You might also like
- LinealDocument2 pagesLinealjuliofdezNo ratings yet
- DOF - Diario Oficial de La FederaciónDocument5 pagesDOF - Diario Oficial de La FederaciónjuliofdezNo ratings yet
- RequeDocument1 pageRequejuliofdezNo ratings yet
- PendientesDocument1 pagePendientesjuliofdezNo ratings yet
- CACEI EGEL Respaldo MateriasDocument7 pagesCACEI EGEL Respaldo MateriasjuliofdezNo ratings yet
- CobreDocument7 pagesCobrejuliofdezNo ratings yet
- MakerBot Guia para Docentes Descarga BAJADocument41 pagesMakerBot Guia para Docentes Descarga BAJASidery Ulices Canales100% (1)
- MesaDocument1 pageMesajuliofdezNo ratings yet
- PendientesDocument1 pagePendientesjuliofdezNo ratings yet
- FichadeAccidentes 11Document5 pagesFichadeAccidentes 11juliofdezNo ratings yet
- Uso Del TornoDocument9 pagesUso Del TornojuliofdezNo ratings yet
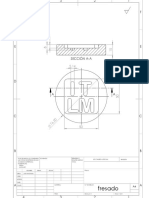
- FresadoDocument1 pageFresadojuliofdezNo ratings yet
- Soldadura Con Arco PDFDocument32 pagesSoldadura Con Arco PDFjuliofdezNo ratings yet
- Matemáticas FinancierasDocument436 pagesMatemáticas FinancierasJagr JHeims0% (1)
- Mapa ConceptualpdDocument1 pageMapa ConceptualpdjuliofdezNo ratings yet
- VEP (Valor Esperado de Perdida)Document17 pagesVEP (Valor Esperado de Perdida)Alfredo HenriquezNo ratings yet
- Visit AsDocument2 pagesVisit AsjuliofdezNo ratings yet
- Comparacion Metodos EvaluacionDocument22 pagesComparacion Metodos EvaluacionjuliofdezNo ratings yet
- DOF - Diario Oficial de La FederaciónDocument5 pagesDOF - Diario Oficial de La FederaciónjuliofdezNo ratings yet
- DOF - Diario Oficial de La FederaciónDocument5 pagesDOF - Diario Oficial de La FederaciónjuliofdezNo ratings yet
- SL 22 Evaluación de RiesgosDocument39 pagesSL 22 Evaluación de RiesgosjairoluisfNo ratings yet
- Cuadro ComparativoDocument4 pagesCuadro ComparativojuliofdezNo ratings yet
- MaestriasDocument1 pageMaestriasjuliofdezNo ratings yet
- Ruta de La Calidad HerramientasDocument52 pagesRuta de La Calidad HerramientasjuliofdezNo ratings yet
- Histograma Con EXCEL Sin DatosDocument191 pagesHistograma Con EXCEL Sin DatosjuliofdezNo ratings yet
- Reingenieria de Procesos, Hammer y ChampyDocument16 pagesReingenieria de Procesos, Hammer y ChampyEnrique Jorge Defaz Iza100% (1)
- Niosh MMCDocument12 pagesNiosh MMCjuliofdezNo ratings yet
- PROYECTOSDocument7 pagesPROYECTOSjuliofdezNo ratings yet
- Ruta de La Calidad Herramientas Básicas PDFDocument52 pagesRuta de La Calidad Herramientas Básicas PDFjuliofdezNo ratings yet
- Estudio-Del-trabajo - Ingenieria de Metodos Roberto Garcia Criollo Mcgraw - HillDocument459 pagesEstudio-Del-trabajo - Ingenieria de Metodos Roberto Garcia Criollo Mcgraw - Hilljuliofdez100% (11)
- Coagulantes FloculantesDocument4 pagesCoagulantes FloculantesoiciruaNo ratings yet
- Derrame de ácido sulfúrico en Tlaquepaque en 2004Document15 pagesDerrame de ácido sulfúrico en Tlaquepaque en 2004Tadeo FajardoNo ratings yet
- Práctica - Control de Calidad Instrumental// Análisis InstrumentalDocument10 pagesPráctica - Control de Calidad Instrumental// Análisis InstrumentalRosmaira MartínezNo ratings yet
- Hidrocarburos 2Document8 pagesHidrocarburos 2chutuluNo ratings yet
- TAMIZAJE FITOQUIMICO DE HOJAS Y SEMILLAS DE (Bixa Orellana) - TANIA GUERRERO VEJARANO, - JOSE LUIS PAREDES SALAZARDocument15 pagesTAMIZAJE FITOQUIMICO DE HOJAS Y SEMILLAS DE (Bixa Orellana) - TANIA GUERRERO VEJARANO, - JOSE LUIS PAREDES SALAZAREver BerriosNo ratings yet
- Lab Ciclo de RefrigeraciónDocument7 pagesLab Ciclo de Refrigeraciónmaria gonzalezNo ratings yet
- Proceso de Fabricacion de Jabones y DetergentesDocument23 pagesProceso de Fabricacion de Jabones y DetergentesRonald Huaripata GutiérrezNo ratings yet
- Guia # 1 Teoria EvolutivaDocument5 pagesGuia # 1 Teoria EvolutivaAdelmo Jose Herazo VergaraNo ratings yet
- Inserto Spinreact Sodio 1001380Document1 pageInserto Spinreact Sodio 1001380YANET ALCANTARANo ratings yet
- Acciones FísicasDocument29 pagesAcciones FísicasLEIDY VIVIANA GUTIERREZ GALINDONo ratings yet
- Fracturamiento HidraulicoDocument34 pagesFracturamiento HidraulicoDiego Suárez GutiérrezNo ratings yet
- Solubilidad y MiscibilidadDocument14 pagesSolubilidad y MiscibilidadRodrigo AlessandroNo ratings yet
- Fabricación de RadiadoresDocument7 pagesFabricación de RadiadoresNgro Quinapaxi GonzalezNo ratings yet
- Clase Semana 02 Ingenieria Forense I - 108 - 0 PDFDocument11 pagesClase Semana 02 Ingenieria Forense I - 108 - 0 PDFGonzalesR.WagnerNo ratings yet
- Informe 1 de Fisica II 2015 1ronaldDocument19 pagesInforme 1 de Fisica II 2015 1ronaldJoe ToledoNo ratings yet
- Limpiador de Pisos MSDSDocument1 pageLimpiador de Pisos MSDSLandry JarquinNo ratings yet
- Proceso de Elaboraciã - N de La CervezaDocument34 pagesProceso de Elaboraciã - N de La CervezacristinaNo ratings yet
- Presupuesto de RedesDocument4 pagesPresupuesto de RedesJhon Alejandro BarreroNo ratings yet
- LBFQ Clase2Document22 pagesLBFQ Clase2Branco Palma RodriguezNo ratings yet
- Cromatografía de Permeacion en GelDocument59 pagesCromatografía de Permeacion en GelCeciliaCavesNo ratings yet
- Procesamiento Uniformes Propiedad Star Medica 16.02.22Document2 pagesProcesamiento Uniformes Propiedad Star Medica 16.02.22Andres Garrido AssadNo ratings yet
- Tratamiento Termico Del AceroDocument43 pagesTratamiento Termico Del AceroLuis Nonell100% (2)
- Bioquímica Humana UNIBARDocument19 pagesBioquímica Humana UNIBARElvis GarmendiasNo ratings yet
- Infrome Final de Produccion de ToluenoDocument34 pagesInfrome Final de Produccion de ToluenoDLPNo ratings yet
- Aplicaciones de Los Sistemas de Registro LWD en Operaciones de Perforación de PozosDocument2 pagesAplicaciones de Los Sistemas de Registro LWD en Operaciones de Perforación de Pozoserlin_corderoNo ratings yet
- Ensayo de Dureza de BrinellDocument14 pagesEnsayo de Dureza de Brinellpatricia montenegroNo ratings yet
- Descriptores de Desempeño Fisica Primer TrimestreDocument3 pagesDescriptores de Desempeño Fisica Primer TrimestreValentin Castellanos A.No ratings yet
- Variación de EntropíaDocument8 pagesVariación de EntropíaCuasar PulsarNo ratings yet
- Yacimientos No Conventionales - Frédéric SchneiderDocument34 pagesYacimientos No Conventionales - Frédéric SchneiderSebastian CantilloNo ratings yet
- P-11 Propiedades ColigativasDocument5 pagesP-11 Propiedades ColigativasAxel EspinozaNo ratings yet