You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Cross Reference YumpuDocument789 pagesCross Reference Yumpujaviervb100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 05-Back To Basics - Your Guide To Manufacturing Excellence (Series On Resource Management) - Steven PDFDocument213 pages05-Back To Basics - Your Guide To Manufacturing Excellence (Series On Resource Management) - Steven PDFPoya KhNo ratings yet
- Case Studies - Quality ManagementDocument5 pagesCase Studies - Quality Managementaboubakr soultanNo ratings yet
- CH 07Document19 pagesCH 07meowmau1550% (4)
- Sample On Operation Management in Business by Instant Essay WritingDocument18 pagesSample On Operation Management in Business by Instant Essay WritingInstant Essay Writing100% (1)
- Piping FormulaeDocument9 pagesPiping FormulaeVashish RamrechaNo ratings yet
- ISA SymbolsDocument1 pageISA SymbolsmustafasandikciNo ratings yet
- Max Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Document106 pagesMax Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Vashish Ramrecha100% (1)
- Steel Beam BS 5950Document17 pagesSteel Beam BS 5950Vashish RamrechaNo ratings yet
- In-Text: (Nickerson and Buist, 2008) Bibliography: Nickerson, D. and Buist, M. (2008) - Practical Application of Cellml 1.1: The IntegrationDocument1 pageIn-Text: (Nickerson and Buist, 2008) Bibliography: Nickerson, D. and Buist, M. (2008) - Practical Application of Cellml 1.1: The IntegrationVashish RamrechaNo ratings yet
- Steel Cals SimpleDocument53 pagesSteel Cals SimpleVashish RamrechaNo ratings yet
- Gantt ChartDocument6 pagesGantt ChartVashish RamrechaNo ratings yet
- Development of A SemiDocument4 pagesDevelopment of A SemiVashish RamrechaNo ratings yet
- Roll 2015Document26 pagesRoll 2015Vashish RamrechaNo ratings yet
- Legacy ECSA ProfEng Appform TESDocument1 pageLegacy ECSA ProfEng Appform TESVashish RamrechaNo ratings yet
- CH-4 Shells Under External PressureDocument64 pagesCH-4 Shells Under External PressureVashish RamrechaNo ratings yet
- The Gurney Flap: A Case Study: 1.1 Issues in Wing DesignDocument9 pagesThe Gurney Flap: A Case Study: 1.1 Issues in Wing DesignVashish RamrechaNo ratings yet
- E C S A: DeclarationDocument1 pageE C S A: DeclarationVashish RamrechaNo ratings yet
- 4.2d - 4.6bDocument21 pages4.2d - 4.6bVashish RamrechaNo ratings yet
- Nations Cup TimetableDocument60 pagesNations Cup TimetableVashish RamrechaNo ratings yet
- Formula Sheet 2007Document3 pagesFormula Sheet 2007Vashish RamrechaNo ratings yet
- Pressure-Volume Loops: Feasible For The Evaluation of Right Ventricular Function in An Experimental Model of Acute Pulmonary Regurgitation?Document6 pagesPressure-Volume Loops: Feasible For The Evaluation of Right Ventricular Function in An Experimental Model of Acute Pulmonary Regurgitation?Vashish RamrechaNo ratings yet
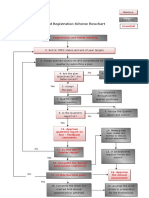
- SRS Flowchart of ProcessDocument1 pageSRS Flowchart of ProcessVashish RamrechaNo ratings yet
- Flip Flow ScreenDocument2 pagesFlip Flow ScreenAhmet100% (1)
- Lean Manufacturing .H.BadkookDocument82 pagesLean Manufacturing .H.BadkookMohamed Mamdouh El kfrawyNo ratings yet
- Final IME Class Time Table 2012-2013-Sem-IDocument2 pagesFinal IME Class Time Table 2012-2013-Sem-IMJNo ratings yet
- Acct 303 Chapter 18Document30 pagesAcct 303 Chapter 18JC Bual100% (1)
- Mse g521 World Class ManufacturingDocument5 pagesMse g521 World Class Manufacturinglokesh prakashNo ratings yet
- Gujarat Technological University: W.E.F. AY 2017-18Document2 pagesGujarat Technological University: W.E.F. AY 2017-18raj royelNo ratings yet
- Case Barilla SpADocument13 pagesCase Barilla SpAOjasvita123No ratings yet
- Internship Report Apparel ManufacturingDocument29 pagesInternship Report Apparel ManufacturingRoshan Pandey100% (1)
- Heat Treatment Solutions. Boronising.: Hightech by GersterDocument8 pagesHeat Treatment Solutions. Boronising.: Hightech by Gersterdalzochio10No ratings yet
- Applying The Principles of Supplier Relationship Management To Human CapitalDocument9 pagesApplying The Principles of Supplier Relationship Management To Human CapitalValeriano KatayaNo ratings yet
- SCM G Students Handout Solutions - SP5 - 2013Document25 pagesSCM G Students Handout Solutions - SP5 - 2013lordraiNo ratings yet
- Pricing and Revenue Management in SCMDocument19 pagesPricing and Revenue Management in SCMNagunuri SrinivasNo ratings yet
- Fundamentals of CAM by A.azad CHAPTER 7Document6 pagesFundamentals of CAM by A.azad CHAPTER 7Shyamal ParikhNo ratings yet
- PPP MRP 18mayDocument12 pagesPPP MRP 18mayuddindjmNo ratings yet
- Process Costing: Assign Cost To Outputs in ManufacturingDocument7 pagesProcess Costing: Assign Cost To Outputs in ManufacturingJoanne TolentinoNo ratings yet
- 01 OLExam02 SumB15Document7 pages01 OLExam02 SumB15Ashish Bhalla100% (1)
- PipingDocument8 pagesPipingAhmed ElalfyNo ratings yet
- Ch01 Opr Supply ChainDocument44 pagesCh01 Opr Supply ChainAyudya Rizky Budi UtamiNo ratings yet
- Topic 3 BPR in Manufaturing IndustryDocument9 pagesTopic 3 BPR in Manufaturing Industryneyom bitvooNo ratings yet
- Unit 5 Quality ManagementDocument7 pagesUnit 5 Quality ManagementKezzy KayNo ratings yet
- Part & Process Audit: Summary: General Supplier InformationDocument20 pagesPart & Process Audit: Summary: General Supplier InformationNeumar Neumann100% (1)
- Guidelines Validation Qualification Systems-Utilities-Equipment QAS16-673Document36 pagesGuidelines Validation Qualification Systems-Utilities-Equipment QAS16-673kulbhushan singhNo ratings yet
- Operation Management (TQM) : Topics OutlineDocument3 pagesOperation Management (TQM) : Topics OutlineLJBernardoNo ratings yet
- 1415J M - Sesi 09 10 - Akuntansi Manajemen - Topik KhususDocument58 pages1415J M - Sesi 09 10 - Akuntansi Manajemen - Topik KhususAnonymous yMOMM9bsNo ratings yet
- ISOIEC15288Document20 pagesISOIEC15288Julio Armando FabazNo ratings yet