You might also like
- Taladro y Sus CaracterísticasDocument7 pagesTaladro y Sus CaracterísticasvhderNo ratings yet
- Herramientas de Corte HILTIDocument6 pagesHerramientas de Corte HILTImiltonnethNo ratings yet
- Maquinas HerramientasDocument82 pagesMaquinas HerramientaschavitakabNo ratings yet
- TALADRADO Y CONFECCION DE HILOS INTERIORES Y EXTERIORES ListasDocument8 pagesTALADRADO Y CONFECCION DE HILOS INTERIORES Y EXTERIORES Listasantonio basaezNo ratings yet
- Cillaza 8f65c-vsDocument6 pagesCillaza 8f65c-vsMarcela AlejandraNo ratings yet
- 1.3. Calculos de FresadoraDocument9 pages1.3. Calculos de FresadoraCrismarNo ratings yet
- FRESARDocument10 pagesFRESARGinoFercho Guevara BNo ratings yet
- Informe BrocasDocument7 pagesInforme BrocasCARLOS DANIEL SOLLER DE LA CRUZNo ratings yet
- Fresadora ManualDocument17 pagesFresadora ManualCristhian AndresNo ratings yet
- Lab 3 y 4Document98 pagesLab 3 y 4Borys UrbizagásteguiNo ratings yet
- Herramientas de Procesos de Remoción - S3Document8 pagesHerramientas de Procesos de Remoción - S3Alejandra Muñoz VenegasNo ratings yet
- Ficha Técnica Taladro FresadorDocument4 pagesFicha Técnica Taladro FresadorLalo CarrilloNo ratings yet
- Ejercicios Mecanizado 2016 2Document7 pagesEjercicios Mecanizado 2016 2Ayrton Requejo MartelNo ratings yet
- Mecanizado de plásticosDocument9 pagesMecanizado de plásticosFacu PeronaNo ratings yet
- Recomendaciones para la adquisición de maquinaria industrial para la fabricación de tuercas, ejes y cuerpos reductoresDocument10 pagesRecomendaciones para la adquisición de maquinaria industrial para la fabricación de tuercas, ejes y cuerpos reductoresCesar GarridoNo ratings yet
- Cálculo de La Velocidad de CorteDocument5 pagesCálculo de La Velocidad de Cortecova10No ratings yet
- Condiciones de CorteDocument15 pagesCondiciones de CorteMiguel Ruiz TatajeNo ratings yet
- Loza Maquina 2 PracticoDocument5 pagesLoza Maquina 2 PracticoLuis Aramayo OroscoNo ratings yet
- Afilado de FresasDocument8 pagesAfilado de FresasLuis Alberto Mayorga PlazaNo ratings yet
- UpiicsaDocument9 pagesUpiicsaJhovanny BallezaNo ratings yet
- FresadoraDocument12 pagesFresadoramadarazxxNo ratings yet
- Moleteado o GrafiladoDocument4 pagesMoleteado o Grafiladojuaankamilo100% (1)
- Cepillado y LimadoDocument22 pagesCepillado y LimadoSarah Davis0% (1)
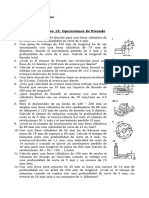
- TAREA 12 Operaciones de FresadoraDocument2 pagesTAREA 12 Operaciones de FresadoraJosé CarlosNo ratings yet
- Aplicación de Diseño Matriz CorteDocument42 pagesAplicación de Diseño Matriz CorteAndrésCabreraSoriaNo ratings yet
- La GarlopaDocument4 pagesLa GarlopaJhonatan RíosNo ratings yet
- Cad CamDocument13 pagesCad CamTomas CaicedoNo ratings yet
- UD 2 Operacionnes Básicas de Mecanizado A ManoDocument104 pagesUD 2 Operacionnes Básicas de Mecanizado A ManogongergalNo ratings yet
- TALADRODocument4 pagesTALADROCristianNo ratings yet
- Operaciones de FresadoDocument7 pagesOperaciones de FresadoLuis Alberto Mayorga PlazaNo ratings yet
- Herramientas de Procesos de Remoción Por Movimiento de TraslaciónDocument6 pagesHerramientas de Procesos de Remoción Por Movimiento de TraslaciónJosé moreira lopez100% (1)
- Rectificadora de Cigüeñales Mq8260aDocument10 pagesRectificadora de Cigüeñales Mq8260aJary Rivas YoveraNo ratings yet
- Aserrado y BrochadoDocument5 pagesAserrado y BrochadoJoelVilchezNo ratings yet
- Actividad Individual 3 Problemas de FresadoDocument6 pagesActividad Individual 3 Problemas de FresadoSandro SerranoNo ratings yet
- El RectificadoDocument8 pagesEl RectificadoManuel SantamariaNo ratings yet
- Taladradoras Presentacion 160728073755Document29 pagesTaladradoras Presentacion 160728073755fabrizio segaNo ratings yet
- EjerciciosDocument10 pagesEjerciciosRichard Montalban SanchezNo ratings yet
- Presentacion Troqeleria ModificaDocument128 pagesPresentacion Troqeleria ModificaideascenterNo ratings yet
- Tipos de TornoDocument7 pagesTipos de TornoLauror Jack Cheerack CheeraaquiNo ratings yet
- Máquinas herramienta: torno paraleloDocument67 pagesMáquinas herramienta: torno paraleloMilton Patricio CajilemaNo ratings yet
- Maquinarias y Herramientas Usadas en CorteDocument7 pagesMaquinarias y Herramientas Usadas en Cortejuan50% (2)
- 04 TaladradoDocument9 pages04 TaladradoJoan Paul AncajimaNo ratings yet
- Tema XIV FresadoraDocument10 pagesTema XIV Fresadoragiovanny alvaradoNo ratings yet
- Medios de FabricaciónDocument4 pagesMedios de FabricaciónFrancisco ColoradoNo ratings yet
- Ejemplo Velocidad de CorteDocument7 pagesEjemplo Velocidad de CorteAlberto PertuzNo ratings yet
- Tipos de Máquinas de HojalateriaDocument13 pagesTipos de Máquinas de Hojalateriak3nnytorr3s18No ratings yet
- Cortadora de Tela - PresentaciónDocument25 pagesCortadora de Tela - PresentaciónElvis Guzman67% (3)
- Fresadora - VC, Va, N, Tiempo PDFDocument24 pagesFresadora - VC, Va, N, Tiempo PDFPaolo Bardales DiazNo ratings yet
- Fresadora - VC, Va, N, TiempoDocument24 pagesFresadora - VC, Va, N, TiempoPaolo Bardales DiazNo ratings yet
- VELOCIDADESDocument12 pagesVELOCIDADESVladimir Sánchez GarcíaNo ratings yet
- Material de Estudio Fresadora Mes de JunioDocument8 pagesMaterial de Estudio Fresadora Mes de JunioAlfredo Rafael Torres GonzalezNo ratings yet
- La Sierra CircularDocument34 pagesLa Sierra CircularKrissPonceNo ratings yet
- Taladradoras Presentacion 160728073755 PDFDocument29 pagesTaladradoras Presentacion 160728073755 PDFWilliamPujayNo ratings yet
- Velocidad de Corte U HosilloDocument7 pagesVelocidad de Corte U HosilloVictor LopezNo ratings yet
- Cizallado WordDocument7 pagesCizallado WordSally VargasNo ratings yet
- Diferencias entre rasqueteado y marmoleadoDocument5 pagesDiferencias entre rasqueteado y marmoleadobooz70% (10)
- Maquinarias ExposicionDocument15 pagesMaquinarias ExposicionNAYDELYN ARIAS OROSCONo ratings yet
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108From EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108No ratings yet
- MétodosMatemáticos-EcuacionesDiferencialesSeriesFourierTransformadasLaplaceDocument2 pagesMétodosMatemáticos-EcuacionesDiferencialesSeriesFourierTransformadasLaplaceramones12No ratings yet
- 01 - La Ecuación DiferencialDocument4 pages01 - La Ecuación DiferencialAdrián SilvaNo ratings yet
- Factores VitroDocument1 pageFactores Vitroramones12No ratings yet
- FESTO GralDocument57 pagesFESTO Gralchubechin100% (1)
- Proceso Cibernetico para La Transformacion de La Carrera de Ingenieria de Sistemas AutomotricesDocument146 pagesProceso Cibernetico para La Transformacion de La Carrera de Ingenieria de Sistemas Automotricesramones12No ratings yet
- Proceso Cibernetico para La Transformacion de La Carrera de Ingenieria de Sistemas AutomotricesDocument146 pagesProceso Cibernetico para La Transformacion de La Carrera de Ingenieria de Sistemas Automotricesramones12No ratings yet
- Molino de bolaDocument8 pagesMolino de bolaRoy Edward RoyedmusicNo ratings yet
- Taller Sicrometria 2019-1Document2 pagesTaller Sicrometria 2019-1MILTON CÉSAR CARDONA URREGONo ratings yet
- Proyecciones financierasDocument13 pagesProyecciones financierasJaime Arley Rizo MoralesNo ratings yet
- EIA CementerioDocument37 pagesEIA CementerioRomel Salome Zarate100% (2)
- Ejercicios de Gestión de Inventarios para PC2Document3 pagesEjercicios de Gestión de Inventarios para PC2Mayra VargasNo ratings yet
- Formato Registro Generadores de Residuos PeligrososDocument2 pagesFormato Registro Generadores de Residuos PeligrososHG OrfarisNo ratings yet
- Aislador de BaseDocument11 pagesAislador de Baselmc_12036596No ratings yet
- Acu Skate ParckDocument5 pagesAcu Skate ParckRAUL ALBERTO AGUIRRE PAUCARNo ratings yet
- Examen MicroporcesadoresDocument31 pagesExamen MicroporcesadoresGrizNo ratings yet
- Tipos de CompresoresDocument11 pagesTipos de CompresoresDaniela Bustos100% (1)
- Vacantes Sep 17Document30 pagesVacantes Sep 17Hector Eduardo Gutierrez CureñoNo ratings yet
- Métodos de Evaluación de Impacto Ambiental PDFDocument7 pagesMétodos de Evaluación de Impacto Ambiental PDFJaime IbarraNo ratings yet
- Contabilidad básica: Ecuación contable y cuentasDocument2 pagesContabilidad básica: Ecuación contable y cuentasCarlos López100% (1)
- Producción SustentableDocument22 pagesProducción SustentableAreliiziita Chico VillegasNo ratings yet
- Programacion de Obra Bloque Anexo RiohachaDocument1 pageProgramacion de Obra Bloque Anexo RiohachaAINECOL - Ramiro Andres EscobarNo ratings yet
- Balotario Capitulo 4 FinalDocument5 pagesBalotario Capitulo 4 FinalVictor UV VelardeNo ratings yet
- Proyecto SocialDocument23 pagesProyecto SocialWilson Andres VARGAS DIAZNo ratings yet
- Mínimo Producto Viable PDFDocument7 pagesMínimo Producto Viable PDFDaniel Leonardo Guzman GonzalesNo ratings yet
- Diseño y Cálculo de La Obra Ptar-UDocument96 pagesDiseño y Cálculo de La Obra Ptar-UMarcos Loredo100% (1)
- Manual Uc20Document13 pagesManual Uc20Marco TeranNo ratings yet
- Un Técnico Electricista de 30 Años de Edad Estaba Ayudando A Un Empleado de Servicio de Una Compañía A Probar La Unidad Reguladora de Voltaje en Una Nueva Planta de LaminaciónDocument4 pagesUn Técnico Electricista de 30 Años de Edad Estaba Ayudando A Un Empleado de Servicio de Una Compañía A Probar La Unidad Reguladora de Voltaje en Una Nueva Planta de LaminaciónJunior RamosNo ratings yet
- TAREA 1-U2 TERMO Ver.2Document2 pagesTAREA 1-U2 TERMO Ver.2Joel HGNo ratings yet
- Exposicion de La Norma E050Document72 pagesExposicion de La Norma E050Martha Isabel Lizano Chumacero100% (4)
- PERSONAL Es Posible La Vida Sin ConectividadDocument3 pagesPERSONAL Es Posible La Vida Sin ConectividadMarilu MadalengoitiaNo ratings yet
- CorreoDocument4 pagesCorreoAlejo CalahorranoNo ratings yet
- Manual de Usuario: Imagis Mini-VisorDocument13 pagesManual de Usuario: Imagis Mini-VisorReinier Machiran SuarezNo ratings yet
- Matriz de Calidad de Cobranzas 2317404Document4 pagesMatriz de Calidad de Cobranzas 2317404Adriana ForeroNo ratings yet
- Metodologia de Supervision de ObraDocument10 pagesMetodologia de Supervision de ObraCarlosAparicioSotomayor100% (2)
- Boletin 22b Estudio Geológico Económico de Rocas y Minerales Industriales de Arequipa y AlrededoresDocument172 pagesBoletin 22b Estudio Geológico Económico de Rocas y Minerales Industriales de Arequipa y AlrededoresGustavo LagosNo ratings yet
- 02 - Información Adicional Argosy Detroit S60Document5 pages02 - Información Adicional Argosy Detroit S60Lorenzo Esteban Vega DiazNo ratings yet