You might also like
- Answer Set 5 - Fall 2009Document38 pagesAnswer Set 5 - Fall 2009zachNo ratings yet
- Product TechnologyDocument138 pagesProduct TechnologyRaja SekarNo ratings yet
- Api 571 QA R1 15.08.18Document22 pagesApi 571 QA R1 15.08.18Shrikant Moje100% (1)
- Manufacturing ProcessesDocument477 pagesManufacturing ProcessesVinod89% (19)
- Manufacturing ProcessesDocument477 pagesManufacturing ProcessesVinod89% (19)
- PT - Class-1Document29 pagesPT - Class-1Sameer MohammadNo ratings yet
- Test Equipment and MaterialsDocument45 pagesTest Equipment and MaterialsMirza Safeer AhmadNo ratings yet
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTNDTInstructorNo ratings yet
- Module 10 Visual Inspection and Other NDE Methods and SymbolsDocument41 pagesModule 10 Visual Inspection and Other NDE Methods and SymbolsMiki JaksicNo ratings yet
- Appriciation To Ndt3.1Document162 pagesAppriciation To Ndt3.1Amirtha Thiyagaraajan Alagesan100% (1)
- Typical Tube Defects: NDE Associates, IncDocument1 pageTypical Tube Defects: NDE Associates, IncTrung Tinh HoNo ratings yet
- Changes in ASTM E 1444Document5 pagesChanges in ASTM E 1444Vicky SinghNo ratings yet
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenNo ratings yet
- Welding Lectures 1-4Document68 pagesWelding Lectures 1-4ganeshNo ratings yet
- WE Inlastek 05A Visual ExaminationDocument30 pagesWE Inlastek 05A Visual Examinationhafidhrahadiyan2100% (1)
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 pagesLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01No ratings yet
- Module 1Document35 pagesModule 1jesna mohammedNo ratings yet
- LPT Study Material LatestDocument33 pagesLPT Study Material Latestbeltranrommel100% (2)
- MPTDocument78 pagesMPThash117No ratings yet
- Introduction To ECT - OKDocument57 pagesIntroduction To ECT - OKMan Nguyen TheNo ratings yet
- Destructive Test MethodsDocument33 pagesDestructive Test MethodsAvalcwiNo ratings yet
- Multifilm Techinique PDFDocument7 pagesMultifilm Techinique PDFamitNo ratings yet
- Day 2Document33 pagesDay 2Leonard PawanNo ratings yet
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDocument19 pagesWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh RadhakrishnanNo ratings yet
- 3 Intro To Radiography 03092013 OKDocument39 pages3 Intro To Radiography 03092013 OKsalehNo ratings yet
- NDE TechniquesDocument25 pagesNDE TechniquesaseNo ratings yet
- 8.5 Curved Surface Correction (CSC) - Olympus IMSDocument4 pages8.5 Curved Surface Correction (CSC) - Olympus IMSTHIRU.SNo ratings yet
- Radiography InterpretationDocument56 pagesRadiography InterpretationFongJeremyNo ratings yet
- List of StandardsDocument6 pagesList of StandardsShahazad ShaikNo ratings yet
- Asnt India Section Yearbook 2020Document37 pagesAsnt India Section Yearbook 2020Shanmuga NavaneethanNo ratings yet
- 12 Interview Question Related To Non - Destructive TestingDocument4 pages12 Interview Question Related To Non - Destructive TestingHary adiNo ratings yet
- Eddy Current Testing ApplicationsDocument21 pagesEddy Current Testing ApplicationsvibinkumarsNo ratings yet
- Radiography Part 1 - TWI PDFDocument7 pagesRadiography Part 1 - TWI PDFPahe DriveNo ratings yet
- UT Outline Training LV IIIDocument4 pagesUT Outline Training LV IIITrung Tinh HoNo ratings yet
- ISO 9001 2015 TrainingDocument242 pagesISO 9001 2015 TrainingDurgamadhaba MishraNo ratings yet
- VT Level I and II Formal OutlineDocument4 pagesVT Level I and II Formal OutlineEswaranNo ratings yet
- Code Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)Document81 pagesCode Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)庄查理No ratings yet
- LPT Study Material LatestDocument53 pagesLPT Study Material LatestManish SinghNo ratings yet
- Fdocuments - in 23368109 04 Wis5 Mechanicaltesting 2006Document114 pagesFdocuments - in 23368109 04 Wis5 Mechanicaltesting 2006kaelcorbettNo ratings yet
- Manufacturing Processes and Their Related DefectsDocument138 pagesManufacturing Processes and Their Related DefectsaliNo ratings yet
- Ajay Dimri: (Certificate No - 84801.)Document8 pagesAjay Dimri: (Certificate No - 84801.)muhammadazharNo ratings yet
- Casting Definitions and TerminologyDocument15 pagesCasting Definitions and TerminologyCharlie ChongNo ratings yet
- Electromagnetic Testing-ASNT Level III S PDFDocument514 pagesElectromagnetic Testing-ASNT Level III S PDFRicardo Huanca TrejoNo ratings yet
- Lavender International NDT LTD: Page 1 of 4 Lavender International: Magnetic Particle Assessments: Module 6-1Document20 pagesLavender International NDT LTD: Page 1 of 4 Lavender International: Magnetic Particle Assessments: Module 6-1Arun Senthil Nathan ViswanathanNo ratings yet
- Ac7114 1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey 1Document33 pagesAc7114 1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey 1vignesh seenirajNo ratings yet
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNo ratings yet
- Penetrating TestingDocument20 pagesPenetrating TestingshiraniasgharNo ratings yet
- Visual TestDocument6 pagesVisual Testapi-3723350No ratings yet
- 18 Requirements Cswip Es NDTDocument12 pages18 Requirements Cswip Es NDTAnonymous 95dlTK1McNo ratings yet
- L - 02 - Calibration of The Testing SystemDocument60 pagesL - 02 - Calibration of The Testing SystemSanjaya PereraNo ratings yet
- RT Level2 SlidesDocument177 pagesRT Level2 SlidesMohammed ShareefNo ratings yet
- Non Destructive TestingDocument24 pagesNon Destructive TestingLipika GayenNo ratings yet
- Dye Penetrate TestDocument68 pagesDye Penetrate TestTiago FernandesNo ratings yet
- Ut of Austenitic WeldsDocument46 pagesUt of Austenitic Weldslinhcdt3100% (1)
- National Institute of Technology: M. Tech. Degree IN Non - Destructive TestingDocument36 pagesNational Institute of Technology: M. Tech. Degree IN Non - Destructive TestingravichandraNo ratings yet
- Non Destructive Testing: CMR Institute of TechnologyDocument32 pagesNon Destructive Testing: CMR Institute of TechnologyrajNo ratings yet
- RT ProcedureDocument10 pagesRT ProcedureSandeep SundriyalNo ratings yet
- RT Outline Training LV IIIDocument3 pagesRT Outline Training LV IIITrung Tinh HoNo ratings yet
- Product Technology ModifiedDocument136 pagesProduct Technology ModifiedTamilarasanNo ratings yet
- Teori Dasar UltrasonikDocument59 pagesTeori Dasar Ultrasonikjar_2No ratings yet
- Department of Mechanical Engineering: Unit-2Document65 pagesDepartment of Mechanical Engineering: Unit-2aman jainNo ratings yet
- PT NITTDocument37 pagesPT NITTLipika GayenNo ratings yet
- Unit Ii: Surface Nde MethodsDocument62 pagesUnit Ii: Surface Nde MethodsSaravana Kumar MNo ratings yet
- PT Test & SafetyDocument42 pagesPT Test & SafetyRushabh KapadiaNo ratings yet
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- WELD HISTORY SHEETDocument28 pagesWELD HISTORY SHEETShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- API 571 IndexDocument6 pagesAPI 571 IndexShrikant Moje100% (1)
- Rajasthan Tour 9n10dDocument2 pagesRajasthan Tour 9n10dShrikant MojeNo ratings yet
- Welding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKDocument19 pagesWelding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKSanthosh Kumar100% (1)
- Fabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratDocument51 pagesFabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratShrikant MojeNo ratings yet
- API 571 IndexDocument6 pagesAPI 571 IndexShrikant Moje100% (1)
- World Pipelines June 2007 - Integrity ManagementDocument55 pagesWorld Pipelines June 2007 - Integrity ManagementShrikant MojeNo ratings yet
- Api 571 HNDocument1 pageApi 571 HNShrikant MojeNo ratings yet
- API 571 IndexDocument6 pagesAPI 571 IndexShrikant Moje100% (1)
- Electrode PDFDocument32 pagesElectrode PDFShrikant MojeNo ratings yet
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- World Pipelines June 2007 - Integrity Management PDFDocument6 pagesWorld Pipelines June 2007 - Integrity Management PDFShrikant MojeNo ratings yet
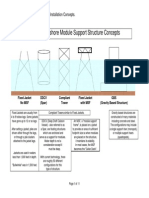
- 6.offshore ConceptsDocument0 pages6.offshore Conceptshaidar1992No ratings yet
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13h100% (1)
- Duplex MetrodeDocument16 pagesDuplex MetrodeShrikant MojeNo ratings yet
- Piping Surges PDFDocument14 pagesPiping Surges PDFiboNo ratings yet
- Piping DesignDocument8 pagesPiping Designswabha102No ratings yet
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- ASME P-Numbers PDFDocument2 pagesASME P-Numbers PDFShrikant Moje100% (1)
- Welding Consumanle SelectionDocument85 pagesWelding Consumanle SelectionShrikant MojeNo ratings yet
- Welding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKDocument19 pagesWelding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKSanthosh Kumar100% (1)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- Welding ProcessesDocument78 pagesWelding ProcessesShrikant MojeNo ratings yet
- Ductile Iron Pipe Methods of DesignDocument22 pagesDuctile Iron Pipe Methods of DesignShrikant MojeNo ratings yet
- Former Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketDocument3 pagesFormer Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketNation NextNo ratings yet
- Hal Foster Vision and Visuality Discussions in Contemporary Culture PDFDocument75 pagesHal Foster Vision and Visuality Discussions in Contemporary Culture PDFEd GomesNo ratings yet
- Olp Lesson PlanDocument2 pagesOlp Lesson Planapi-654865620No ratings yet
- ErtlDocument64 pagesErtlManpreet SinghNo ratings yet
- Xiameter OFS-6020 Silane: Diaminofunctional Silane Features ApplicationsDocument2 pagesXiameter OFS-6020 Silane: Diaminofunctional Silane Features ApplicationsDelovita GintingNo ratings yet
- State Partnership Program 101 Brief (Jan 2022)Document7 pagesState Partnership Program 101 Brief (Jan 2022)Paulo FranciscoNo ratings yet
- ISO StandardsDocument7 pagesISO StandardsHusnain BaigNo ratings yet
- Brochure Delegation Training For LeadersDocument6 pagesBrochure Delegation Training For LeadersSupport ALProgramsNo ratings yet
- University of Dar Es Salaam: Faculty of Commerce and ManagementDocument37 pagesUniversity of Dar Es Salaam: Faculty of Commerce and ManagementEric MitegoNo ratings yet
- B2 UNIT 6 Test StandardDocument6 pagesB2 UNIT 6 Test StandardКоваленко КатяNo ratings yet
- CATL 34189-20AH Low Temperature Cell SpecificationDocument17 pagesCATL 34189-20AH Low Temperature Cell Specificationxueziying741No ratings yet
- A Review of The Mental Workload LiteratureDocument36 pagesA Review of The Mental Workload LiteratureArlene LaguaNo ratings yet
- Bsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismDocument4 pagesBsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismCarlosNorielCabanaNo ratings yet
- Free Vibration of SDOFDocument2 pagesFree Vibration of SDOFjajajajNo ratings yet
- Entropy (Information Theory)Document17 pagesEntropy (Information Theory)joseph676No ratings yet
- Application List: Required Items: A: Cpu-95 Ignition ModuleDocument12 pagesApplication List: Required Items: A: Cpu-95 Ignition ModuleShubra DebNo ratings yet
- Consumer Perception Towards WhatsappDocument72 pagesConsumer Perception Towards WhatsappRaj KumarNo ratings yet
- Curriculum Vitae ofDocument4 pagesCurriculum Vitae ofAndrew OlsonNo ratings yet
- Assessment 3 Comparative Analysis Primary Vs Secondary SourcesDocument5 pagesAssessment 3 Comparative Analysis Primary Vs Secondary SourcesMATOZA, YLJOE V.No ratings yet
- McMurdo FastFind 220 PLB DatasheetDocument4 pagesMcMurdo FastFind 220 PLB DatasheetGiorgos PapadopoulosNo ratings yet
- Tabulation Sheet (LABO)Document9 pagesTabulation Sheet (LABO)KetIanCotalesNo ratings yet
- Educational Strategic Plans in Nigeria: Challenges of Implementation and Ways ForwardsDocument7 pagesEducational Strategic Plans in Nigeria: Challenges of Implementation and Ways ForwardsresearchparksNo ratings yet
- SIDPAC Standard Data Channels: Ch. No. Symbols Description UnitsDocument2 pagesSIDPAC Standard Data Channels: Ch. No. Symbols Description UnitsRGFENo ratings yet
- Performace Task 2 Electric Field LinesDocument31 pagesPerformace Task 2 Electric Field LinesStephanie Nichole Ian CasemNo ratings yet
- ESUR Guidelines 10.0 Final VersionDocument46 pagesESUR Guidelines 10.0 Final Versionkon shireNo ratings yet
- 1422-Article Text-3684-1-10-20211104Document57 pages1422-Article Text-3684-1-10-20211104f.kpobi1473No ratings yet
- Sa Inc HCP English d10840Document64 pagesSa Inc HCP English d10840Ayu AfiantyNo ratings yet
- Historic Trial of Ali Brothers and Shankaracharya-1921Document276 pagesHistoric Trial of Ali Brothers and Shankaracharya-1921Sampath Bulusu100% (3)
- Structure of An Atom Revision PaperDocument5 pagesStructure of An Atom Revision PaperZoe Kim ChinguwaNo ratings yet