You might also like
- Excavators:: Mohammad Suhail SiddiquiDocument20 pagesExcavators:: Mohammad Suhail SiddiquiTalha SiddiquiNo ratings yet
- Powertrain CAT Part 1Document36 pagesPowertrain CAT Part 1Marius Lakshan ThamelNo ratings yet
- TA2 English - Wheel LoaderDocument22 pagesTA2 English - Wheel Loadercarlos angelNo ratings yet
- © 2002 Caterpillar IncDocument60 pages© 2002 Caterpillar Incrigoberto123456789100% (1)
- EH1700 Hydraulic Training Manual - HTT1700!10!1007Document82 pagesEH1700 Hydraulic Training Manual - HTT1700!10!1007Jacques Van Niekerk100% (2)
- Global Service Learning: 777F (JRP) Off-Highway TrucksDocument79 pagesGlobal Service Learning: 777F (JRP) Off-Highway TrucksManuel Pompa Flores100% (3)
- Hydraulic Excavator OverhaulsDocument3 pagesHydraulic Excavator OverhaulsLody100% (1)
- Heavy Equipment LubricationDocument52 pagesHeavy Equipment LubricationSawal Wal100% (2)
- 777d PDFDocument24 pages777d PDFrodizianoNo ratings yet
- Of F-Highway Truck: FeaturesDocument8 pagesOf F-Highway Truck: Featuresmario palondonganNo ratings yet
- 777F OEM Off-Highway Truck-Maintenance IntervalsDocument91 pages777F OEM Off-Highway Truck-Maintenance IntervalsJoel Rodríguez100% (1)
- Caterpillar DozersDocument20 pagesCaterpillar Dozerslulu3232100% (1)
- Caterpillar Wheel Loader 962KDocument36 pagesCaterpillar Wheel Loader 962KJi Uvex100% (1)
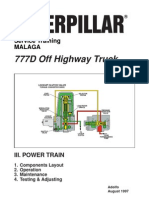
- 777D Off Highway Truck: Service Training MalagaDocument46 pages777D Off Highway Truck: Service Training Malagajose10001100% (4)
- HD785 7 2007nov18 Compacted 51902Document118 pagesHD785 7 2007nov18 Compacted 51902Jheison Valencia100% (2)
- 777FDocument272 pages777Fvassindou100% (2)
- Course Drive Train Works Wears Heavy Equipment Caterpillar PDFDocument114 pagesCourse Drive Train Works Wears Heavy Equipment Caterpillar PDFBruno Cecatto93% (28)
- 03 Komatsu GD825 Machine Maintenance PDFDocument50 pages03 Komatsu GD825 Machine Maintenance PDFLucyan Ionescu100% (2)
- PEGJ0042-02 - Caterpillar Quick Reference GuideDocument15 pagesPEGJ0042-02 - Caterpillar Quick Reference GuidefrankianiNo ratings yet
- 777 2 PDFDocument280 pages777 2 PDFAlif Yunis S100% (2)
- Bulldozer d9t CatDocument20 pagesBulldozer d9t CatJuan David JaramilloNo ratings yet
- Hydraulic Systems - CatDocument16 pagesHydraulic Systems - Catfalconesas100% (1)
- Sebd0809 02 01 AllDocument68 pagesSebd0809 02 01 AllMiguel Gutierrez100% (1)
- PM PPM OHT 777D CaterpillarDocument83 pagesPM PPM OHT 777D CaterpillarDiki Abu Meshal100% (1)
- Advance Engine Completed & Final InspectonDocument29 pagesAdvance Engine Completed & Final Inspectonnik-enNo ratings yet
- Komatsu PC1250-8 SpecsDocument20 pagesKomatsu PC1250-8 SpecsStephen Holley100% (3)
- Maintenance & Repair Costs - JonesDocument28 pagesMaintenance & Repair Costs - Jonesshagu17100% (1)
- 777 D Test ChartsDocument41 pages777 D Test ChartsAlejandro Alberto Robalino Mendez100% (1)
- 06 HoistDocument15 pages06 HoistBorishnicob100% (4)
- Grader Operation TipsDocument47 pagesGrader Operation TipsCrispin Cris Nspm100% (6)
- CAT Contamination ControlDocument34 pagesCAT Contamination ControlРинат Сагидов100% (1)
- TA1 English - Wheel LoaderDocument20 pagesTA1 English - Wheel Loadercarlos angel100% (2)
- TA1 Inspection Training For Hydraulic Excavators - KampDocument42 pagesTA1 Inspection Training For Hydraulic Excavators - KampLuis Guzmán100% (1)
- MaintenanceDocument89 pagesMaintenancelp mishra100% (5)
- Operator Controls: Operation and Maintenance ManualDocument17 pagesOperator Controls: Operation and Maintenance ManualAgus DaniNo ratings yet
- d10 T InglesDocument106 pagesd10 T InglesDiego PizarroNo ratings yet
- Komatsu Reusable PartDocument44 pagesKomatsu Reusable PartTriyonoNo ratings yet
- Heavy Equipment PresentationDocument30 pagesHeavy Equipment PresentationMrk KhanNo ratings yet
- Caterpillar D11R CD Carrydozer Implement Systems ManualDocument68 pagesCaterpillar D11R CD Carrydozer Implement Systems ManualMaquinarias Pesadas100% (4)
- 777FDocument93 pages777FAlcanfred Cte Bto100% (6)
- Bulldozer CatDocument8 pagesBulldozer CatBrian Sangay SalvatierraNo ratings yet
- Bell 40DDocument6 pagesBell 40DAzzam FaridNo ratings yet
- Komatsu Hd785-7 Rigid Dump TrucksDocument20 pagesKomatsu Hd785-7 Rigid Dump Truckswahyu100510No ratings yet
- 773E Hydraulic SystemDocument2 pages773E Hydraulic SystemDipendra BhattacharyaNo ratings yet
- Maintenance of Mining MachineryDocument22 pagesMaintenance of Mining Machineryjorgeluis2000100% (1)
- Compressor Preventive MaintenanceDocument26 pagesCompressor Preventive MaintenanceMohamed Hamed100% (1)
- Series: Hydraulic ExcavatorDocument16 pagesSeries: Hydraulic ExcavatorForomaquinas50% (4)
- Basic Trouble Shooting KomatsuDocument40 pagesBasic Trouble Shooting Komatsuphankhoa83No ratings yet
- GET Management Guide PDFDocument20 pagesGET Management Guide PDFJon Carbon100% (1)
- 24H Series Grader PDF Pres PDFDocument86 pages24H Series Grader PDF Pres PDFRulver Quiroz Cabanillas86% (7)
- Advance Engine Completed & Final Inspection Rev 0Document145 pagesAdvance Engine Completed & Final Inspection Rev 0nik-en100% (2)
- Serv 1828Document272 pagesServ 1828Luis Alberto Acuña Avalos100% (5)
- DA PresentationDocument32 pagesDA PresentationRuwinda BandaraNo ratings yet
- Bombas de Superficie SpsDocument66 pagesBombas de Superficie SpsMiguel Abdel Gonzalez100% (2)
- Presentation On Basic Information of Engine (CATERPILLAR)Document50 pagesPresentation On Basic Information of Engine (CATERPILLAR)SAVANT PANWARNo ratings yet
- Compressor and Sealing SystemDocument40 pagesCompressor and Sealing Systemprabhjotbhangal67% (3)
- Mod 3 Engine PerformanceDocument55 pagesMod 3 Engine PerformanceRushikesh PatilNo ratings yet
- Bts GeneratorsDocument53 pagesBts Generatorsmohsinaliqureshi02No ratings yet
- MohamedDocument14 pagesMohamedMohamed AbdraboNo ratings yet
- 2.engine Master Presentation 2Document165 pages2.engine Master Presentation 2Harinderpal Singh PannuNo ratings yet
- Heavy Equipment LubricationDocument52 pagesHeavy Equipment LubricationSawal Wal100% (2)
- Fundamental of Hydraulic PDFDocument51 pagesFundamental of Hydraulic PDFSawal Wal86% (22)
- Fundamental of Hydraulic Ii PDFDocument57 pagesFundamental of Hydraulic Ii PDFSawal Wal60% (5)
- Power Train II: Course OverviewDocument49 pagesPower Train II: Course OverviewSawal Wal100% (1)
- Fundamental of Hydraulic I PDFDocument47 pagesFundamental of Hydraulic I PDFSawal WalNo ratings yet
- PART BOOK Genset Perkins' 085 & 100 KVA PDFDocument132 pagesPART BOOK Genset Perkins' 085 & 100 KVA PDFSawal Wal100% (2)
- B51TE Lecture 1 Radiation Part 1Document45 pagesB51TE Lecture 1 Radiation Part 1ivancxyew13No ratings yet
- 4 THC FD ConferenceDocument11 pages4 THC FD ConferenceMohmmed MahmoudNo ratings yet
- Jurnal Praktikum Dasar-Dasar Pemisahan Kimia Pembuatan Membran Polysulfon (PSF)Document9 pagesJurnal Praktikum Dasar-Dasar Pemisahan Kimia Pembuatan Membran Polysulfon (PSF)Rizki AuNo ratings yet
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Slurry Pump The KproDocument11 pagesSlurry Pump The Kpro4lk0nNo ratings yet
- Design Improvement and Experimental Study On Shell and Tube Condenser For Bio-Oil RecoveryDocument8 pagesDesign Improvement and Experimental Study On Shell and Tube Condenser For Bio-Oil RecoveryShankar AcharNo ratings yet
- PR RP 103Document41 pagesPR RP 103SinaNo ratings yet
- Uop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherDocument12 pagesUop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherBharavi K SNo ratings yet
- ANSYS Fluid Dynamics Verification ManualDocument254 pagesANSYS Fluid Dynamics Verification ManualNahik KabirNo ratings yet
- Sheet 5 SolutionDocument36 pagesSheet 5 SolutionJoseph CorderoNo ratings yet
- Skhema Manual Saeco Lirika Ri9840 Rev03Document6 pagesSkhema Manual Saeco Lirika Ri9840 Rev03jean-sebastien CordierNo ratings yet
- Mud Max Mud Max Compact: Centrifugal Pump Series 250Document32 pagesMud Max Mud Max Compact: Centrifugal Pump Series 250Hussein MohamedNo ratings yet
- Chemistry Equilibrium WorksheetDocument5 pagesChemistry Equilibrium WorksheetMarkNo ratings yet
- Belimo Various ValvesDocument5 pagesBelimo Various Valvesbabs bobNo ratings yet
- Turbo Machine.: Introduction To TurbomachinesDocument12 pagesTurbo Machine.: Introduction To TurbomachinesManoj SpNo ratings yet
- Operating Problems and Glycol CareDocument17 pagesOperating Problems and Glycol CareJonathan Mike0% (1)
- Chapter 6 Problem ExercisesDocument12 pagesChapter 6 Problem ExercisesKaparaz, Ronald Allan B. Sec-CNo ratings yet
- PermeabilityDocument6 pagesPermeabilitytwinklecawas099No ratings yet
- Free and Forced Heat ConvectionDocument19 pagesFree and Forced Heat Convectionangelaers100% (2)
- MCG3341 Midterm W2016 wSOLS PDFDocument12 pagesMCG3341 Midterm W2016 wSOLS PDFStefanGraczyk100% (1)
- A5 Price Guide 2019 PDFDocument120 pagesA5 Price Guide 2019 PDFbayuNo ratings yet
- WRE-412 Design of Hydraulic Structure: Md. Raiful Islam Lecturer, DWRE, BUET Contact: Room 730, 6 Cell: +8801520103477Document34 pagesWRE-412 Design of Hydraulic Structure: Md. Raiful Islam Lecturer, DWRE, BUET Contact: Room 730, 6 Cell: +8801520103477Azwad AbeerNo ratings yet
- EG307 Fire Protection Systems Rev. 1Document18 pagesEG307 Fire Protection Systems Rev. 1Ali MehrpourNo ratings yet
- AqudDocument5 pagesAqudch0k3 iiiNo ratings yet
- Coalescence of Surfactant-Laden Drops by A Phase Field MethodDocument20 pagesCoalescence of Surfactant-Laden Drops by A Phase Field MethodAlfredo SoldatiNo ratings yet
- 002.0 Surface Sampling TrainingDocument17 pages002.0 Surface Sampling TrainingNguyễnTrường100% (1)
- Modelling The Effects of Condensate Banking On High CGR ReservoirsDocument11 pagesModelling The Effects of Condensate Banking On High CGR ReservoirslikpataNo ratings yet
- IES Calculation MethodsDocument47 pagesIES Calculation MethodsInventor SolidworksNo ratings yet
- Design FlowsDocument20 pagesDesign FlowsTRISHIA JOYCENo ratings yet
- 2 Way 3 Way Piping DiagramDocument1 page2 Way 3 Way Piping DiagrammarrukhjNo ratings yet