You might also like
- Brochure Estrategia 360Document9 pagesBrochure Estrategia 360edsirgalNo ratings yet
- Crear Cuenta CHAMILODocument4 pagesCrear Cuenta CHAMILOedsirgalNo ratings yet
- Dibujando Con GoogleDocument1 pageDibujando Con GoogleedsirgalNo ratings yet
- Crear Cuenta CHAMILODocument4 pagesCrear Cuenta CHAMILOedsirgalNo ratings yet
- EMBRAGUEDocument56 pagesEMBRAGUEedsirgalNo ratings yet
- EMBRAGUEDocument56 pagesEMBRAGUEedsirgalNo ratings yet
- 2 Cal Meca - RRSS - San FelixDocument11 pages2 Cal Meca - RRSS - San FelixedsirgalNo ratings yet
- Sesión de Aprendizaje Por CompetenciasDocument3 pagesSesión de Aprendizaje Por CompetenciasedsirgalNo ratings yet
- 4 Leyes KirchofDocument1 page4 Leyes KirchofedsirgalNo ratings yet
- Pca1 - Biela y PistonDocument1 pagePca1 - Biela y Pistonedsirgal0% (1)
- APPs para DocentesDocument1 pageAPPs para DocentesedsirgalNo ratings yet
- La BateríaDocument3 pagesLa BateríaedsirgalNo ratings yet
- Embrague y Puente PosteriorDocument56 pagesEmbrague y Puente PosterioredsirgalNo ratings yet
- Tecnologia Frigorifica PDFDocument15 pagesTecnologia Frigorifica PDFedsirgalNo ratings yet
- APPs para DocentesDocument1 pageAPPs para DocentesedsirgalNo ratings yet
- Ejemplo BibliografíaDocument1 pageEjemplo BibliografíaedsirgalNo ratings yet
- Formato de ACTA DE ELECCIÓN DE DELEGADO1Document1 pageFormato de ACTA DE ELECCIÓN DE DELEGADO1edsirgalNo ratings yet
- Actividad - Circ Mono y TrifasDocument1 pageActividad - Circ Mono y TrifasedsirgalNo ratings yet
- LugaresDocument1 pageLugaresedsirgalNo ratings yet
- Ejemplo BibliografíaDocument1 pageEjemplo BibliografíaedsirgalNo ratings yet
- Diferencia Neutro y TierraDocument1 pageDiferencia Neutro y TierraedsirgalNo ratings yet
- Formas de Evaluar A Los AlumnosDocument4 pagesFormas de Evaluar A Los AlumnosedsirgalNo ratings yet
- Presentación Con DiapositivasDocument3 pagesPresentación Con DiapositivasedsirgalNo ratings yet
- Control de Lectura N°1Document12 pagesControl de Lectura N°1edsirgalNo ratings yet
- Ejercicios Tema 6Document6 pagesEjercicios Tema 6edsirgalNo ratings yet
- Guia Obtencion Certificado DLTCADDocument4 pagesGuia Obtencion Certificado DLTCADedsirgalNo ratings yet
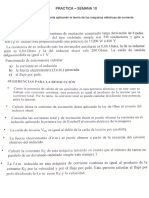
- PracticaDocument1 pagePracticaedsirgalNo ratings yet
- 25365813.carta PsicrométricaDocument5 pages25365813.carta PsicrométricaNatalia Carabajal LangeNo ratings yet
- Rubrica LTDocument1 pageRubrica LTedsirgalNo ratings yet
- Curva Magnetizacion H23Document1 pageCurva Magnetizacion H23edsirgalNo ratings yet
- S Maxima 200 Synergic 230VDocument2 pagesS Maxima 200 Synergic 230VMario LaurieNo ratings yet
- FCAW - OrdenadoDocument64 pagesFCAW - OrdenadoJoseph Cristian Cruz Luque100% (1)
- Informe #1 Aplicaciones de La Corriente DirectaDocument11 pagesInforme #1 Aplicaciones de La Corriente DirectaCarlos FernandoNo ratings yet
- Catalogo 2016Document48 pagesCatalogo 2016Guillermo ZaragozaNo ratings yet
- Xxa00 40Document21 pagesXxa00 40Misael RamírezNo ratings yet
- Catalogo - IM - 3MDocument13 pagesCatalogo - IM - 3McarolpenottNo ratings yet
- Procedimiento para Mantenimiento Cambio de BisagrasDocument3 pagesProcedimiento para Mantenimiento Cambio de Bisagrasharoljulio92No ratings yet
- Norma de Clas de Area Covenin - 2Document23 pagesNorma de Clas de Area Covenin - 2Juan LozadaNo ratings yet
- Calculos SoldaduraDocument6 pagesCalculos SoldaduraGaboCaicedoNo ratings yet
- Asme B31.3 Curso InspectoresDocument95 pagesAsme B31.3 Curso Inspectoresmarhoy9No ratings yet
- Manual Del Curso Diseño TanqueDocument123 pagesManual Del Curso Diseño TanquePercyAlexander100% (1)
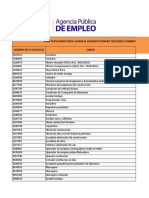
- ReporteVacantes - APE 26-10-2021 Daniela MartinezDocument84 pagesReporteVacantes - APE 26-10-2021 Daniela MartinezAlejandro VelezNo ratings yet
- Programacion Anual SoldauraDocument12 pagesProgramacion Anual SoldauraErick Kcire Rasec100% (1)
- Analisis de Precios Unitarios s10Document96 pagesAnalisis de Precios Unitarios s10Erik RamosNo ratings yet
- Seguridad Ind. Ii TP2 - Cruz JorgeDocument16 pagesSeguridad Ind. Ii TP2 - Cruz Jorgejorge cruzNo ratings yet
- Echo 2020h210Document4 pagesEcho 2020h210Nora SmithNo ratings yet
- Procedimiento de Montaje Ripley 24-07-23Document28 pagesProcedimiento de Montaje Ripley 24-07-23Sarella CondorNo ratings yet
- Cuáles Son Los Códigos de Soldadura ASME.2022Document2 pagesCuáles Son Los Códigos de Soldadura ASME.2022Oliver ValdezNo ratings yet
- Herramientas de Mantenimientos de Equipos InformáticosDocument6 pagesHerramientas de Mantenimientos de Equipos InformáticosNelson RomeroNo ratings yet
- ChanfercordDocument10 pagesChanfercordPablo Vino Pisco100% (1)
- Ficha Tecnica ElectrodoDocument5 pagesFicha Tecnica ElectrodojhonNo ratings yet
- SoldaduraDocument10 pagesSoldaduraCarlos NaranjoNo ratings yet
- Primera Entrega de Soldadura Por Arco ElectricoDocument7 pagesPrimera Entrega de Soldadura Por Arco Electricojoad esaud sanchez viteNo ratings yet
- Procedimiento de Fabricacion de EstructuraDocument13 pagesProcedimiento de Fabricacion de EstructuraPlanos Ingenieria Construcciones MorenoNo ratings yet
- Servicio Nacional de Aprendizaje Sena Sistema Integrado de Gestión Y Autocontrol Estructura Funcional de La OcupaciónDocument118 pagesServicio Nacional de Aprendizaje Sena Sistema Integrado de Gestión Y Autocontrol Estructura Funcional de La OcupaciónGerman Otalvarez100% (2)
- Luciana TR1Document6 pagesLuciana TR1Luciana maria Flores rodriguezNo ratings yet
- Pu - Sub PartidasDocument42 pagesPu - Sub PartidasJimmy HonismanNo ratings yet
- Protección de La Vista y CaraDocument1 pageProtección de La Vista y CaraCinthya YarascaNo ratings yet
- Matriz de Riesgo ATTEX LTDA Jose LuisDocument10 pagesMatriz de Riesgo ATTEX LTDA Jose Luisjorgeantonia3101No ratings yet
- Plano de Detalle - Puente CusipataDocument1 pagePlano de Detalle - Puente CusipataEdson Pasache PingoNo ratings yet