You might also like
- Unidad 3Document10 pagesUnidad 3Rafael González CamarilloNo ratings yet
- Cuestionario 2Document10 pagesCuestionario 2David MoralesNo ratings yet
- Elementos Del Cim (Computer Integrated Manufacturing)Document6 pagesElementos Del Cim (Computer Integrated Manufacturing)Zurizaday Linares100% (1)
- Tendencias de La Automatización en La Industria NacionalDocument12 pagesTendencias de La Automatización en La Industria NacionalJulio Cesar100% (1)
- Ejemplo ANDONDocument6 pagesEjemplo ANDONRafael Reyes DominguezNo ratings yet
- Exposición AMEFDocument34 pagesExposición AMEFMartin Cadena BadillaNo ratings yet
- Bosquejo Del MétodoDocument1 pageBosquejo Del MétodoJose De Jesus Espinoza VazquezNo ratings yet
- Reporte KanbanDocument13 pagesReporte KanbanJuan José Olvera García100% (2)
- Diversidad de Materiales y Proveedores de Equipo para Una BodegaDocument6 pagesDiversidad de Materiales y Proveedores de Equipo para Una BodegaJos Olivares SotoNo ratings yet
- Laboratorio 2Document13 pagesLaboratorio 2ZabdielNo ratings yet
- Mapeo Del ValorDocument46 pagesMapeo Del ValorHector AyalaNo ratings yet
- Conceptos Básicos Del TPMDocument16 pagesConceptos Básicos Del TPMNatta MakkaNo ratings yet
- Los 7 Pilares de Justo A TiempoDocument4 pagesLos 7 Pilares de Justo A Tiempofelipegomez717No ratings yet
- Unidad 4 AOPDocument12 pagesUnidad 4 AOPAbril HuertaNo ratings yet
- SmedDocument61 pagesSmedjesusmem100% (2)
- Relaciones Industriales 2Document6 pagesRelaciones Industriales 2Jesus E. FajardoNo ratings yet
- Tendencias Actuales en Mantenimiento IndustrialDocument4 pagesTendencias Actuales en Mantenimiento Industrialloquillo1No ratings yet
- Logística Inversa - Estado Del Arte - Tics - ModelosDocument16 pagesLogística Inversa - Estado Del Arte - Tics - ModelosSantiagoOrtizANo ratings yet
- Servicio de Empleados Requerimientos de EspacioDocument16 pagesServicio de Empleados Requerimientos de Espaciocarlos RodriguezNo ratings yet
- Bases TeoricasDocument17 pagesBases TeoricasClaudia Montes de GuerreroNo ratings yet
- 1.5 Tipos de CadenasDocument7 pages1.5 Tipos de CadenasYESSICA PEREZ JASSONo ratings yet
- Diseño de Un Plan de Requerimientos de MaterialesDocument90 pagesDiseño de Un Plan de Requerimientos de Materialesmtfsfernandez0% (1)
- Análisis R&R Elaboración Dulce de LecheDocument17 pagesAnálisis R&R Elaboración Dulce de Lechekgomez1507No ratings yet
- Caso de Estudio SsoDocument3 pagesCaso de Estudio SsoDouglas Mauricio Urrutia GarcíaNo ratings yet
- AMEFDocument6 pagesAMEFAngmirezNo ratings yet
- Sánchez.a VSMDocument6 pagesSánchez.a VSMTodo FreeNo ratings yet
- RESTRICCIONESDocument34 pagesRESTRICCIONESVeronica VillarrealNo ratings yet
- Tops (Equipos Orientados A La Solución deDocument12 pagesTops (Equipos Orientados A La Solución dememitha123456100% (1)
- 4.2las Seis Grandes PérdidasDocument2 pages4.2las Seis Grandes PérdidasAntonibrayanAviñaNo ratings yet
- TPM CalidadDocument8 pagesTPM CalidadMishell RubioNo ratings yet
- Practica No 3 Torno - CNCDocument4 pagesPractica No 3 Torno - CNCJesús Martínez MtzNo ratings yet
- Investigación Documental: "Relaciones Industriales: Definiciones, Antecedentes y Funciones"Document9 pagesInvestigación Documental: "Relaciones Industriales: Definiciones, Antecedentes y Funciones"Cesar del AngelNo ratings yet
- Universidad de Campus TecnolicoDocument27 pagesUniversidad de Campus Tecnolicojesus arturo galeana pestañaNo ratings yet
- Diagrama Relacional de Actividades 1Document2 pagesDiagrama Relacional de Actividades 1christian muñoz restrepoNo ratings yet
- Cuestionario Unidad 1. CalidaddocxDocument5 pagesCuestionario Unidad 1. CalidaddocxarcimaNo ratings yet
- Localización de Una Sola InstalaciónDocument7 pagesLocalización de Una Sola InstalaciónCarmen ChanNo ratings yet
- Práctica SMEDDocument17 pagesPráctica SMEDPerla CervantesNo ratings yet
- AMEFDocument18 pagesAMEFponcho16No ratings yet
- Funciones y Responsabilidades de La Administración de Mantenimiento1Document15 pagesFunciones y Responsabilidades de La Administración de Mantenimiento1Mario CruzNo ratings yet
- Inv U1 Planeacion y Diseño Instalaciones JesusDocument31 pagesInv U1 Planeacion y Diseño Instalaciones JesusJesus CastañedaNo ratings yet
- Introducción Poka YokaDocument2 pagesIntroducción Poka YokaFrancys RNo ratings yet
- 3.4 Herramientas CreativasDocument16 pages3.4 Herramientas CreativasXochitl PrunedaNo ratings yet
- Sistemas Duros y BlandosDocument10 pagesSistemas Duros y Blandoseliel jesusNo ratings yet
- 4.3 Formacion Operacional de EquiposDocument19 pages4.3 Formacion Operacional de EquiposJohnny Ramos Hdez0% (1)
- UNIDAD I Control Estadístico de Calidad.Document87 pagesUNIDAD I Control Estadístico de Calidad.Sandra Montenegro100% (1)
- Just in TimeDocument7 pagesJust in TimeJulio Vergara CruzNo ratings yet
- Tarea de Senati Unidad 1Document14 pagesTarea de Senati Unidad 1Esteban Willian Bayona Carreño100% (2)
- Justo A Tiempo Aplicacion en TortilleriaDocument4 pagesJusto A Tiempo Aplicacion en TortilleriaMaria Fernanda Peñaloza GarciaNo ratings yet
- Tarea 1Document5 pagesTarea 1Sandy Sanchez FlotaNo ratings yet
- Planeación y Diseño de InstalacionesDocument2 pagesPlaneación y Diseño de InstalacionesJose DoriaNo ratings yet
- Selección de Equipo para Sistemas de Producción FlexiblesDocument15 pagesSelección de Equipo para Sistemas de Producción FlexiblesEdgar Mendez Araiz100% (1)
- 4.-Productividad Por ObjetivosDocument15 pages4.-Productividad Por ObjetivosIvan LopezNo ratings yet
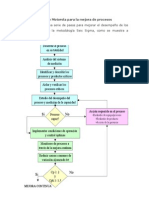
- Diez Pasos de Motorola para La Mejora de ProcesosDocument4 pagesDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaNo ratings yet
- Práctica 10 de Laboratorio Simulacion Uso Stat Fit y Graphics EditorDocument9 pagesPráctica 10 de Laboratorio Simulacion Uso Stat Fit y Graphics EditorkeimakamisamaNo ratings yet
- Las 14 Maneras de MejoramientoDocument7 pagesLas 14 Maneras de MejoramientoTorres Galvis100% (1)
- Unidad 4 CompletaDocument66 pagesUnidad 4 CompletaJesus ChuchoNo ratings yet
- Practica de La Unidad 4 Sistemas de ManufacturaDocument17 pagesPractica de La Unidad 4 Sistemas de ManufacturaBaherwil TornillitoNo ratings yet
- Datos EstandaresDocument9 pagesDatos EstandaresCarolinnaMCNo ratings yet
- Sistema AndonDocument14 pagesSistema AndonCg CitlalyNo ratings yet
- Administración de La Producción II - Sistema Andon (Next Generation)Document6 pagesAdministración de La Producción II - Sistema Andon (Next Generation)Jose Luis LópezNo ratings yet
- Oficio PermisoDocument1 pageOficio PermisoAnselmo CayetanoNo ratings yet
- Análisis de RiesgoDocument4 pagesAnálisis de RiesgoAnselmo CayetanoNo ratings yet
- Apisonadora Mpower Motor A 4 Tiempos Robin de 4 HPDocument2 pagesApisonadora Mpower Motor A 4 Tiempos Robin de 4 HPAnselmo CayetanoNo ratings yet
- Permiso de RetiroDocument1 pagePermiso de RetiroAnselmo CayetanoNo ratings yet
- Formato Acta Constitutiva Brigadas de Emergencia DiaDocument1 pageFormato Acta Constitutiva Brigadas de Emergencia DiaAnselmo CayetanoNo ratings yet
- Formato Acta Constitutiva Brigadas de Emergencia DiaDocument1 pageFormato Acta Constitutiva Brigadas de Emergencia DiaAnselmo CayetanoNo ratings yet
- Formato Acta Constitutiva Brigadas de Emergencia DiaDocument1 pageFormato Acta Constitutiva Brigadas de Emergencia DiaAnselmo CayetanoNo ratings yet
- Charlas para 2 MesesDocument8 pagesCharlas para 2 MesesAnselmo CayetanoNo ratings yet
- Aspecto AmbientalDocument6 pagesAspecto AmbientalAnselmo CayetanoNo ratings yet
- AutozoneDocument11 pagesAutozoneAnselmo CayetanoNo ratings yet
- Gloria CervezaDocument12 pagesGloria CervezaAnselmo Cayetano100% (1)
- O ISIC-2010-224 Taller de Sistemas OperativosDocument11 pagesO ISIC-2010-224 Taller de Sistemas OperativosAngel Ivan Tello VazquezNo ratings yet
- BIOGRAFIADocument3 pagesBIOGRAFIAAnselmo CayetanoNo ratings yet
- ControlDocument1 pageControlAnselmo CayetanoNo ratings yet
- Calderas ImssDocument10 pagesCalderas ImssAnselmo CayetanoNo ratings yet
- Calidad Total Origen ConceptosDocument9 pagesCalidad Total Origen ConceptosifruizNo ratings yet
- JustificaciónDocument1 pageJustificaciónAnselmo CayetanoNo ratings yet
- Ing Cal II C U4 Eq6Document9 pagesIng Cal II C U4 Eq6Anselmo CayetanoNo ratings yet
- 5.3 Tipos de Transacciones Propicias Por La Tecnologia de La Información PDFDocument23 pages5.3 Tipos de Transacciones Propicias Por La Tecnologia de La Información PDFPaulo Lira89% (27)
- Mapa Conceptual TaylorismoDocument1 pageMapa Conceptual TaylorismoAnselmo CayetanoNo ratings yet
- Act. #2 MercaDocument6 pagesAct. #2 MercaAnselmo CayetanoNo ratings yet
- Solicitud LaboralDocument2 pagesSolicitud LaboralAnselmo CayetanoNo ratings yet
- Proyecto Turismo BolsasDocument10 pagesProyecto Turismo BolsasAnselmo CayetanoNo ratings yet
- Cinemex Factores de CompraDocument4 pagesCinemex Factores de CompraAnselmo CayetanoNo ratings yet
- WorldWideWeb EqDocument8 pagesWorldWideWeb EqAnselmo Cayetano100% (1)
- Captura WWWDocument9 pagesCaptura WWWAnselmo CayetanoNo ratings yet
- Internet EQ1 2Document13 pagesInternet EQ1 2Anselmo CayetanoNo ratings yet
- AnaliticaDocument1 pageAnaliticaAnselmo CayetanoNo ratings yet
- Linea Del TiempoooooooooooooooooooooooooooooooooooooooooooooooooooooooooooooooDocument2 pagesLinea Del TiempoooooooooooooooooooooooooooooooooooooooooooooooooooooooooooooooAnselmo CayetanoNo ratings yet
- Cálculo de VolúmenesDocument8 pagesCálculo de VolúmenesyeniferNo ratings yet
- Manual Procedimiento Sistema de Monitoreo Multi-Sensores de FondoDocument13 pagesManual Procedimiento Sistema de Monitoreo Multi-Sensores de FondoJonathan MataNo ratings yet
- Check List Baño QuimicoDocument157 pagesCheck List Baño Quimicocarla75% (4)
- Unidad 1 Torneado de Conos y Tornillo Sin Fin v0Document27 pagesUnidad 1 Torneado de Conos y Tornillo Sin Fin v0Hector CRNo ratings yet
- Modo de FallasDocument5 pagesModo de FallasDiana Marcela Barrios OspinoNo ratings yet
- Analisis Los CedrosDocument13 pagesAnalisis Los CedrosKarol NúñezNo ratings yet
- Exposicion Riesgos MecanicosDocument12 pagesExposicion Riesgos MecanicosCristian Camilo Penagos100% (1)
- Consejos de Un Experto para El Montaje de EstructurasDocument19 pagesConsejos de Un Experto para El Montaje de EstructurasFelipe Díaz FloresNo ratings yet
- Planeacion Informatica IIDocument23 pagesPlaneacion Informatica IIhugo sanchez garciaNo ratings yet
- Monografía - Galvan Vilca Claudia Karen - FatecDocument116 pagesMonografía - Galvan Vilca Claudia Karen - FatecYamilaNo ratings yet
- Como Hacer Patrones A Gran VelocidadDocument2 pagesComo Hacer Patrones A Gran VelocidadSaulo BuenoNo ratings yet
- Bancada UniversalDocument17 pagesBancada Universalvicente perezNo ratings yet
- Cconcretos de AutocadDocument59 pagesCconcretos de Autocadarmando_120410No ratings yet
- Dibujo Asistido Por Computadora Principios GeneralesdDocument30 pagesDibujo Asistido Por Computadora Principios Generalesdanon_610499397No ratings yet
- Torno ParaleloDocument29 pagesTorno ParalelofabiolacdgNo ratings yet
- Manual Pdi Jose Deza OrtegaDocument157 pagesManual Pdi Jose Deza OrtegaEstefannieRosalesdeLuqueNo ratings yet
- Definición de Proceso MecánicoDocument2 pagesDefinición de Proceso MecánicoEduardo Giustozzi44% (9)
- 21 0140 00 1155198 1 1 - Et - 20210811004535Document5 pages21 0140 00 1155198 1 1 - Et - 20210811004535Luis LopezNo ratings yet
- Herramientas y MetrologiaDocument3 pagesHerramientas y Metrologianatalia narvaez trujilloNo ratings yet
- Catalogo Cargador Frontal 924g Standar Alto Levantamiento CatDocument32 pagesCatalogo Cargador Frontal 924g Standar Alto Levantamiento CatHuayta Apaza JacintoNo ratings yet
- Tarea 3Document8 pagesTarea 3Dayana DiazNo ratings yet
- Ups GT000373 PDFDocument111 pagesUps GT000373 PDFXimo BarriosNo ratings yet
- IPERC Perforación Diamantina - R02 Tajo y Presa v1Document72 pagesIPERC Perforación Diamantina - R02 Tajo y Presa v1Evelyn Valenzuela HuaricanchaNo ratings yet
- Seis Sigma AplicadoDocument38 pagesSeis Sigma AplicadoBeatriz Arenas AravenaNo ratings yet
- Análisis Inicial Producción Muebles Modulares de Madera-ActasDocument6 pagesAnálisis Inicial Producción Muebles Modulares de Madera-Actasaries danNo ratings yet
- MAQUINAS SIMPLES Respuestas e Preguntas 2Document6 pagesMAQUINAS SIMPLES Respuestas e Preguntas 2Cristian Camilo Osorio Ruiz100% (1)
- Formato de Diseño Del ProgramaDocument35 pagesFormato de Diseño Del ProgramaJohn BlandonNo ratings yet
- Definicion de HerramientasDocument3 pagesDefinicion de HerramientasKaren Tatiana Condori CazonNo ratings yet
- Cuarto Eje ConclusionesDocument3 pagesCuarto Eje ConclusionesDavid Talabera100% (1)
- Dragonfly Instrucciones de Instalación y ManejoDocument96 pagesDragonfly Instrucciones de Instalación y Manejodidacrg0% (1)