You might also like
- Fluidos de ServicioDocument2 pagesFluidos de ServicioJuan Sebastián Nuñez MoralesNo ratings yet
- Esmalte Blanco PDFDocument7 pagesEsmalte Blanco PDFRodrigo LopezNo ratings yet
- Col Obr Op2634 083 Soplado de Tuberia de VaporDocument10 pagesCol Obr Op2634 083 Soplado de Tuberia de VaporCharlton Pretel DiazNo ratings yet
- SIG-SSOMA-PETS - 080 Desmontaje y Montaje de Transportador HelicoidalDocument7 pagesSIG-SSOMA-PETS - 080 Desmontaje y Montaje de Transportador HelicoidalDavid RocaNo ratings yet
- Procedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteDocument21 pagesProcedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteManuel OsesNo ratings yet
- NOM 035 Remolques y SemirremolquesDocument21 pagesNOM 035 Remolques y SemirremolquesBernardo RiveroNo ratings yet
- Tuberia Acero Al Carbono GalvanizadoDocument3 pagesTuberia Acero Al Carbono Galvanizadotristanxp80No ratings yet
- Capacitación de Recubrimientos IndustrialesDocument26 pagesCapacitación de Recubrimientos IndustrialesDammn100% (1)
- Hds Comex 1000 PlusDocument7 pagesHds Comex 1000 PlusLUIS ALBERTO VENEGASNo ratings yet
- TPI ManualdeMateriales PDFDocument142 pagesTPI ManualdeMateriales PDFEdward Jr ChapetonNo ratings yet
- It - Ps - 02 Soldadura Tuberia en Acero Al Carbon y Montaje de ValvulasDocument5 pagesIt - Ps - 02 Soldadura Tuberia en Acero Al Carbon y Montaje de ValvulasJesus CamachoNo ratings yet
- Operation Manual Mmx-6 DL MultiDocument24 pagesOperation Manual Mmx-6 DL MultiJesus CacharucoNo ratings yet
- Cro - Sig.go - PR.M.CL.012 - A Procedimiento de Pruebas HidrostaticasDocument18 pagesCro - Sig.go - PR.M.CL.012 - A Procedimiento de Pruebas HidrostaticasLuis CONDORI SOTONo ratings yet
- MSDS 000729525Document3 pagesMSDS 000729525Fabricio ronald Rodriguez ChirinosNo ratings yet
- Propiedades de Los Materiales Compuestos en La Aeronautica 1Document6 pagesPropiedades de Los Materiales Compuestos en La Aeronautica 1inigoNo ratings yet
- Informe Inspección de RecubrimientoDocument3 pagesInforme Inspección de RecubrimientoAnonymous CD0suI9100% (1)
- 02.procedimiento Montaje Cañeria - 1Document7 pages02.procedimiento Montaje Cañeria - 1Yovani Medina Muñoz100% (1)
- 59801-01 - Megasolid 30-70Document44 pages59801-01 - Megasolid 30-70MuiñoNo ratings yet
- Inspeccion y Carga de Nitrogeno Acumuladores de BladderDocument5 pagesInspeccion y Carga de Nitrogeno Acumuladores de BladderlvicencioaNo ratings yet
- Tendido de DuctosDocument39 pagesTendido de DuctosMoises Canaviri100% (1)
- Requisitos Tuberias PPLDocument8 pagesRequisitos Tuberias PPLjlvaladoNo ratings yet
- 40 RQ Alfra RotabestDocument16 pages40 RQ Alfra RotabestJoao AmoraNo ratings yet
- Manual Del Usuario Slate CmpletoDocument136 pagesManual Del Usuario Slate Cmpletobarsa24102410No ratings yet
- PDS HEMPADUR MASTIC 45880 es-ES PDFDocument3 pagesPDS HEMPADUR MASTIC 45880 es-ES PDFManuel CastanonNo ratings yet
- PCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesDocument14 pagesPCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesVidal ChoqueNo ratings yet
- NCH 350 Of2000 Construcci - N - Seguridad PDFDocument13 pagesNCH 350 Of2000 Construcci - N - Seguridad PDFcristianvargas23No ratings yet
- Procedimientos de LibranzaDocument18 pagesProcedimientos de LibranzaArturo Morales SolanoNo ratings yet
- Manual Del Propietario Brillance T32 - 21x14cmsDocument80 pagesManual Del Propietario Brillance T32 - 21x14cmsjadr26No ratings yet
- Esfuerzos Residuales en Piezas SoldadasDocument13 pagesEsfuerzos Residuales en Piezas SoldadasCARLOS ALBERTO PAMPLONA LIMA100% (1)
- Actuador Gama GHDocument10 pagesActuador Gama GHGerardo Rondon100% (1)
- 3m Liquid Epoxy Coating 323 TraduccionDocument2 pages3m Liquid Epoxy Coating 323 Traduccionjuan100% (1)
- Presentacion EcdaDocument100 pagesPresentacion EcdajorharsteNo ratings yet
- LimpiezaDocument2 pagesLimpiezaAlan AndresNo ratings yet
- Api 650 en Espanol 140208114335 Phpapp01Document56 pagesApi 650 en Espanol 140208114335 Phpapp01Gabriel AguilarNo ratings yet
- Informe Tecnico N°005, Retiro y Reposicion de RefractatiosDocument14 pagesInforme Tecnico N°005, Retiro y Reposicion de RefractatiosClaudio Fica RamirezNo ratings yet
- Manual - Aparejo Eléctrico, CorreasDocument34 pagesManual - Aparejo Eléctrico, Correasfacu1984100% (1)
- Informe de Doblado Guiado ID-001-19Document4 pagesInforme de Doblado Guiado ID-001-19Henry Gonzalez100% (1)
- Well PointDocument46 pagesWell Pointliliana rivasNo ratings yet
- CC-I-06 Prueba de Estanqueidad Ver. 04Document4 pagesCC-I-06 Prueba de Estanqueidad Ver. 04Werner Rodriguez100% (1)
- PSM 5Document2 pagesPSM 5qw wq100% (1)
- Cuestionario Cursos ASMEDocument60 pagesCuestionario Cursos ASMEOrlando1949No ratings yet
- Uniones 1 PDFDocument11 pagesUniones 1 PDFvon_WerraNo ratings yet
- Re 1120Document7 pagesRe 1120icqbujanda9772No ratings yet
- Discontinuidad en SoldadurasDocument37 pagesDiscontinuidad en Soldaduraslavm0041No ratings yet
- Recubrimiento Tuberias AceroDocument5 pagesRecubrimiento Tuberias AceroLuis Ariel Sanchez PerezNo ratings yet
- Filtros Viledon P 15Document2 pagesFiltros Viledon P 15luisNo ratings yet
- TEMARIO - ASME - API 510 Inspección, Reparación, Alteración e Integridad de Recipientes A Presión en ServicioDocument4 pagesTEMARIO - ASME - API 510 Inspección, Reparación, Alteración e Integridad de Recipientes A Presión en ServicioJorge L. Rivero S.No ratings yet
- EMPERNADOSDocument69 pagesEMPERNADOSJoseph Hover Gonzales PerezNo ratings yet
- SOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)Document11 pagesSOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)JON LOPEZNo ratings yet
- Asme Viii-Cp 2007Document89 pagesAsme Viii-Cp 2007fierro44No ratings yet
- Sin ConflictoDocument2 pagesSin ConflictoWilder SalinasNo ratings yet
- Procedimiento de DrenadoDocument5 pagesProcedimiento de DrenadoBogdan VicolNo ratings yet
- Norma 27Document12 pagesNorma 27MaNo ratings yet
- Diseño de Calderería y Estructuras Metálicas PDFDocument23 pagesDiseño de Calderería y Estructuras Metálicas PDFAbel Huaraccallo EspinozaNo ratings yet
- 137467-HID-P002 INSPECCION Y CARGA DE NITROGENO EN ACUMULADORES DE BLADDER Y PISTON FLOTANTE Rev 5 PDFDocument11 pages137467-HID-P002 INSPECCION Y CARGA DE NITROGENO EN ACUMULADORES DE BLADDER Y PISTON FLOTANTE Rev 5 PDFleonardo8966No ratings yet
- Aceros AleadosDocument16 pagesAceros AleadosJosue Pucllas QuispeNo ratings yet
- Exposicion AcerosDocument64 pagesExposicion AcerosAntonio Roldán Díaz100% (1)
- Aceros Especial y Normas BrasilDocument10 pagesAceros Especial y Normas BrasilCristian EspinozaNo ratings yet
- Mecánica Y Conocimiento de MaterialesDocument12 pagesMecánica Y Conocimiento de MaterialesJorge RubioNo ratings yet
- Soldabilidad en Aceros Inoxidables and DisimilesDocument6 pagesSoldabilidad en Aceros Inoxidables and Disimilese.vicente.caballeroNo ratings yet
- Tablas DinámicasDocument49 pagesTablas DinámicasCesar Israel Pereira RuizNo ratings yet
- Planilla para Verticalidad de EstanquesDocument2 pagesPlanilla para Verticalidad de EstanquesCesar Israel Pereira RuizNo ratings yet
- Diccionario Ingles Espanol TecnicoDocument170 pagesDiccionario Ingles Espanol TecnicoCesar Israel Pereira RuizNo ratings yet
- Medicion de Plomada 04-07-15Document1 pageMedicion de Plomada 04-07-15Cesar Israel Pereira RuizNo ratings yet
- API 653 Curso PDFDocument109 pagesAPI 653 Curso PDFdonaldoguerreroNo ratings yet
- DVS 2202 Capitulo 1 EspDocument17 pagesDVS 2202 Capitulo 1 EspCesar Israel Pereira RuizNo ratings yet
- Defectología de Los MaterialesDocument62 pagesDefectología de Los MaterialesCesar Israel Pereira RuizNo ratings yet
- Solucion Integrales Por PartesDocument3 pagesSolucion Integrales Por PartesCesar Israel Pereira RuizNo ratings yet
- Integrales Por SustitucionDocument1 pageIntegrales Por SustitucionCesar Israel Pereira RuizNo ratings yet
- Solucion Integrales Por Sustitucion PDFDocument3 pagesSolucion Integrales Por Sustitucion PDFCesar Israel Pereira RuizNo ratings yet
- Trduccion Norma 1418-98Document9 pagesTrduccion Norma 1418-98Cesar Israel Pereira RuizNo ratings yet
- Norma ASME SoldaduraDocument275 pagesNorma ASME SoldaduraWilliam F. León97% (30)
- VFD E Manual Resumido ESDocument27 pagesVFD E Manual Resumido ESJhosep Quino Quino100% (2)
- Iluminacion Interior. DiapositivasDocument25 pagesIluminacion Interior. DiapositivasArian Padilla ChavezNo ratings yet
- Informe 8 ArregladoDocument14 pagesInforme 8 ArregladokenNo ratings yet
- ExposicionDocument19 pagesExposicionTinto Martinez0% (1)
- Fichas TecnicasDocument4 pagesFichas TecnicasClaudia BarcoNo ratings yet
- Ensayo Lineas de ConduccionDocument18 pagesEnsayo Lineas de ConduccionDan EscobedoNo ratings yet
- Ciclo de Cuatro TiemposDocument4 pagesCiclo de Cuatro TiemposSohe RivaNo ratings yet
- Informe CalderinDocument6 pagesInforme CalderinJhonier Alexander Novoa MontesNo ratings yet
- La ViscosidadDocument4 pagesLa Viscosidadcarol tatiana arroyave restrepoNo ratings yet
- Parcial Final Cultura AmbientalDocument19 pagesParcial Final Cultura AmbientalVane MArtin0% (1)
- Informe Proceso Industrial de La Caña de AzúcarDocument12 pagesInforme Proceso Industrial de La Caña de AzúcarAnthonny Ruiz CastilloNo ratings yet
- Yauyo Mallqui - Marcos Yauyo MallquiDocument10 pagesYauyo Mallqui - Marcos Yauyo MallquiCécil CalleNo ratings yet
- Alecop 12 Energias RenovablesDocument16 pagesAlecop 12 Energias RenovablesBrayan Tarazona RomeroNo ratings yet
- Caso Practico 1Document6 pagesCaso Practico 1claire touchardNo ratings yet
- Los 5 Principales Ciclos BiogeoquímicosDocument5 pagesLos 5 Principales Ciclos BiogeoquímicosAnonymous rhE4VaBVHNo ratings yet
- Desbloquear ChakrasDocument7 pagesDesbloquear Chakrasmarisol beasNo ratings yet
- Sistema de Ventilacion en EdificacionesDocument14 pagesSistema de Ventilacion en EdificacionesRafaelJosuéVallejoSalgueroNo ratings yet
- Generadores de Corriente ContinuaDocument11 pagesGeneradores de Corriente ContinuascarlyNo ratings yet
- Preguntas Usmp 2021Document43 pagesPreguntas Usmp 2021Juan Carlos Bazan CabelloNo ratings yet
- Reactor NuclearDocument15 pagesReactor NuclearOrlando NietoNo ratings yet
- Berkeley ..Document132 pagesBerkeley ..Jordy Cuello Cristino100% (1)
- Solucionario PrACTICA AcadémicA 03Document9 pagesSolucionario PrACTICA AcadémicA 03marco_reategui_2No ratings yet
- Ejemplo 1 PDFDocument4 pagesEjemplo 1 PDFDavid TunNo ratings yet
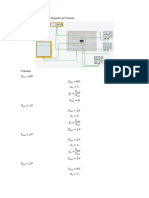
- Amplificador Operacional Seguidor de TensiónDocument3 pagesAmplificador Operacional Seguidor de TensiónEwo ScraifxNo ratings yet
- Masas RelativasDocument9 pagesMasas RelativasCande FloresNo ratings yet
- Hoja Tecnica: Desengrasante Industrial #3 Actualizado: Abril de 2012 Página 1 de 2Document2 pagesHoja Tecnica: Desengrasante Industrial #3 Actualizado: Abril de 2012 Página 1 de 2Augusto BellezaNo ratings yet
- Informe de Laboratorio Sistema Masa ResorteDocument11 pagesInforme de Laboratorio Sistema Masa ResorteCarmen Alicia Cabezas MontañoNo ratings yet
- Es 4Document4 pagesEs 4Leoncio Ricardo García JorgeNo ratings yet
- Ejer Cici OsDocument3 pagesEjer Cici OsIrvin VizurragaNo ratings yet
- Informe Destilación ContinuaDocument20 pagesInforme Destilación ContinuaLuke GonzalezNo ratings yet