You might also like
- AVU Critical EquipmentsDocument55 pagesAVU Critical EquipmentsmujeebtalibNo ratings yet
- DCU HeaterDocument46 pagesDCU Heatermujeebtalib100% (2)
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectTarek Fawzy100% (1)
- FW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginDocument58 pagesFW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginBharavi K S100% (2)
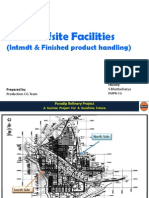
- Offsite FacilitiesDocument44 pagesOffsite FacilitiesmujeebtalibNo ratings yet
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 pagesHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNo ratings yet
- Delayed Coking UnitDocument27 pagesDelayed Coking Unitstunningmanju50% (2)
- Heat ExchangerDocument12 pagesHeat ExchangeremergingengineerNo ratings yet
- FCC GCU Stripper RevampDocument5 pagesFCC GCU Stripper RevampRavi NookalaNo ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- T Basak AromaticsDocument41 pagesT Basak AromaticsDP PurwadiNo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- Sulfur RecoveryDocument12 pagesSulfur RecoverySrhosseini3100% (2)
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- 13 KEROSENE MEROX PROCEDURE LatestDocument7 pages13 KEROSENE MEROX PROCEDURE LatestMuhammadNo ratings yet
- Crude Distillation PosterDocument1 pageCrude Distillation Postervivek_rec100% (1)
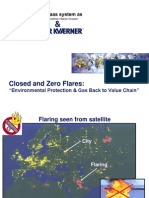
- Zero FlareDocument9 pagesZero FlareJohn RongNo ratings yet
- Fluid Catalytic CrackingDocument16 pagesFluid Catalytic Crackingbubalazi100% (1)
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Relief ValvesDocument128 pagesRelief Valvesvasudev palaganiNo ratings yet
- Revamping For ULSD ProductionDocument8 pagesRevamping For ULSD Productionsam josephNo ratings yet
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODocument7 pagesDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNo ratings yet
- Uop Benfield Datasheet PDFDocument2 pagesUop Benfield Datasheet PDFArya YudistiraNo ratings yet
- Hydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021Document13 pagesHydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021achraf ahassanNo ratings yet
- Fired HeatersDocument19 pagesFired HeatersCelestine OzokechiNo ratings yet
- DHDS ProcessDocument9 pagesDHDS ProcessSandeep ChallaNo ratings yet
- Fundamentals of Refining Products and PropertiesDocument46 pagesFundamentals of Refining Products and Propertiesmujeebtalib100% (1)
- Unit 042 CCR Presentation Very GoodDocument29 pagesUnit 042 CCR Presentation Very GoodNguyễn Ngọc Tưởng100% (1)
- 8752.chapter 11 (Packed Column)Document32 pages8752.chapter 11 (Packed Column)AnaBelenMedranoBarrientosNo ratings yet
- DCU Trainingfor New EngineersDocument44 pagesDCU Trainingfor New EngineersDipankar Phukan50% (2)
- 6 Crude Oil RefiningDocument57 pages6 Crude Oil RefiningAkashNo ratings yet
- Gas Treatment SLDocument68 pagesGas Treatment SLwahyuriansyahNo ratings yet
- Fluid Catalytic Cracking Unit (FCCU)Document1 pageFluid Catalytic Cracking Unit (FCCU)Billy BlinksNo ratings yet
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocument20 pagesDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaNo ratings yet
- 10a-Field Evaluation of Heaters ModDocument24 pages10a-Field Evaluation of Heaters ModTissa1969No ratings yet
- Hydro ProcessingDocument24 pagesHydro Processingjeygar12No ratings yet
- Coker ArticleDocument6 pagesCoker Articlepersonalmail_20011078100% (1)
- Crude DistillationDocument35 pagesCrude DistillationraisNo ratings yet
- NGLDocument6 pagesNGLAlberto Fonseca UribeNo ratings yet
- Refining Process-AlkylationDocument20 pagesRefining Process-AlkylationTusenkrishNo ratings yet
- Entrainment Issues in Vacuum ColumnDocument10 pagesEntrainment Issues in Vacuum Columnvinay26guptaNo ratings yet
- Shell White - VDU UpgradeDocument16 pagesShell White - VDU Upgradesachins1318No ratings yet
- B.Harish - U20CH113 Keerthan - U20CH103 Prem - U20CH043 Ravi - U20CH097 Chaitanya - U20CH091 Syam - U20CH093 Sai Ganesh - U20CH108 Vivek - U20CH068Document50 pagesB.Harish - U20CH113 Keerthan - U20CH103 Prem - U20CH043 Ravi - U20CH097 Chaitanya - U20CH091 Syam - U20CH093 Sai Ganesh - U20CH108 Vivek - U20CH068Gundeti saireddyNo ratings yet
- Hydrocarbon Recovery v1 0Document39 pagesHydrocarbon Recovery v1 0Adam ShandyNo ratings yet
- Desalter EfficiencyDocument3 pagesDesalter Efficiencykronos39zeusNo ratings yet
- Ammonia Equvments DrawingDocument43 pagesAmmonia Equvments DrawingSaad KhanNo ratings yet
- Cdu Presentation 13 07 2010Document38 pagesCdu Presentation 13 07 2010mujeebmeharNo ratings yet
- 8 HydrotreatingDocument31 pages8 HydrotreatingAmroKasht100% (2)
- Reforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanDocument17 pagesReforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanSaleem ChohanNo ratings yet
- Achieve Optimal Heat Recovery in A Kettle ExchangerDocument2 pagesAchieve Optimal Heat Recovery in A Kettle ExchangerbehnamhfNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- 15 - Pub All Process For Coke DelayedDocument24 pages15 - Pub All Process For Coke DelayedaquiestoytambienNo ratings yet
- An Overview of DCU PDFDocument42 pagesAn Overview of DCU PDFkamelNo ratings yet
- Presentations Oil Refinery ProcessesDocument36 pagesPresentations Oil Refinery ProcessesGururaj SreepatharaoNo ratings yet
- Oil Refinery ProcessesDocument36 pagesOil Refinery ProcessesФранческо ЛеньямеNo ratings yet
- 05 - LupionDocument69 pages05 - LupionCSNo ratings yet
- Dry Quenching of Hot Coke - IspatGuruDocument10 pagesDry Quenching of Hot Coke - IspatGurukaustavNo ratings yet
- Primitive Checkpoints Before Login Into E-Tendering Portal: TroubleshootingDocument5 pagesPrimitive Checkpoints Before Login Into E-Tendering Portal: TroubleshootingmujeebtalibNo ratings yet
- Introduction To Storage Tanks & Tank InternalsDocument40 pagesIntroduction To Storage Tanks & Tank Internalsmujeebtalib80% (5)
- Introduction To Heat ExchangersDocument44 pagesIntroduction To Heat ExchangersmujeebtalibNo ratings yet
- Theory of CompressorsDocument43 pagesTheory of Compressorsmujeebtalib100% (3)
- Pump Regular ChecksDocument3 pagesPump Regular ChecksmujeebtalibNo ratings yet
- Paradeep Refinery Project: A Sunrise Project For A Sunshine FutureDocument79 pagesParadeep Refinery Project: A Sunrise Project For A Sunshine Futuremujeebtalib50% (2)
- Furnace Start-Up and ShutdownDocument47 pagesFurnace Start-Up and Shutdownmujeebtalib100% (3)
- Hazards in A RefineryDocument25 pagesHazards in A Refinerymujeebtalib100% (1)
- Generator Operation and ProtectionDocument52 pagesGenerator Operation and Protectionmujeebtalib100% (4)
- Fire TriangleDocument50 pagesFire TrianglemujeebtalibNo ratings yet
- Field InstrumentationDocument89 pagesField Instrumentationmujeebtalib100% (6)
- Oil SPill ManagementDocument39 pagesOil SPill Managementmujeebtalib100% (4)
- Handling of Hazardous Chemicals: Haldia RefineryDocument34 pagesHandling of Hazardous Chemicals: Haldia RefinerymujeebtalibNo ratings yet
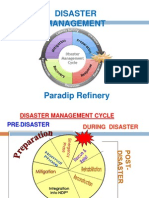
- Disaster ManagementDocument39 pagesDisaster ManagementmujeebtalibNo ratings yet
- Pump BasicsDocument54 pagesPump BasicsmujeebtalibNo ratings yet
- Coker Ball Valve of Velan PDFDocument8 pagesCoker Ball Valve of Velan PDFmujeebtalibNo ratings yet
- Generator Operation and ProtectionDocument52 pagesGenerator Operation and Protectionmujeebtalib100% (4)
- GT PresentaionDocument98 pagesGT Presentaionmujeebtalib100% (5)
- Physical Properties:: Haldia RefineryDocument43 pagesPhysical Properties:: Haldia Refinerymujeebtalib100% (3)
- Aum Shree Sainathaya NamahDocument52 pagesAum Shree Sainathaya NamahmujeebtalibNo ratings yet
- Electrical SafetyDocument58 pagesElectrical Safetymujeebtalib100% (5)
- Tank OperationDocument18 pagesTank Operationmujeebtalib100% (1)
- Use of Personal Protective Equipments: Manoj Kr. Ray SM (F&S)Document33 pagesUse of Personal Protective Equipments: Manoj Kr. Ray SM (F&S)mujeebtalibNo ratings yet
- Fundamentals of DistillationDocument51 pagesFundamentals of DistillationmujeebtalibNo ratings yet
- Fundamentals of Refining Products and PropertiesDocument46 pagesFundamentals of Refining Products and Propertiesmujeebtalib100% (1)
- Captive Power Plant - Encon Measures: A Sunrise Project For A Sunshine FutureDocument20 pagesCaptive Power Plant - Encon Measures: A Sunrise Project For A Sunshine Futuremujeebtalib100% (1)
- Paradeep Refinery Project: A Sunrise Project For A Sunshine FutureDocument35 pagesParadeep Refinery Project: A Sunrise Project For A Sunshine Futuremujeebtalib80% (5)
- Tugas PPM Deny Saputro Arifin 113170039Document9 pagesTugas PPM Deny Saputro Arifin 113170039Vira IrnandaNo ratings yet
- EAS 410-2005 - Dumu ZAS Mabati - decryptedKLRDocument11 pagesEAS 410-2005 - Dumu ZAS Mabati - decryptedKLRPEng. Tech. Alvince KoreroNo ratings yet
- Sample Leak Testing Report For Ast TankDocument1 pageSample Leak Testing Report For Ast TankArimoro Cyril Obuse43% (7)
- Algal Bio PlasticsDocument4 pagesAlgal Bio PlasticsBala JiNo ratings yet
- Montagehandbuch Geschl en FinalDocument68 pagesMontagehandbuch Geschl en FinalgamalNo ratings yet
- Corrosion Lecture ManchesterDocument88 pagesCorrosion Lecture ManchesterAli AbbasovNo ratings yet
- Changshu Walsin Specialty Steel Co., LTD: Company ProfileDocument1 pageChangshu Walsin Specialty Steel Co., LTD: Company ProfileHarish KrishnamoorthyNo ratings yet
- Knurling On CNC Lathes - 275: J3 SI S5Si 5Document63 pagesKnurling On CNC Lathes - 275: J3 SI S5Si 5Cecep Devi NugrahaNo ratings yet
- Case Study Story Line SVT May 23 Gema QuintanillaDocument25 pagesCase Study Story Line SVT May 23 Gema QuintanillaPearl NarangNo ratings yet
- B-s1 D0-Certificate Ems 1509Document5 pagesB-s1 D0-Certificate Ems 1509zlatkokrsicNo ratings yet
- Powder 1Document84 pagesPowder 1Nyanda MadiliNo ratings yet
- Ekstraksi: Riani Ayu Lestari, M. EngDocument42 pagesEkstraksi: Riani Ayu Lestari, M. EngNathaliaSihombingNo ratings yet
- HSE Guide For Hot Tapping Part 1-13Document4 pagesHSE Guide For Hot Tapping Part 1-13abhisheknharanghat100% (1)
- Paper Material Balanceand Energy Balance Analysisfor SyngasDocument7 pagesPaper Material Balanceand Energy Balance Analysisfor SyngasXtylish RajpootNo ratings yet
- Hook Pallet Capacity CalculationDocument2 pagesHook Pallet Capacity CalculationrustamriyadiNo ratings yet
- Activity 2 - Erika Liliana Verdugo Aguilar.Document3 pagesActivity 2 - Erika Liliana Verdugo Aguilar.Erika AguilarNo ratings yet
- Pre-Filled Syringe Failure Analysis Using Abaqus/Standard 2011Document3 pagesPre-Filled Syringe Failure Analysis Using Abaqus/Standard 2011SIMULIACorpNo ratings yet
- Sheet Metal Forming PDFDocument8 pagesSheet Metal Forming PDFAlpha WolfNo ratings yet
- Sheet Rolling Machine - SynopsisDocument8 pagesSheet Rolling Machine - SynopsisTanviNo ratings yet
- Materials Properties Handbook Titanium Alloys CompressDocument788 pagesMaterials Properties Handbook Titanium Alloys CompressJordan PowellNo ratings yet
- HVAC Design-Manual-2012Document12 pagesHVAC Design-Manual-2012lheo cayabasNo ratings yet
- Spot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesDocument9 pagesSpot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesAmin MojiriNo ratings yet
- Technical Specifications-CombinedDocument12 pagesTechnical Specifications-CombinedsaravananNo ratings yet
- Larbalestier 2001 NatureDocument10 pagesLarbalestier 2001 NatureComissãodeFormaturaNo ratings yet
- HRF 669ffa SP (04 09 27)Document5 pagesHRF 669ffa SP (04 09 27)yayayalNo ratings yet
- SCN0046 P410 MSZDocument2 pagesSCN0046 P410 MSZCristian ChiruNo ratings yet
- Pressure and Temperature Chart of Ammonia - I NH Sub 3 Sub IDocument4 pagesPressure and Temperature Chart of Ammonia - I NH Sub 3 Sub Inishant361No ratings yet
- Optiflue InstallationDocument8 pagesOptiflue Installationjbloggs2007No ratings yet
- Pavement DesignDocument598 pagesPavement Designaby_abraham5005100% (4)
- Gambar Sistem Proses 03Document5 pagesGambar Sistem Proses 03Novianti NoviNo ratings yet