You might also like
- Codigos de Falla ActrosDocument84 pagesCodigos de Falla ActrosFabio Bernardo Castro Pietroboni88% (128)
- Informe Mantenimiento Preventivo Camion Grua 5 Ton Nissan Condo LiviguiDocument5 pagesInforme Mantenimiento Preventivo Camion Grua 5 Ton Nissan Condo LiviguiHector Dongo ArrayanNo ratings yet
- Cotizacion MontacargaDocument1 pageCotizacion MontacargaHector Dongo ArrayanNo ratings yet
- Informe de Desmontaje de Motor y Componentes Motor AbiertoDocument8 pagesInforme de Desmontaje de Motor y Componentes Motor AbiertoHector Dongo Arrayan67% (3)
- Informe de maquinaria Parker CA900EDocument15 pagesInforme de maquinaria Parker CA900EHector Dongo ArrayanNo ratings yet
- Informe de maquinaria Parker CA900EDocument15 pagesInforme de maquinaria Parker CA900EHector Dongo ArrayanNo ratings yet
- Informe de Pruebas y Evaluacion de Aftecooler y Enfriador de Aceite Cummins N14Document5 pagesInforme de Pruebas y Evaluacion de Aftecooler y Enfriador de Aceite Cummins N14Hector Dongo ArrayanNo ratings yet
- Informe de PM1 Mixer FotonDocument6 pagesInforme de PM1 Mixer FotonHector Dongo ArrayanNo ratings yet
- Mercedes Benz Actros MP IIDocument103 pagesMercedes Benz Actros MP IIMario Gonzáles50% (6)
- Mantenimiento minivan HaimaDocument4 pagesMantenimiento minivan HaimaHector Dongo ArrayanNo ratings yet
- Informe de Reparacion de Motor ISM CumminsDocument9 pagesInforme de Reparacion de Motor ISM CumminsHector Dongo ArrayanNo ratings yet
- Informe de Reparacion de Motor ISM CumminsDocument9 pagesInforme de Reparacion de Motor ISM CumminsHector Dongo ArrayanNo ratings yet
- Practica Circuito EscaleraDocument5 pagesPractica Circuito Escaleraeder mogollonNo ratings yet
- Informe Tecnico Mantenimiento Retroexcavadora CAT 420EDocument1 pageInforme Tecnico Mantenimiento Retroexcavadora CAT 420EHector Dongo ArrayanNo ratings yet
- Servicio Reparación de Silenciador de Grupo ElectrógenoDocument1 pageServicio Reparación de Silenciador de Grupo ElectrógenoHector Dongo ArrayanNo ratings yet
- Restauracion y Pintado de Cajon Porta Herramientas SkrentalDocument1 pageRestauracion y Pintado de Cajon Porta Herramientas SkrentalHector Dongo ArrayanNo ratings yet
- 01 GR Matarani PDFDocument1 page01 GR Matarani PDFHector Dongo ArrayanNo ratings yet
- CV Hector DongoDocument16 pagesCV Hector DongoHector Dongo ArrayanNo ratings yet
- Carta Autorizacion Personal Servicios Green Power EIRLDocument1 pageCarta Autorizacion Personal Servicios Green Power EIRLHector Dongo ArrayanNo ratings yet
- Cotizacion RADIADORDocument1 pageCotizacion RADIADORHector Dongo ArrayanNo ratings yet
- Jyh Palaco Cotizacion 0266 - 2Document1 pageJyh Palaco Cotizacion 0266 - 2Hector Dongo ArrayanNo ratings yet
- 01 GR Matarani PDFDocument1 page01 GR Matarani PDFHector Dongo ArrayanNo ratings yet
- Repuestos Jhon Deere 4024tf270Document1 pageRepuestos Jhon Deere 4024tf270Hector Dongo ArrayanNo ratings yet
- Repuestos Jhon Deere 4024TF270 PDFDocument1 pageRepuestos Jhon Deere 4024TF270 PDFHector Dongo Arrayan100% (1)
- AA10263 Caja de GrillasDocument20 pagesAA10263 Caja de GrillasHector Dongo Arrayan100% (2)
- Anaquel de Herramientas Usada Como Almacen de Insumos y Consumibles.Document2 pagesAnaquel de Herramientas Usada Como Almacen de Insumos y Consumibles.Hector Dongo ArrayanNo ratings yet
- Informe Cambio de Motor Nuevo Minivan LiviguiDocument7 pagesInforme Cambio de Motor Nuevo Minivan LiviguiHector Dongo ArrayanNo ratings yet
- Presup 545-040-17 Servicio de Fabricación de Gabinete para AlmacenDocument1 pagePresup 545-040-17 Servicio de Fabricación de Gabinete para AlmacenHector Dongo ArrayanNo ratings yet
- 01 GR Matarani PDFDocument1 page01 GR Matarani PDFHector Dongo ArrayanNo ratings yet
- File PDFDocument1 pageFile PDFHector Dongo ArrayanNo ratings yet
- SCTR JulioDocument1 pageSCTR Juliowalter medranoNo ratings yet
- f001-245 - Servicios GP E.I.R.Document1 pagef001-245 - Servicios GP E.I.R.Hector Dongo ArrayanNo ratings yet
- Base Comun de Aprendizajes EsencialesDocument23 pagesBase Comun de Aprendizajes Esencialesclaribalte100% (2)
- Estrategias Pedagógicas Que Favorecen El Aprendizaje de Niñas y Niños de 0 A 6 Años de Edad en Villavicencio-ColombiaDocument18 pagesEstrategias Pedagógicas Que Favorecen El Aprendizaje de Niñas y Niños de 0 A 6 Años de Edad en Villavicencio-ColombiaClaudia Ballesteros Aranda100% (1)
- 10VRA-FR-031-Sílabo Versión 2.0 - Emprendimiento y Marketing DigitalDocument23 pages10VRA-FR-031-Sílabo Versión 2.0 - Emprendimiento y Marketing DigitalClaudio Ibarra RiosNo ratings yet
- INTRODUCCIÓN A LOS Proceso-ProductivosDocument26 pagesINTRODUCCIÓN A LOS Proceso-ProductivosJohairaNo ratings yet
- Manual MiAsistenciaDocument4 pagesManual MiAsistenciavgarciafebres.clNo ratings yet
- Amplificador Hi-Fi CompletoDocument19 pagesAmplificador Hi-Fi CompletoAnyersonNo ratings yet
- Desarrollo Tesis Unmsm JhonDocument96 pagesDesarrollo Tesis Unmsm JhonNapasa SarceNo ratings yet
- Creación de documentos y presentaciones con Word y PowerPointDocument2 pagesCreación de documentos y presentaciones con Word y PowerPointhffllNo ratings yet
- Estudio de Métodos y Cómo Se Hace en 8 EtapasDocument8 pagesEstudio de Métodos y Cómo Se Hace en 8 EtapasDaniel BarrenoNo ratings yet
- 21.ccna4 Isdn DDRDocument57 pages21.ccna4 Isdn DDRNomynNo ratings yet
- Informe de VideoconferenciaDocument11 pagesInforme de VideoconferenciaSusanHKNo ratings yet
- 5 Aplicaciones UmlDocument29 pages5 Aplicaciones UmlJonathan LavayenNo ratings yet
- BASSBOSS SSP218 Subwoofer Amplificado Hoja de SpecsDocument4 pagesBASSBOSS SSP218 Subwoofer Amplificado Hoja de SpecsRey AlvarezNo ratings yet
- CuestionarioDocument4 pagesCuestionarioAngie Julieth Riaño MirandaNo ratings yet
- Carta de DERECHO de PETICIONDocument3 pagesCarta de DERECHO de PETICIONPalencia GabrielaNo ratings yet
- Detector de MetalesDocument2 pagesDetector de Metalesblack rock shooterNo ratings yet
- Desarrollo Tecnológico de La ElectricidadDocument5 pagesDesarrollo Tecnológico de La ElectricidadAndy IrausquinNo ratings yet
- IE AP03 AA4 EV05 Ingles Conversacion Gustos Intereses PreferenciasDocument4 pagesIE AP03 AA4 EV05 Ingles Conversacion Gustos Intereses PreferenciasJimmy Washington Ortega Rodriguez0% (1)
- Guía de Aprendizaje N°1Document14 pagesGuía de Aprendizaje N°1César Francisco Tuya GamarraNo ratings yet
- Edwin Sanchez Introduccion A La Investigacion OperativaDocument7 pagesEdwin Sanchez Introduccion A La Investigacion OperativaEdwin SánchezNo ratings yet
- Norma para La Autorización de Levantamientos Aéreos y Exploraciones Geográficas en El Territorio NacionalDocument5 pagesNorma para La Autorización de Levantamientos Aéreos y Exploraciones Geográficas en El Territorio NacionalAdanely Bernardino GonzálezNo ratings yet
- KCSD U3 A2 RRR5Document4 pagesKCSD U3 A2 RRR5CELNo ratings yet
- Vidaurre Arturo EA3Document6 pagesVidaurre Arturo EA3Arturo Vidaurre HuárocNo ratings yet
- Currã - Culum Jesus Flores 2021 ChileDocument2 pagesCurrã - Culum Jesus Flores 2021 ChileIVONNE DELGADONo ratings yet
- Gestion Recursos Hidricos. Iiap..Document28 pagesGestion Recursos Hidricos. Iiap..KARLA SULLCA DE SOUZANo ratings yet
- Resistencia y Fuerza de Corte Materiales PDFDocument52 pagesResistencia y Fuerza de Corte Materiales PDFCarlos Eduardo DuqueNo ratings yet
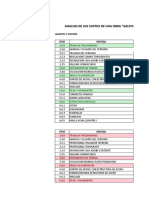
- Analissis de Los Costos de Una ObraDocument4 pagesAnalissis de Los Costos de Una ObraAnonymous PVVhnUcbNo ratings yet
- Ensayos de CamperaDocument10 pagesEnsayos de CamperaFernando ChavesNo ratings yet