You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Trading Journal TDA Branded.v3.5 - W - Total - Transaction - Cost - BlankDocument49 pagesTrading Journal TDA Branded.v3.5 - W - Total - Transaction - Cost - BlankChristyann LojaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- APA Citation Method For ERLACS: Reference Citations in TextDocument8 pagesAPA Citation Method For ERLACS: Reference Citations in Textdanny_alfaro_8No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
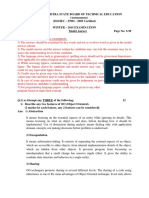
- Model Answer Winter 2015Document38 pagesModel Answer Winter 2015Vivek MalwadeNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Ransomware: Prevention and Response ChecklistDocument5 pagesRansomware: Prevention and Response Checklistcapodelcapo100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Risha Hannah I. NazarethDocument4 pagesRisha Hannah I. NazarethAlpaccino IslesNo ratings yet
- SAED90DR Rev1 2 21.01.2011Document24 pagesSAED90DR Rev1 2 21.01.2011Cherry AbhiNo ratings yet
- English 2nd Quarter Week 7 Connotation DenotationDocument28 pagesEnglish 2nd Quarter Week 7 Connotation DenotationEdward Estrella GuceNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- New Microsoft Office Word DocumentDocument5 pagesNew Microsoft Office Word DocumentSukanya SinghNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Functions PW DPPDocument4 pagesFunctions PW DPPDebmalyaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 7 ElevenDocument80 pages7 ElevenakashNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- CUET 2022 General Test 6th October Shift 1Document23 pagesCUET 2022 General Test 6th October Shift 1Dhruv BhardwajNo ratings yet
- Paper II - Guidelines On The Use of DuctlessDocument51 pagesPaper II - Guidelines On The Use of DuctlessMohd Khairul Md DinNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Case No. Class Action Complaint Jury Trial DemandedDocument43 pagesCase No. Class Action Complaint Jury Trial DemandedPolygondotcom50% (2)
- Design Practical Eden Swithenbank Graded PeDocument7 pagesDesign Practical Eden Swithenbank Graded Peapi-429329398No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Heart Rate Variability Threshold As An Alternative.25Document6 pagesHeart Rate Variability Threshold As An Alternative.25Wasly SilvaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Afzal ResumeDocument4 pagesAfzal ResumeASHIQ HUSSAINNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Barista Skills Foundation Curriculum enDocument4 pagesBarista Skills Foundation Curriculum enCezara CarteșNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Statistical Techniques EE 532Document1 pageStatistical Techniques EE 532AdnanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Mindray PM 9000 User ID10240 PDFDocument378 pagesMindray PM 9000 User ID10240 PDFJuan FernandoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Controlled DemolitionDocument3 pagesControlled DemolitionJim FrancoNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hydraulics and PneumaticsDocument6 pagesHydraulics and PneumaticsRyo TevezNo ratings yet
- Astm D 1196 PDFDocument3 pagesAstm D 1196 PDFSetyawan Chill Gates0% (1)
- Parts Manual: Generator SetDocument118 pagesParts Manual: Generator SetAhmed Kamal100% (2)
- EDB Postgres Failover Manager Guide v2.1Document86 pagesEDB Postgres Failover Manager Guide v2.1Anggia MauritianaNo ratings yet
- Level Swiches Data SheetDocument4 pagesLevel Swiches Data SheetROGELIO QUIJANONo ratings yet
- CL200 PLCDocument158 pagesCL200 PLCJavierRuizThorrensNo ratings yet
- Rin Case StudyDocument4 pagesRin Case StudyReha Nayyar100% (1)
- Evolis SDK Use Latest IomemDocument10 pagesEvolis SDK Use Latest IomempatrickNo ratings yet
- CH 15Document58 pagesCH 15Chala1989No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Operational Readiness and Airport TransferDocument2 pagesOperational Readiness and Airport TransferochweriNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)