You might also like
- FMEADocument21 pagesFMEAayman shamsNo ratings yet
- Failure Mode Effect AnalysisDocument36 pagesFailure Mode Effect AnalysisCharanjeet SinghNo ratings yet
- Analyze Opportunity Part 1: Failure Modes Effect Analysis (FMEA)Document35 pagesAnalyze Opportunity Part 1: Failure Modes Effect Analysis (FMEA)Yuwaraj DandeNo ratings yet
- FMEA For LSSDocument15 pagesFMEA For LSSEr Darsh ChahalNo ratings yet
- Fmea Failure Mode and Effect Analysis: Thought For The DayDocument55 pagesFmea Failure Mode and Effect Analysis: Thought For The Dayjd4uNo ratings yet
- FMEA Webinar 30 Nov 2011Document74 pagesFMEA Webinar 30 Nov 2011David SigalinggingNo ratings yet
- FMEADocument20 pagesFMEARonillo PormonNo ratings yet
- Failure Mode Effects Analysis (Fmea)Document10 pagesFailure Mode Effects Analysis (Fmea)ULHAS KADAM0% (1)
- RCA 2021 - 22 - 23 November 2021 FINALDocument337 pagesRCA 2021 - 22 - 23 November 2021 FINALBenjamin MqenebeNo ratings yet
- Failure Mode and Effects Analysis (Design) : Importance in NPD ProcessDocument12 pagesFailure Mode and Effects Analysis (Design) : Importance in NPD Processsushant3240No ratings yet
- FMEADocument29 pagesFMEAKarthik Kr100% (1)
- FMEADocument42 pagesFMEAibal_machine100% (1)
- Failure Mode and Effect Analysis-2Document33 pagesFailure Mode and Effect Analysis-2rammit2007No ratings yet
- Qgem Management Solution: Welcomes You To Failure Mode & Effects Analysis (Fmea) Training Course 4 EditionDocument103 pagesQgem Management Solution: Welcomes You To Failure Mode & Effects Analysis (Fmea) Training Course 4 EditionVINOTH100% (2)
- Failure Modes Effect Analysis (FMEA)Document22 pagesFailure Modes Effect Analysis (FMEA)Mujammil ChoudhariNo ratings yet
- Fmea TrainingDocument54 pagesFmea Trainingazadsingh10% (1)
- Session 12: Failure Mode and Effects Criticality Analysis (FMECA)Document9 pagesSession 12: Failure Mode and Effects Criticality Analysis (FMECA)Ritu ShahNo ratings yet
- MMVA ZG 522 Total Quality Management: Rajiv Gupta BITS PilaniDocument47 pagesMMVA ZG 522 Total Quality Management: Rajiv Gupta BITS PilaniveeranagoudaNo ratings yet
- FMEA TrainingDocument49 pagesFMEA Trainingeidlberto casedoNo ratings yet
- Yale FMEA IntroDocument24 pagesYale FMEA Introhazwan2283No ratings yet
- FMEA FDocument58 pagesFMEA Fstd_88886871No ratings yet
- FMAE ToolDocument7 pagesFMAE Toolamitrao1983No ratings yet
- Conducting A Process FMEADocument12 pagesConducting A Process FMEAKevin RimmerNo ratings yet
- Welcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionDocument68 pagesWelcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionSundaramoorthy ArumugamNo ratings yet
- FMEA - ASQ&APICS Joint MeetingDocument31 pagesFMEA - ASQ&APICS Joint Meetingjagger zgNo ratings yet
- Failure Modes And: Step-By-Step FailuresDocument31 pagesFailure Modes And: Step-By-Step FailuresVimala Selvaraj VimalaNo ratings yet
- FMEADocument91 pagesFMEAscorpionarnoldNo ratings yet
- Function:: Yield Fatigue Material Instability Creep Wear Corrosion Cracked Deformed LeakingDocument16 pagesFunction:: Yield Fatigue Material Instability Creep Wear Corrosion Cracked Deformed LeakingAnita SinghNo ratings yet
- Fmea 2Document46 pagesFmea 2billNo ratings yet
- Failure Mode and Effects Analysis (Fmea)Document11 pagesFailure Mode and Effects Analysis (Fmea)Chaudhary Hassan AliNo ratings yet
- FMEA TrainingDocument25 pagesFMEA Trainingmelimaulani-1No ratings yet
- Vibhor Garg (2009MB0014) Punam Raj (2009MB0012) Sujata Kumari (2009MB0016) Anamika Kumari (2009MB0015)Document7 pagesVibhor Garg (2009MB0014) Punam Raj (2009MB0012) Sujata Kumari (2009MB0016) Anamika Kumari (2009MB0015)meghana626No ratings yet
- Supplier PFMEA Workshop Rev 120814 OutvideoDocument32 pagesSupplier PFMEA Workshop Rev 120814 OutvideoVladimir Rodriguez BeltranNo ratings yet
- 21 QTM CAT 2 (Unit - IV)Document27 pages21 QTM CAT 2 (Unit - IV)thomas ShelbyNo ratings yet
- Failure Mode Effect AnalysisDocument25 pagesFailure Mode Effect AnalysisStuart HawkshawNo ratings yet
- 2014 06 23 FMEA SlidesDocument19 pages2014 06 23 FMEA SlidesMadhan RajNo ratings yet
- Topic: Failure Mode & Effect AnalysisDocument6 pagesTopic: Failure Mode & Effect AnalysisAbdullah AwanNo ratings yet
- FMEA Guide for Process Improvement and Risk ReductionDocument24 pagesFMEA Guide for Process Improvement and Risk ReductionPrem KumarNo ratings yet
- FMEA MSETM 5291 2bDocument17 pagesFMEA MSETM 5291 2boualidhseNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document43 pagesFailure Modes and Effects Analysis (FMEA)Muhamad Fauzi100% (1)
- Mti 80002347 110723074315Document132 pagesMti 80002347 110723074315domino BgsadNo ratings yet
- Development of Quality System For Engine AssemblyDocument55 pagesDevelopment of Quality System For Engine AssemblysvrbchaudhariNo ratings yet
- Nikhil Kandwal - 19020841022Document16 pagesNikhil Kandwal - 19020841022Neeraj GargNo ratings yet
- FMEADocument23 pagesFMEAtcsNo ratings yet
- ERP Selection Process Survival Guide PDFDocument20 pagesERP Selection Process Survival Guide PDFasaNo ratings yet
- FMEA - PPT - PresentationDocument96 pagesFMEA - PPT - PresentationNatarajan Gopalaswamy100% (2)
- BY Kiran S Shinde Kishor L RasalDocument10 pagesBY Kiran S Shinde Kishor L RasalKiran ShindeNo ratings yet
- Experiment No 7 MEMDocument11 pagesExperiment No 7 MEMImdad JalaliNo ratings yet
- Failure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!Document38 pagesFailure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!AshokNo ratings yet
- DFMEA Design Risk AnalysisDocument14 pagesDFMEA Design Risk AnalysissdNo ratings yet
- FMEA analysis of quality management processesDocument17 pagesFMEA analysis of quality management processesGowtham D'Night FoxNo ratings yet
- Fmea TraningDocument24 pagesFmea TraningqualityNo ratings yet
- FMEA GuideDocument39 pagesFMEA GuideRahul BarnwalNo ratings yet
- FMEADocument24 pagesFMEAskc3128No ratings yet
- Advances in Software Inspections Power PointDocument14 pagesAdvances in Software Inspections Power PointTemesgen EndakmewNo ratings yet
- Learn and Practice The Developing A FMEADocument4 pagesLearn and Practice The Developing A FMEAjballinasNo ratings yet
- Techniques For Execution of System TestsDocument31 pagesTechniques For Execution of System TestsVamsi Krishna ChowdaryNo ratings yet
- FMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionFrom EverandFMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionNo ratings yet
- Basic Ac PowerDocument24 pagesBasic Ac PowerJom BonhayagNo ratings yet
- FAULT NATURE DIAGNOSIS CHECKLISTDocument1 pageFAULT NATURE DIAGNOSIS CHECKLISTJom BonhayagNo ratings yet
- Position Title: NDT TechnicianDocument1 pagePosition Title: NDT TechnicianJom BonhayagNo ratings yet
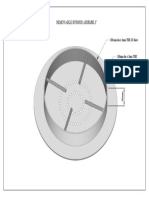
- Removable Burner Assembly: 200 MM Dia X 2mm THK GI SheetDocument1 pageRemovable Burner Assembly: 200 MM Dia X 2mm THK GI SheetJom BonhayagNo ratings yet
- Company Logo: ME 198: Industrial Plant EngineeringDocument1 pageCompany Logo: ME 198: Industrial Plant EngineeringJom BonhayagNo ratings yet
- Plumbing ReviewerDocument1 pagePlumbing ReviewerJom BonhayagNo ratings yet
- Tut DW HTML PDFDocument41 pagesTut DW HTML PDFJom BonhayagNo ratings yet
- Coupling AlignmentDocument14 pagesCoupling Alignmentkutts76No ratings yet
- Carina Model Renovation-Jm VallejoDocument1 pageCarina Model Renovation-Jm VallejoJom BonhayagNo ratings yet
- HeatDocument10 pagesHeatJom BonhayagNo ratings yet
- Chapters IntroDocument10 pagesChapters IntroJom BonhayagNo ratings yet
- 99 104Document1 page99 104Jom BonhayagNo ratings yet
- Content: SKF Spindle Assessment Quick Start User GuideDocument10 pagesContent: SKF Spindle Assessment Quick Start User GuideJom BonhayagNo ratings yet
- Pump Selection Condensate Pump: Deaerator Pressure With 10% Allowance Assuming Piping Pressure DropDocument3 pagesPump Selection Condensate Pump: Deaerator Pressure With 10% Allowance Assuming Piping Pressure DropJom BonhayagNo ratings yet
- ASME PTC Performance Test Codes GuideDocument3 pagesASME PTC Performance Test Codes GuideVijayakumar SengottuveluNo ratings yet
- Power Plant Performance NotesDocument2 pagesPower Plant Performance NotesJom BonhayagNo ratings yet
- Master of Science in Mechanical EngineeringDocument9 pagesMaster of Science in Mechanical EngineeringJom Bonhayag100% (1)
- MSS SP-6 (2001)Document6 pagesMSS SP-6 (2001)Vijay KumarNo ratings yet
- Tech Sheet 128Document1 pageTech Sheet 128Sriram RamanujamNo ratings yet
- Comprehensive CSHPDocument15 pagesComprehensive CSHPMak ArthurNo ratings yet
- Application Form CSHprogramDocument6 pagesApplication Form CSHprogramJom Bonhayag100% (2)
- Master of EngineeringDocument17 pagesMaster of EngineeringMatt Bash XymNo ratings yet
- DPWH Do 056 S2005Document20 pagesDPWH Do 056 S2005B R Paul FortinNo ratings yet
- AmrDocument5 pagesAmrJom BonhayagNo ratings yet
- How To Use Online Trading FacilityDocument18 pagesHow To Use Online Trading FacilityJom BonhayagNo ratings yet
- COL FormDocument7 pagesCOL FormelminvaldezNo ratings yet
- Plant Wellness Letter LRS GlobalDocument3 pagesPlant Wellness Letter LRS GlobalJom BonhayagNo ratings yet
- DPWH Do 056 S2005Document20 pagesDPWH Do 056 S2005B R Paul FortinNo ratings yet
- Bidding Guidelines For Procurement of PowerDocument20 pagesBidding Guidelines For Procurement of PowerkannanNo ratings yet
- DP MainDocument1 pageDP MainprabhuarunkumarNo ratings yet
- QuestionsDocument10 pagesQuestionsmfoNo ratings yet
- Introduction To Critical Reading SkillsDocument4 pagesIntroduction To Critical Reading SkillsParlindungan PardedeNo ratings yet
- 01-02 Common Stack OperationsDocument6 pages01-02 Common Stack OperationsYa KrevedkoNo ratings yet
- Loader Backhoe Student ManualDocument25 pagesLoader Backhoe Student ManualSanket Pujari100% (2)
- G5 - CLC 30Document5 pagesG5 - CLC 30Phuong AnhNo ratings yet
- 130nm Techbrief01Document3 pages130nm Techbrief01Gilang Mardian KNo ratings yet
- Lattice SeminarDocument48 pagesLattice SeminarNaina JabbarNo ratings yet
- Math 362, Problem Set 5Document4 pagesMath 362, Problem Set 5toancaoNo ratings yet
- Reportte Cambios CPC 2a1Document1 pageReportte Cambios CPC 2a1FERNANDO FERRUSCANo ratings yet
- Tanks Lecture 3Document70 pagesTanks Lecture 3zikzak2011No ratings yet
- ChironDocument13 pagesChironGP100% (1)
- Quarter 1 - Module 1 Nature Goals and Perspectives in Anthropology Sociology and Political ScienceDocument24 pagesQuarter 1 - Module 1 Nature Goals and Perspectives in Anthropology Sociology and Political Science완83% (12)
- Summary of FindingsDocument3 pagesSummary of FindingsshairaNo ratings yet
- Aimcat 2201Document29 pagesAimcat 2201Anshul YadavNo ratings yet
- 9 Little Translation Mistakes With Big ConsequencesDocument2 pages9 Little Translation Mistakes With Big ConsequencesJuliany Chaves AlvearNo ratings yet
- Iso Tc6 ĿDocument12 pagesIso Tc6 Ŀzrilek1No ratings yet
- Dynamic Analysis of Loads and Stresses in Connecting RodsDocument10 pagesDynamic Analysis of Loads and Stresses in Connecting RodsJuan Pablo Cano MejiaNo ratings yet
- 5S PDFDocument41 pages5S PDFpranayrulzNo ratings yet
- Subscriber Loop Design LectureDocument36 pagesSubscriber Loop Design LectureAlas Mallari DonatoNo ratings yet
- LA303-003 Discovery 3-LR3 - Method Change - Diesel Engine Removal Procedure 07-12-2005Document2 pagesLA303-003 Discovery 3-LR3 - Method Change - Diesel Engine Removal Procedure 07-12-2005fadholiNo ratings yet
- Electric Power Distribution - Wikipedia, The Free EncyclopediaDocument3 pagesElectric Power Distribution - Wikipedia, The Free EncyclopediasacuarsNo ratings yet
- SKF TIH 240 Heater Instruction ManualDocument134 pagesSKF TIH 240 Heater Instruction ManualWei Leng tehNo ratings yet
- Course 2 Unit 4Document90 pagesCourse 2 Unit 4amit aryaNo ratings yet
- 120.anti Theft Alerting System For Vehicle (2 Wheeler)Document3 pages120.anti Theft Alerting System For Vehicle (2 Wheeler)Basha BashaNo ratings yet
- Build Ubuntu for Ultra-96 FPGA DevelopmentDocument5 pagesBuild Ubuntu for Ultra-96 FPGA Developmentksajj0% (1)
- Zaporojets - Sobre A Natureza Da Percepção Visual de Um ObjetoDocument10 pagesZaporojets - Sobre A Natureza Da Percepção Visual de Um ObjetoCarol VasconcelosNo ratings yet
- Cote Vol 4Document122 pagesCote Vol 4moriel13No ratings yet
- Altamirov DishniDocument95 pagesAltamirov DishniEmersonJParedes100% (1)
- Manual de Usuario Hamilton Beach 40515R (Español - 28 Páginas)Document3 pagesManual de Usuario Hamilton Beach 40515R (Español - 28 Páginas)yanelin escandelaNo ratings yet
- Ladw 2014 09 PDFDocument284 pagesLadw 2014 09 PDFFrancisco BenítezNo ratings yet