You might also like
- Latex TutorialDocument1 pageLatex TutorialAnuradha SkaNo ratings yet
- Analytical2 - q7Document6 pagesAnalytical2 - q7Anuradha SkaNo ratings yet
- Seminar Report Title: Speaker: Date: 1. KeywordsDocument1 pageSeminar Report Title: Speaker: Date: 1. KeywordsAnuradha SkaNo ratings yet
- Electrochemistry Notes... Student VersionDocument13 pagesElectrochemistry Notes... Student VersionAnuradha SkaNo ratings yet
- Seminar Report Title: Speaker: DateDocument1 pageSeminar Report Title: Speaker: DateAnuradha SkaNo ratings yet
- Seminar Report Title: Speaker: DateDocument1 pageSeminar Report Title: Speaker: DateAnuradha SkaNo ratings yet
- Seminar - VlaisavljevichDocument1 pageSeminar - VlaisavljevichAnuradha SkaNo ratings yet
- Electrochemistry Notes... Student VersionDocument13 pagesElectrochemistry Notes... Student VersionAnuradha SkaNo ratings yet
- Fractography Machine ShaftsDocument24 pagesFractography Machine ShaftsAnuradha SkaNo ratings yet
- Nano La Mer and Crack NucleationDocument3 pagesNano La Mer and Crack NucleationAnuradha SkaNo ratings yet
- Prof. Richard Kaner - Seminar PosterDocument1 pageProf. Richard Kaner - Seminar PosterAnuradha SkaNo ratings yet
- Fractography Machine ShaftsDocument24 pagesFractography Machine ShaftsAnuradha SkaNo ratings yet
- Exp2 Lees Method PDFDocument6 pagesExp2 Lees Method PDFaishwary_sri50% (4)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Special Purpose Motors - Large FontsDocument26 pagesSpecial Purpose Motors - Large FontsAnuradha SkaNo ratings yet
- EE 2850 - Applied ElectricityDocument43 pagesEE 2850 - Applied ElectricityAnuradha SkaNo ratings yet
- 8.electrical Lighting - Large FontsDocument23 pages8.electrical Lighting - Large FontsAnuradha SkaNo ratings yet
- Electrical Wiring - Large FontDocument24 pagesElectrical Wiring - Large FontAnuradha SkaNo ratings yet
- Solid State Control - Large FontsDocument34 pagesSolid State Control - Large FontsAnuradha SkaNo ratings yet
- DC - Machines - Large FontsDocument59 pagesDC - Machines - Large FontsAnuradha SkaNo ratings yet
- Economics of Power Utilization - Large FontsDocument18 pagesEconomics of Power Utilization - Large FontsAnuradha SkaNo ratings yet
- EE 2802 Applied Electricity - TransformersDocument56 pagesEE 2802 Applied Electricity - TransformersAnuradha SkaNo ratings yet
- Induction Motors - Large FontsDocument70 pagesInduction Motors - Large FontsAnuradha SkaNo ratings yet
- EE2802 - Induction Motor Construction & OperationDocument24 pagesEE2802 - Induction Motor Construction & OperationAnuradha SkaNo ratings yet
- Motor Slection Guide - Large FontDocument16 pagesMotor Slection Guide - Large FontAnuradha SkaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- NaturalRefrigerantNH3CO2 PDFDocument24 pagesNaturalRefrigerantNH3CO2 PDFPierreNo ratings yet
- Led, Led Pro, G-Home LedDocument170 pagesLed, Led Pro, G-Home Ledvinayak deshpandeNo ratings yet
- John W. Adams A&C Green EnergyDocument23 pagesJohn W. Adams A&C Green EnergySumit BaraskarNo ratings yet
- ICT - Battery Backup Module PDFDocument2 pagesICT - Battery Backup Module PDFmahavirochanaNo ratings yet
- Regenerative Elevator DrivesDocument7 pagesRegenerative Elevator DrivesPierre Hoyos AguilarNo ratings yet
- Liebert - gxt2-10000t230 - SERVICE MANUAL PDFDocument33 pagesLiebert - gxt2-10000t230 - SERVICE MANUAL PDFEmilio Kowalski67% (3)
- AtsDocument7 pagesAtsAhmad El KhatibNo ratings yet
- Electrical One Line Diag PDFDocument5 pagesElectrical One Line Diag PDFahs beinNo ratings yet
- 230 VOLTS, 3000 AT 3-PHASE, 65KAIC: First Private PoleDocument1 page230 VOLTS, 3000 AT 3-PHASE, 65KAIC: First Private PoleAngelo SergantesNo ratings yet
- Open Cycle Powe PlantDocument31 pagesOpen Cycle Powe PlantherdanandiNo ratings yet
- Thermodynamics HomeworkDocument5 pagesThermodynamics HomeworktendoNo ratings yet
- DRPCDocument7 pagesDRPCSelvaraj JohnNo ratings yet
- Military Academies: Preparing Future LeadersDocument31 pagesMilitary Academies: Preparing Future LeadersmuhammadizharNo ratings yet
- INDONESIA'S NATURAL GAS POLICYDocument19 pagesINDONESIA'S NATURAL GAS POLICYShah Reza DwiputraNo ratings yet
- Emerson Liebert GTX2 Service Manual PDFDocument40 pagesEmerson Liebert GTX2 Service Manual PDFBubai Bhattacharyya100% (1)
- Resonance ExamplesDocument2 pagesResonance ExamplesEyad A. Feilat0% (1)
- Catalogue 2015 11 06Document112 pagesCatalogue 2015 11 06Yip DavidNo ratings yet
- MCBDocument6 pagesMCBAnonymous ufMAGXcskMNo ratings yet
- SIEMENS 7PA27/30/26 Auxiliary Relays Technical SpecificationsDocument7 pagesSIEMENS 7PA27/30/26 Auxiliary Relays Technical SpecificationsMohd Ghazali Mohd NorNo ratings yet
- Informe Mercado Electrico GlobalDocument368 pagesInforme Mercado Electrico GlobalHernan WaldbilligNo ratings yet
- Acknowledgement: Seminar Report OnDocument24 pagesAcknowledgement: Seminar Report OnShishir Srivastava100% (1)
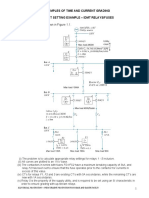
- Overcurrent Protection - Time and Current GradingDocument5 pagesOvercurrent Protection - Time and Current Gradingmoses kakwenaNo ratings yet
- Renewable Energy: Issam Salhi, Saïd Doubabi, Najib Essounbouli, Abdelaziz HamzaouiDocument9 pagesRenewable Energy: Issam Salhi, Saïd Doubabi, Najib Essounbouli, Abdelaziz HamzaouiSantiago GNo ratings yet
- Unit 4.2 Electrical Energy ManagementDocument61 pagesUnit 4.2 Electrical Energy ManagementJoeb DsouzaNo ratings yet
- Energy Levels 1 PDFDocument3 pagesEnergy Levels 1 PDFBOSS BOSSNo ratings yet
- Perpres 112 2022 Renewable Energy Acceleration (Presentation)Document10 pagesPerpres 112 2022 Renewable Energy Acceleration (Presentation)maharNo ratings yet
- ERGY8020 - Lab1 (5%) - Manual-MS-Word - VersionDocument5 pagesERGY8020 - Lab1 (5%) - Manual-MS-Word - VersionAftab RaniyaNo ratings yet
- Electric PotentialDocument41 pagesElectric Potentialbry uyNo ratings yet
- Ex Plakat enDocument1 pageEx Plakat enFarshid Ahmadian YazdiNo ratings yet
- Compact Eng PDFDocument44 pagesCompact Eng PDFHarold Antonio Coello AvilaNo ratings yet