lok Community Centre, New DelhiKartik KhannaNo ratings yet
- Comparative Economic Analysis of Low Rise High Rise BuildingDocument4 pagesComparative Economic Analysis of Low Rise High Rise BuildingJaskiratNo ratings yet
- CBRIDocument15 pagesCBRIMahek WadhwaniNo ratings yet
- Literature StudyDocument27 pagesLiterature StudyHaktasticDemonNo ratings yet
- ADSSDocument7 pagesADSSAr tejophaniNo ratings yet
- Anant Damodar Raje: - Born: - 1954: - 1957-1960Document43 pagesAnant Damodar Raje: - Born: - 1954: - 1957-1960prasannaNo ratings yet
- Prefab Joint DetailsDocument4 pagesPrefab Joint DetailsMAHAK GUPTANo ratings yet
- A Case Study On Underwater Construction: AbstractDocument5 pagesA Case Study On Underwater Construction: AbstractKB GovardhanNo ratings yet
- Laurie Baker's Low-Cost Building NormsDocument17 pagesLaurie Baker's Low-Cost Building NormsRohit TangriNo ratings yet
- LD Case StudyDocument23 pagesLD Case Studyshreenu211204No ratings yet
- Bhooshan Architects Mallikarjun Residence BangaloreDocument24 pagesBhooshan Architects Mallikarjun Residence BangaloreLabeeb HRtzNo ratings yet
- 2.panchkula - Live Case Study 1Document4 pages2.panchkula - Live Case Study 1Tarun KumarNo ratings yet
- Litreature Cluster HousingDocument2 pagesLitreature Cluster HousingGv AkhilNo ratings yet
- Nitesh HUB Curtain Wall Case StudyDocument10 pagesNitesh HUB Curtain Wall Case StudyAakansha DNo ratings yet
- One World Trade CenterDocument29 pagesOne World Trade CenterCha MendigorinNo ratings yet
- Unit 4 - Contemporary Examples Adopting Traditional Architectural Elements in RajasthanDocument39 pagesUnit 4 - Contemporary Examples Adopting Traditional Architectural Elements in RajasthanJeewanshu UttamNo ratings yet
- GRIHA AssessmentDocument4 pagesGRIHA AssessmentShreesh JagtapNo ratings yet
- BC PPT 8th Sem RepairDocument21 pagesBC PPT 8th Sem RepairAnonymous 9HmU9rmNo ratings yet
- Design Development: Project HighlightsDocument11 pagesDesign Development: Project HighlightsSoumia GuptaNo ratings yet
- Clock Shadow Building Achieves 50% Energy SavingsDocument11 pagesClock Shadow Building Achieves 50% Energy SavingsSuman100% (1)
- Chawls in MumbaiDocument2 pagesChawls in MumbaiShivangiTanna100% (1)
- Case Study Mahindra World City ChennaiDocument33 pagesCase Study Mahindra World City ChennaiGopi KrishnaNo ratings yet
- Building Byelaws: Architect Kamlesh P Mishra Professor, NSAP JaipurDocument35 pagesBuilding Byelaws: Architect Kamlesh P Mishra Professor, NSAP JaipurShubhamSachdevaNo ratings yet
- Case Study Management InstituteDocument30 pagesCase Study Management InstituteParidhi Goel100% (1)
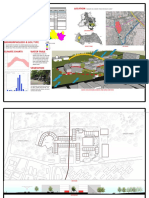
- Deependra Prasad - Pryavaran Bhavan PDFDocument37 pagesDeependra Prasad - Pryavaran Bhavan PDFAkanksha SinghNo ratings yet
- Urban Design Case Study - CBD Belapur Sector 15Document3 pagesUrban Design Case Study - CBD Belapur Sector 15Rutwik JoshiNo ratings yet
- Urban Design Studio Report - 2019Document96 pagesUrban Design Studio Report - 2019n22No ratings yet
- Structural Systems: Lamella DomesDocument19 pagesStructural Systems: Lamella DomesMohammad KHNo ratings yet
- Professional Practice: Assignment - 1Document18 pagesProfessional Practice: Assignment - 1Sonali SinghNo ratings yet
- Transition SpacesDocument22 pagesTransition SpacessagrikakhandkaNo ratings yet
- Laurie Baker (Document2 pagesLaurie Baker (Chitrarth GargNo ratings yet
- Dipshikha Meti SchoolDocument13 pagesDipshikha Meti SchoolNasrinNaharTuliNo ratings yet
- Unit-4 (Dulal Mukherjee, Chandavarkar, Thacker Et Al)Document21 pagesUnit-4 (Dulal Mukherjee, Chandavarkar, Thacker Et Al)Ankit SharmaNo ratings yet
- Library Study ON Commercial Building: Presented by Aditya Gupta Aryo Das Aman Kumar Sanyam JainDocument36 pagesLibrary Study ON Commercial Building: Presented by Aditya Gupta Aryo Das Aman Kumar Sanyam JainADITYA GUPTANo ratings yet
- Agra Fort - Architectural Marvel of the Mughal EmpireDocument26 pagesAgra Fort - Architectural Marvel of the Mughal EmpireRaj DarwinNo ratings yet
- Escalators and TavelatorsDocument18 pagesEscalators and TavelatorsSadia HusainNo ratings yet
- Fire ProtectionDocument25 pagesFire ProtectionSadia HusainNo ratings yet
- FlooringDocument20 pagesFlooringSadia Husain100% (1)
- New Delhi Town PlanningDocument36 pagesNew Delhi Town PlanningSadia HusainNo ratings yet
- Submitted by - : Sadia Husain B.Arch (B) 3 Year, 6 Semester: RD THDocument17 pagesSubmitted by - : Sadia Husain B.Arch (B) 3 Year, 6 Semester: RD THSadia HusainNo ratings yet
- Sond Proof ConstructionDocument22 pagesSond Proof ConstructionSadia HusainNo ratings yet
- Ebenezer HowardDocument29 pagesEbenezer HowardSadia Husain0% (1)
- Sound Design and Acoustic Treatment in Multiplex Cinemas/TITLEDocument20 pagesSound Design and Acoustic Treatment in Multiplex Cinemas/TITLESadia Husain100% (1)
- Final Viva PrintDocument14 pagesFinal Viva PrintSadia HusainNo ratings yet
- Estimation and Costing BN Datta CH 1 and 2Document31 pagesEstimation and Costing BN Datta CH 1 and 2Shubham Soni88% (42)
- Case Study of Absolute TowerDocument0 pagesCase Study of Absolute TowerSadia HusainNo ratings yet
- Postmodern ArchitectureDocument19 pagesPostmodern ArchitectureSadia HusainNo ratings yet
- Famous QuotesDocument19 pagesFamous QuotesSadia HusainNo ratings yet
- 3 3 6-HvacDocument18 pages3 3 6-HvacRavi KumarNo ratings yet
- Modern Architecture Origins & ImpactsDocument38 pagesModern Architecture Origins & ImpactsSadia HusainNo ratings yet
- Illumination FundDocument48 pagesIllumination FundAbhijeet Chaudhari100% (2)
- Modernization: Modern Architecture Is Generally Characterized by Simplification of Form and An Absence of AppliedDocument40 pagesModernization: Modern Architecture Is Generally Characterized by Simplification of Form and An Absence of AppliedSadia HusainNo ratings yet
- EarthingDocument43 pagesEarthingJothimanikkam SomasundaramNo ratings yet
- Flowering Trees CowenDocument97 pagesFlowering Trees CowenzzmehulNo ratings yet
- Seminar On Temporary ConstructionDocument10 pagesSeminar On Temporary ConstructionSadia HusainNo ratings yet
- EarthingDocument43 pagesEarthingJothimanikkam SomasundaramNo ratings yet
- Fabrics and Window TreatmentsDocument92 pagesFabrics and Window TreatmentsSadia HusainNo ratings yet
- Principle of Design (Landscaping)Document6 pagesPrinciple of Design (Landscaping)Sadia HusainNo ratings yet
- Principle of Design (Landscaping)Document6 pagesPrinciple of Design (Landscaping)Sadia HusainNo ratings yet
- Manual de Autocad BasicoDocument17 pagesManual de Autocad Basicoinfected521No ratings yet
- Uplift Pressure Under Basement Floor in High Water TableDocument5 pagesUplift Pressure Under Basement Floor in High Water TableGiri WakshanNo ratings yet
- Sw211 Concrete Collar For PipeDocument1 pageSw211 Concrete Collar For PipeGuillermo TorresNo ratings yet
- Ongoing Nabard 20-7-2020Document13 pagesOngoing Nabard 20-7-2020NehaSharmaNo ratings yet
- Eurocode 4 Design Composite Steel Concrete Structures PDFDocument2 pagesEurocode 4 Design Composite Steel Concrete Structures PDFGuyNo ratings yet
- Precast and Prestressed Folded Plate SlabsDocument10 pagesPrecast and Prestressed Folded Plate SlabsMuna ChiNo ratings yet
- Costco WHS Bid Invite E Lansing MI 02 08 17Document1 pageCostco WHS Bid Invite E Lansing MI 02 08 17LansingStateJournalNo ratings yet
- RATE ANALYSIS FOR STONE MASONRYDocument17 pagesRATE ANALYSIS FOR STONE MASONRYrajendraNo ratings yet
- WBSDocument4 pagesWBSkishia mae ornillaNo ratings yet
- Framing and Building BasicsDocument19 pagesFraming and Building BasicsDurgaPrasadKrishnaNo ratings yet
- TEXTDocument3 pagesTEXTahmad zackNo ratings yet
- Introducing Two Most Common Types of Shear Walls and Their Construction MethodsDocument6 pagesIntroducing Two Most Common Types of Shear Walls and Their Construction MethodsVictor OmotoriogunNo ratings yet
- Database Csa DasDocument316 pagesDatabase Csa DasMicah Marcon100% (1)
- Renaissance in ItalyDocument33 pagesRenaissance in ItalyMai Verdadero Calino100% (1)
- Ibrahim Mosaad Elgohary: ProfileDocument5 pagesIbrahim Mosaad Elgohary: ProfilePhilip RichNo ratings yet
- PIXELADODocument51 pagesPIXELADOMarianaNo ratings yet
- ST Paul S CathedralDocument15 pagesST Paul S CathedralJackson ToomeyNo ratings yet
- Steel To Concrete Fasteners: Exclusive To Blacks Fasteners. Let's Stick Together!Document1 pageSteel To Concrete Fasteners: Exclusive To Blacks Fasteners. Let's Stick Together!timur sibaevNo ratings yet
- BuildingDocument28 pagesBuildingGnetum GnemonNo ratings yet
- Black Decker The Complete Guide To BathroomsDocument259 pagesBlack Decker The Complete Guide To BathroomsAlecioSM78% (9)
- Philippine Manpower and Equipment Productivity Ratio: Philcon PricesDocument6 pagesPhilippine Manpower and Equipment Productivity Ratio: Philcon PricesGueanne ConsolacionNo ratings yet
- Scope of work checklist for modular construction projectDocument10 pagesScope of work checklist for modular construction projectVanshika DograNo ratings yet
- High Rise Facades: Design and Installation GuideDocument60 pagesHigh Rise Facades: Design and Installation GuidealfieNo ratings yet
- Building The PastDocument19 pagesBuilding The PastSophiaNo ratings yet
- The Development of Reinforced MasonryDocument28 pagesThe Development of Reinforced MasonryHans Hans SadzNo ratings yet
- Vendor ListDocument5 pagesVendor ListJim HamiltonNo ratings yet
- Building VocabularyDocument23 pagesBuilding VocabularySyed SadzNo ratings yet
- Bank BuildingDocument47 pagesBank BuildingVijay GanapathyNo ratings yet
- 2.1 Daylighting H3Document18 pages2.1 Daylighting H3RajendranbehappyNo ratings yet
- Evolution of Islamic Geometric Patterns PDFDocument9 pagesEvolution of Islamic Geometric Patterns PDFSaw Tun Lynn100% (1)