You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Robot Mechanics and Control RIME-811: Dr. Hasan SajidDocument34 pagesRobot Mechanics and Control RIME-811: Dr. Hasan SajidTalha YousufNo ratings yet
- RM PDFDocument1 pageRM PDFTalha YousufNo ratings yet
- Literature Search On Hybrid Brain Computer Interface Using EEG and fNIRSDocument10 pagesLiterature Search On Hybrid Brain Computer Interface Using EEG and fNIRSTalha YousufNo ratings yet
- Foundations of Artificial Intelligence: Cis20.2-Spring2010-Sklar-Leciv.1 1 Cis20.2-Spring2010-Sklar-Leciv.1 2Document6 pagesFoundations of Artificial Intelligence: Cis20.2-Spring2010-Sklar-Leciv.1 1 Cis20.2-Spring2010-Sklar-Leciv.1 2Talha YousufNo ratings yet
- Binomial Distribution and ApplicationsDocument1 pageBinomial Distribution and ApplicationsTalha YousufNo ratings yet
- Project ReportDocument1 pageProject ReportTalha YousufNo ratings yet
- Data SetDocument1,206 pagesData SetTalha YousufNo ratings yet
- Bayesian Nonparametrics and The Probabilistic Approach To ModellingDocument27 pagesBayesian Nonparametrics and The Probabilistic Approach To ModellingTalha YousufNo ratings yet
- Arduino TimersDocument31 pagesArduino TimersTalha YousufNo ratings yet
- Time and Motion: Dr. Hasan SajidDocument36 pagesTime and Motion: Dr. Hasan SajidTalha YousufNo ratings yet
- Support Vector Machines PDFDocument37 pagesSupport Vector Machines PDFTalha YousufNo ratings yet
- Time and Motion: Dr. Hasan SajidDocument33 pagesTime and Motion: Dr. Hasan SajidTalha YousufNo ratings yet
- CourseraProgWeek1Instruction PDFDocument2 pagesCourseraProgWeek1Instruction PDFTalha YousufNo ratings yet
- Chapter 3 - Support Vector Machine With Math. - Deep Math Machine Learning - Ai - MediumDocument11 pagesChapter 3 - Support Vector Machine With Math. - Deep Math Machine Learning - Ai - MediumTalha YousufNo ratings yet
- List of Agreed Restaurants PDFDocument7 pagesList of Agreed Restaurants PDFTalha YousufNo ratings yet
- How Do I Choose A Graduate SchoolDocument2 pagesHow Do I Choose A Graduate SchoolTalha YousufNo ratings yet
- Lec 1Document10 pagesLec 1Talha YousufNo ratings yet
- SVM Tutorial: SVM - Understanding The Math - The Optimal HyperplaneDocument13 pagesSVM Tutorial: SVM - Understanding The Math - The Optimal HyperplaneTalha YousufNo ratings yet
- Course Code Credit Hours Courses DescriptionDocument2 pagesCourse Code Credit Hours Courses DescriptionTalha YousufNo ratings yet
- Recommendation LetterDocument4 pagesRecommendation LetterTalha YousufNo ratings yet
- Literature ReviewDocument11 pagesLiterature ReviewTalha YousufNo ratings yet
- Top 101 High Frequency GRE Words - CrunchPrep GREDocument12 pagesTop 101 High Frequency GRE Words - CrunchPrep GRETalha Yousuf100% (2)
- Sample Email & Reference LetterDocument2 pagesSample Email & Reference LetterTalha YousufNo ratings yet
- Official Translators, Updated 15-July-2015Document2 pagesOfficial Translators, Updated 15-July-2015Talha YousufNo ratings yet
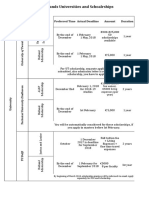
- Netherlands Universities and Schoalrships: Preferred Time Actual Deadline Amount DurationDocument1 pageNetherlands Universities and Schoalrships: Preferred Time Actual Deadline Amount DurationTalha YousufNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Casting Methods 2015Document41 pagesCasting Methods 2015Bassel AlshamiNo ratings yet
- Material Data Sheet: Casting Material: Stainless Steel CF8MDocument9 pagesMaterial Data Sheet: Casting Material: Stainless Steel CF8MakshayNo ratings yet
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 pagesManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNo ratings yet
- Evaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessDocument5 pagesEvaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessAjeeth KumarNo ratings yet
- Casting ProcessesDocument18 pagesCasting ProcessesvelavansuNo ratings yet
- Need of Automation in Investment Casting Industry Due To Major Defects Caused by Manual OperationsDocument5 pagesNeed of Automation in Investment Casting Industry Due To Major Defects Caused by Manual OperationsPavitra ShahNo ratings yet
- Ebook Inspire Cast PDFDocument207 pagesEbook Inspire Cast PDFAbdelkader Loussaief100% (2)
- Wax Defects in Investment Casting - and It's Minimization - Ajay Bhardwaj - Academia - Edu PDFDocument5 pagesWax Defects in Investment Casting - and It's Minimization - Ajay Bhardwaj - Academia - Edu PDFAgus PurwantoNo ratings yet
- Rapid Tooling PDFDocument8 pagesRapid Tooling PDFSand ShuklaNo ratings yet
- FULLTEXT04Document92 pagesFULLTEXT04Usman SarwarNo ratings yet
- Simulation Investment CastingDocument19 pagesSimulation Investment CastingtwanNo ratings yet
- Investment Casting: Lab Report ME-223 Advance Workshop PracticeDocument2 pagesInvestment Casting: Lab Report ME-223 Advance Workshop PracticeMomina ShakeelNo ratings yet
- Special CastingDocument71 pagesSpecial CastingPawan RathiNo ratings yet
- Manufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaDocument31 pagesManufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaRAMAKANT RANA100% (1)
- 3 1and3 2Document110 pages3 1and3 2MPRajNo ratings yet
- Rapid Prototyping NotesDocument37 pagesRapid Prototyping NotesSriniNo ratings yet
- NEW Manual - MSE315 2022-2023Document42 pagesNEW Manual - MSE315 2022-2023yhjklNo ratings yet
- Internship ReportDocument36 pagesInternship ReportRahul LoharNo ratings yet
- Vacuum Precision Investment Casting Furnace enDocument8 pagesVacuum Precision Investment Casting Furnace enehsanNo ratings yet
- Materials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. MuniappanDocument7 pagesMaterials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. Muniappanชนพัทธ์ คงพ่วงNo ratings yet
- A Diy KilnDocument2 pagesA Diy KilnSteven Paul GrossmanNo ratings yet
- Jones2002 PDFDocument10 pagesJones2002 PDFNeelNo ratings yet
- Presentation World Investment Casting v5Document21 pagesPresentation World Investment Casting v5Caio Fazzioli Tavares100% (1)
- Some Questions With Answers 2Document21 pagesSome Questions With Answers 2RAMAKANT RANANo ratings yet
- Vacuum Casting ProcessDocument19 pagesVacuum Casting ProcessCristiNo ratings yet
- Lecture04 - Casting ProcessesDocument33 pagesLecture04 - Casting ProcessesberhaneNo ratings yet
- Lecture6 PDFDocument2 pagesLecture6 PDFkosmitoNo ratings yet
- Metal Casting & FormingDocument47 pagesMetal Casting & FormingMuzammil Ali KhanNo ratings yet
- Investment CastingDocument28 pagesInvestment CastingKristin Louise Agbulos100% (1)
- Final PrintDocument35 pagesFinal PrintManoharNo ratings yet