You might also like
- Mark-Bass - Little-Mark III. Service ManualDocument10 pagesMark-Bass - Little-Mark III. Service Manualgermie100% (1)
- Enviando MOTOR MAZDA Hyster-897477-02-01-Srm0496 PDFDocument38 pagesEnviando MOTOR MAZDA Hyster-897477-02-01-Srm0496 PDFPedro Carvalho100% (2)
- The Indexing or Dividing HeadDocument58 pagesThe Indexing or Dividing HeadC.E. Ishmeet SinghNo ratings yet
- Dividing HeadDocument40 pagesDividing HeadChristopher Ruben100% (3)
- Machining Processes Used To Produce Various Shapes: MillingDocument28 pagesMachining Processes Used To Produce Various Shapes: MillingSuleiman SaidNo ratings yet
- Catalogue Complet 2013 PDFDocument591 pagesCatalogue Complet 2013 PDFvisibilart100% (1)
- Indexing in MillingDocument32 pagesIndexing in MillingDevarakonda Kondayya50% (2)
- 7118-0244 Ilizarov - TSF Pocket Ref ChartDocument12 pages7118-0244 Ilizarov - TSF Pocket Ref ChartFlorin MacarieNo ratings yet
- 90-1 Rotary Table GuideDocument5 pages90-1 Rotary Table GuidehdquanNo ratings yet
- 02 Dividing Head 1Document22 pages02 Dividing Head 1farid said errahmaniNo ratings yet
- The Indexing or Dividing Head For Milling MachineDocument4 pagesThe Indexing or Dividing Head For Milling MachineDion Adi PutraNo ratings yet
- Use of Dividing HeadDocument20 pagesUse of Dividing Headajs_pto3117No ratings yet
- Dividing HeadDocument8 pagesDividing HeadBhobz 1135No ratings yet
- 07 Dividing Head of A MillingDocument8 pages07 Dividing Head of A MillingkabbirhossainNo ratings yet
- Geometry of Twist DrillDocument15 pagesGeometry of Twist Drillbest4reverNo ratings yet
- Drilling Machine & ReamersDocument42 pagesDrilling Machine & ReamersSomenath RahaNo ratings yet
- DIN 69871 enDocument69 pagesDIN 69871 enalphatoolsNo ratings yet
- C9 - GrindingDocument7 pagesC9 - GrindingHans PinonNo ratings yet
- AFIADORA DE BROCAS - Manual de InstruçãoDocument8 pagesAFIADORA DE BROCAS - Manual de InstruçãolccortesNo ratings yet
- Pc. Tap and Die Set: Operator'S ManualDocument8 pagesPc. Tap and Die Set: Operator'S Manualvirk_70No ratings yet
- Tool & Cutter GrinderDocument64 pagesTool & Cutter GrinderAFIFAHZABIDI ZABIDINo ratings yet
- PPTs On Milling Cutters and Twist DrillDocument30 pagesPPTs On Milling Cutters and Twist DrillTulsi ChouhanNo ratings yet
- Benchworking StudyDocument100 pagesBenchworking StudyBrianRuaroNo ratings yet
- 5.1 Chordal Tooth Thickness MeasurementDocument20 pages5.1 Chordal Tooth Thickness Measurementsharma RISHINo ratings yet
- Stacking Tool InstructionsDocument8 pagesStacking Tool InstructionsSonia SantamaríaNo ratings yet
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNo ratings yet
- Gun Drill Sharpening Fixture - LIT-079Document2 pagesGun Drill Sharpening Fixture - LIT-079Ron Biggs100% (1)
- Tapping ChucksDocument14 pagesTapping ChucksDHAMODHARANNo ratings yet
- Lathe Alignment: by Tubal CainDocument7 pagesLathe Alignment: by Tubal CainmarkschooleyNo ratings yet
- Broaches - Basic CharacteristicDocument5 pagesBroaches - Basic CharacteristicDhan CNo ratings yet
- Sinowon 3D Video Measuring Machine VMM-P Operation ManualDocument12 pagesSinowon 3D Video Measuring Machine VMM-P Operation ManualJohnny DaiNo ratings yet
- Titanium DRILLINGDocument50 pagesTitanium DRILLINGDome StoiNo ratings yet
- Nomenclatures of Single Point Cutting Tool Using Tool Makers MicroscopeDocument7 pagesNomenclatures of Single Point Cutting Tool Using Tool Makers Microscopeविशाल पुडासैनीNo ratings yet
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- Sample Test Project: District / Zonal Skill Competitions Category: Manufacturing & Engineering TechnologyDocument17 pagesSample Test Project: District / Zonal Skill Competitions Category: Manufacturing & Engineering TechnologyJepJep CamarilloNo ratings yet
- Biax Electronic Scraper and AccessoriesDocument16 pagesBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Gear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceDocument11 pagesGear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceFawad HassanNo ratings yet
- Work Sharp Tool Sharpener WS2000Document31 pagesWork Sharp Tool Sharpener WS2000ottuser100% (1)
- Milling: General Mill InformationDocument11 pagesMilling: General Mill Informationsravan_inboxNo ratings yet
- Types of Angles in Drill BitsDocument2 pagesTypes of Angles in Drill BitsAbdul AhadNo ratings yet
- Workshop Manual: Department of Mechanical EngineeringDocument82 pagesWorkshop Manual: Department of Mechanical Engineeringdoggie on streetNo ratings yet
- Grinding MachineDocument9 pagesGrinding Machinejineesha p jNo ratings yet
- Micro Precision Grinding OperationDocument29 pagesMicro Precision Grinding OperationAzmi MustafaNo ratings yet
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDocument8 pagesEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesNo ratings yet
- Table Saw AlingmentDocument8 pagesTable Saw AlingmentEd BozmanNo ratings yet
- Screw ThreadsDocument37 pagesScrew ThreadsOmkaar SinghNo ratings yet
- Drills GeometryDocument64 pagesDrills GeometryEden AbdulaNo ratings yet
- Tool Makers Microscope PPT - Siddhant SinghDocument15 pagesTool Makers Microscope PPT - Siddhant SinghSiddhant Singh100% (1)
- Four Facet Drill Grinding JigDocument20 pagesFour Facet Drill Grinding Jigian_newNo ratings yet
- Hole Quality in DrillingDocument11 pagesHole Quality in DrillingJack BurtonNo ratings yet
- Design of A Bearingless BLDC MotorDocument6 pagesDesign of A Bearingless BLDC MotorTien Dung TranNo ratings yet
- Features of A Milling CutterDocument8 pagesFeatures of A Milling CutterAnuj KrNo ratings yet
- Machine Tools and Machining1Document62 pagesMachine Tools and Machining1Faisal MaqsoodNo ratings yet
- Korucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools TraderDocument94 pagesKorucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools Tradernitiin guptaNo ratings yet
- G1975 - Instruction ManualDocument36 pagesG1975 - Instruction ManualLeon GalindoNo ratings yet
- WErbsen CourseworkDocument562 pagesWErbsen CourseworkRoberto Alexis Rodríguez TorresNo ratings yet
- Christopher Jobson Clock RestorerDocument2 pagesChristopher Jobson Clock RestorerTommy JobsonNo ratings yet
- Engraving PDFDocument114 pagesEngraving PDFGuillermo Ramirez0% (1)
- How To Use Micrometer On Microscopes: Biology 1Document7 pagesHow To Use Micrometer On Microscopes: Biology 1Rakeesh VeeraNo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing Headmish bernsNo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadRam SharmaNo ratings yet
- Indexing: Ravi Upadhyai Assistant Prof., GperiDocument38 pagesIndexing: Ravi Upadhyai Assistant Prof., Gperiravi upadhyayNo ratings yet
- 02 Dividing HeadDocument22 pages02 Dividing HeadMohit KumarNo ratings yet
- Polizor Drept Metabo Ge 710Document4 pagesPolizor Drept Metabo Ge 710PavelNo ratings yet
- Engine Characteristics (DE12TI/DE12TIS) - Technical Tips For MaintenanceDocument23 pagesEngine Characteristics (DE12TI/DE12TIS) - Technical Tips For MaintenanceBùi Xuân Đức100% (1)
- Internal Material Requisition Form: MR No.: Project Name: Date: New Order: Follow-Up Order: Lpo No./ Si No. Qty JobnoDocument1 pageInternal Material Requisition Form: MR No.: Project Name: Date: New Order: Follow-Up Order: Lpo No./ Si No. Qty JobnojomonjosemNo ratings yet
- Cummins n14 Overhaul Kit Reference Guide PDFDocument2 pagesCummins n14 Overhaul Kit Reference Guide PDFgabriel sanchezNo ratings yet
- MB 190eDocument39 pagesMB 190emnbvqwertNo ratings yet
- JBNDocument76 pagesJBNSebastián Fernando Canul MendezNo ratings yet
- RTA-19 - Oil Supply Monitoring For Geislinger Torsional Vibration DamperDocument5 pagesRTA-19 - Oil Supply Monitoring For Geislinger Torsional Vibration Damperdhilip87No ratings yet
- Drive Axle and Differential Assembly Repair (Wet Brake - NMHG)Document66 pagesDrive Axle and Differential Assembly Repair (Wet Brake - NMHG)KUATE JEAN CALVINNo ratings yet
- Me-1352 Design of Transmission SystemDocument7 pagesMe-1352 Design of Transmission Systemshujai cruise100% (1)
- Tm2 ManualDocument32 pagesTm2 ManualStephen RentonNo ratings yet
- BulletinDocument4 pagesBulletinkuchowNo ratings yet
- DBGFC 633" 91DL: Customer Part No. 292537Document2 pagesDBGFC 633" 91DL: Customer Part No. 292537dieselmotorsbogotasasNo ratings yet
- Step 1: Step 2: Step 3: Step 4Document2 pagesStep 1: Step 2: Step 3: Step 4Zach CossNo ratings yet
- GD PZ1600 Spec SheetDocument2 pagesGD PZ1600 Spec SheetozgurkaraNo ratings yet
- CH 30Document41 pagesCH 30Antonio CorteNo ratings yet
- Yanmar L48AE Parts ManualDocument18 pagesYanmar L48AE Parts ManualCristian D. Rodríguez VillamizarNo ratings yet
- Lotus EspritDocument1,899 pagesLotus Espritindika.pereraNo ratings yet
- Monthly ReportDocument56 pagesMonthly ReportViska FirmanNo ratings yet
- Piston and Rings: EspecificacionesDocument3 pagesPiston and Rings: Especificacionesrigoberto otinianoNo ratings yet
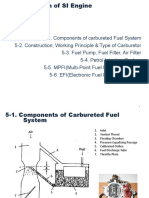
- Fuel System of SI EngineDocument20 pagesFuel System of SI EngineRohit NewarNo ratings yet
- Sis 791 PRTDocument2 pagesSis 791 PRTAshraf m aliNo ratings yet
- Best in Spare Parts: Schmitz - CargoDocument32 pagesBest in Spare Parts: Schmitz - CargoDan RosoiuNo ratings yet
- 2 10 97Document28 pages2 10 97Rahmad DesmanNo ratings yet
- Parts Manual: Part Number IndexDocument140 pagesParts Manual: Part Number Indexalex uaNo ratings yet
- Tools SetDocument10 pagesTools SetSrijit GoswamiNo ratings yet
- Cat c15 Cylinder Head RemovalDocument6 pagesCat c15 Cylinder Head RemovalMUHSIN MTNo ratings yet
- Volvo Engine Parts Application GuideDocument4 pagesVolvo Engine Parts Application GuidewguenonNo ratings yet