You might also like
- Codigo Asme Seccion Viii Division 1Document127 pagesCodigo Asme Seccion Viii Division 1Milton Jimenez Francisco Rodriguez89% (61)
- Certificación de Recipientes A Presión - Oliver O. Añez LeigueDocument61 pagesCertificación de Recipientes A Presión - Oliver O. Añez LeigueelijbbNo ratings yet
- Transacciones SAP para gestión de almacenes VitalisDocument18 pagesTransacciones SAP para gestión de almacenes VitalisOmar VillalobosNo ratings yet
- Gestion de de Calidad Basada en ProcesosDocument146 pagesGestion de de Calidad Basada en Procesoscenicerc86% (7)
- Gestion de de Calidad Basada en ProcesosDocument146 pagesGestion de de Calidad Basada en Procesoscenicerc86% (7)
- Examen FinalDocument16 pagesExamen FinalHunza Rafajor100% (1)
- Instructivo Ejecución Drive TestDocument15 pagesInstructivo Ejecución Drive TestJorge PeraltaNo ratings yet
- 12 Control Estadistico PDFDocument25 pages12 Control Estadistico PDFAnonymous vVsidh3nNo ratings yet
- El ABC de La Tarea DocenteDocument10 pagesEl ABC de La Tarea DocenteIara BraunNo ratings yet
- MexicanOfficialStandardNOM 004 SCT 2000Document23 pagesMexicanOfficialStandardNOM 004 SCT 2000antonio1808No ratings yet
- NOM 005 STPS 1998 Manejo Transp y Almacen de Sust QuimicasDocument9 pagesNOM 005 STPS 1998 Manejo Transp y Almacen de Sust Quimicasjohn_2000000No ratings yet
- Nom SCT 2002 PDFDocument180 pagesNom SCT 2002 PDFAmaliaNo ratings yet
- Reglamento Residuos PeligrososDocument15 pagesReglamento Residuos PeligrososAmaliaNo ratings yet
- Cromatica ExamenDocument6 pagesCromatica ExamenAmaliaNo ratings yet
- TPM OverviewDocument33 pagesTPM OverviewAmaliaNo ratings yet
- ASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboDocument46 pagesASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboCLIFFORDPANo ratings yet
- ASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboDocument46 pagesASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboCLIFFORDPANo ratings yet
- Módulo 10 Team WorkDocument16 pagesMódulo 10 Team WorkAmaliaNo ratings yet
- Nom SCT 2002 PDFDocument180 pagesNom SCT 2002 PDFAmaliaNo ratings yet
- Formación de FacilitadoresDocument32 pagesFormación de FacilitadoresAmaliaNo ratings yet
- Principios Básicos de TrabajoDocument9 pagesPrincipios Básicos de TrabajoAmaliaNo ratings yet
- Establecimiento de Los Puntos de ControlDocument3 pagesEstablecimiento de Los Puntos de ControlAmaliaNo ratings yet
- Auditoria de ProcesosDocument13 pagesAuditoria de Procesosevodio100% (1)
- Propuesta para Establecer El Control de La OperaciónDocument14 pagesPropuesta para Establecer El Control de La OperaciónAmaliaNo ratings yet
- Control de procesos en segurosDocument94 pagesControl de procesos en segurosDaniel Vargas MNo ratings yet
- Capacitación LAP SDocument10 pagesCapacitación LAP SAmaliaNo ratings yet
- Whitepaper Systems ISO 9001 2015 VF LowDocument14 pagesWhitepaper Systems ISO 9001 2015 VF LowErwin CotesNo ratings yet
- Curso CEP BásicoDocument46 pagesCurso CEP Básicoaguilamex2013No ratings yet
- Diagrama de DispersionDocument8 pagesDiagrama de DispersionAmaliaNo ratings yet
- Funcion PerdidaDocument11 pagesFuncion PerdidaAmaliaNo ratings yet
- Tabla 001 Curso AMEFDocument7 pagesTabla 001 Curso AMEFAmaliaNo ratings yet
- Funcion PerdidaDocument11 pagesFuncion PerdidaAmaliaNo ratings yet
- Sem Apqp May 13 PDFDocument124 pagesSem Apqp May 13 PDFAmaliaNo ratings yet
- 2.2 Estandares de Tiempo y HolgurasDocument3 pages2.2 Estandares de Tiempo y HolgurasMaria Guadalupe Garibay Lozano0% (1)
- Nominas para Una EmpresaDocument9 pagesNominas para Una Empresazore1234No ratings yet
- Manual Instalacion Wisebox NGDocument30 pagesManual Instalacion Wisebox NGjcplazaNo ratings yet
- Introducción A La Ingeniería en Sistemas Sesión 1Document4 pagesIntroducción A La Ingeniería en Sistemas Sesión 1daniel velazquez herreraNo ratings yet
- Esp Tecn Grupo ElectrogenoDocument1 pageEsp Tecn Grupo ElectrogenoMarcelo L ZamoraNo ratings yet
- Manual Del BIOSDocument51 pagesManual Del BIOSEvisLuna100% (1)
- Ascensores en UruguayDocument15 pagesAscensores en UruguayDebora SotoNo ratings yet
- Sic U2 Ea JommDocument6 pagesSic U2 Ea Jommcamacho GroNo ratings yet
- San Francisco UniversidadDocument105 pagesSan Francisco UniversidadDarinka dennisse VelizNo ratings yet
- Diagnostico ExternoDocument10 pagesDiagnostico ExternoGiancarlo OnetoNo ratings yet
- Actividad Individual - Marcadores Discursivos - Laleska Llanos - EPIAMDocument11 pagesActividad Individual - Marcadores Discursivos - Laleska Llanos - EPIAMLaleska LlanosNo ratings yet
- Malla Curricular Ug Comunicacion y Diseno Grafico 2019 2 15657408034Document1 pageMalla Curricular Ug Comunicacion y Diseno Grafico 2019 2 15657408034Abigail NaomiNo ratings yet
- Guión Elevador PitchDocument2 pagesGuión Elevador PitchJosé CuevasNo ratings yet
- Intercambio de saberes UCCDocument1 pageIntercambio de saberes UCCLorena VallejoNo ratings yet
- PDF Leccion 2 - CompressDocument2 pagesPDF Leccion 2 - CompressCarlos LedesmaNo ratings yet
- SYPWC104Document6 pagesSYPWC104JoseNo ratings yet
- Clases Sobre Guion Tecnico-UparDocument5 pagesClases Sobre Guion Tecnico-Uparrubiela isabel beleño ramosNo ratings yet
- Laboratorio inversor monofásico ArduinoDocument16 pagesLaboratorio inversor monofásico ArduinoCesar RomeroNo ratings yet
- Programación de notas para institución educativa - Fidelina EcheverryDocument3 pagesProgramación de notas para institución educativa - Fidelina Echeverryivan arango mierNo ratings yet
- SubtitleDocument5 pagesSubtitleadrNo ratings yet
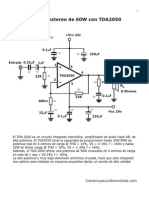
- Amplificador 60w Con Tda2050Document8 pagesAmplificador 60w Con Tda2050david100% (1)
- Locomotora Electrica GeneralDocument47 pagesLocomotora Electrica GeneralAngel SoteldoNo ratings yet
- PP SF Angamos Op 08 2021 AciDocument4 pagesPP SF Angamos Op 08 2021 AciAngelo Basualdo PardoNo ratings yet
- PUENTE GRÚA Final CarreraDocument3 pagesPUENTE GRÚA Final CarreraTarik BenamarNo ratings yet
- Centrífugas, Secadores-Enfriadores para La Industria en Hispano AméricaDocument6 pagesCentrífugas, Secadores-Enfriadores para La Industria en Hispano AméricaRafael León TomásNo ratings yet
- Estilos de Liderazgo y Compromiso OrganizacionalDocument75 pagesEstilos de Liderazgo y Compromiso OrganizacionalIPROIDEASNo ratings yet