You might also like
- Unidad 3 Planeaciónde La Capacidad de Chase AquilanoDocument23 pagesUnidad 3 Planeaciónde La Capacidad de Chase AquilanoEmmanuelNo ratings yet
- Maquinas CorregidosDocument20 pagesMaquinas CorregidosJean C. LaymeNo ratings yet
- Cartas P y NPDocument3 pagesCartas P y NPRolando GarciaNo ratings yet
- Perfil Competencia Asistente de Calidad en Procesamiento de PecesDocument7 pagesPerfil Competencia Asistente de Calidad en Procesamiento de PecesGina NuñezNo ratings yet
- Montajes MartínDocument4 pagesMontajes MartíncesarNo ratings yet
- Mercado de SalsasDocument3 pagesMercado de SalsasJosé AcostaNo ratings yet
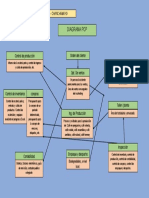
- Ponce Lanchipa Jerry Ivan - Diagrama PCPDocument1 pagePonce Lanchipa Jerry Ivan - Diagrama PCPJerry Ivan Ponce LanchipaNo ratings yet
- Taller 9 Mínmos CuadradosDocument16 pagesTaller 9 Mínmos CuadradosPaola FloresNo ratings yet
- Farinografia de La Harina Panadera-1Document4 pagesFarinografia de La Harina Panadera-1Alonso Lozano RamirezNo ratings yet
- TALLER No 1Document2 pagesTALLER No 1jesicaNo ratings yet
- Calibracion y Uso de Programa ImageJDocument7 pagesCalibracion y Uso de Programa ImageJNaipes SmithNo ratings yet
- Procesos MudaDocument4 pagesProcesos MudaAndy AlcivarNo ratings yet
- Insumos RequeridosDocument5 pagesInsumos Requeridosvictoria Arispe RamosNo ratings yet
- Pre TratamientoDocument11 pagesPre TratamientoJoel Maximiliano GomezNo ratings yet
- Entorno General de La EmpresaDocument24 pagesEntorno General de La EmpresaMaría Belén Panchi OlivoNo ratings yet
- Seguimiento & Medición de Procesos v1Document13 pagesSeguimiento & Medición de Procesos v1Daniella S. M0% (1)
- Monografía Cacahuate - Junio-2011Document7 pagesMonografía Cacahuate - Junio-2011Nely Velazquez RodriguezNo ratings yet
- Trabajo Final Diseño de PlantasDocument110 pagesTrabajo Final Diseño de PlantasJulian Alvarez LazoNo ratings yet
- Presentacion MrpiiDocument104 pagesPresentacion MrpiiLuis JacomeNo ratings yet
- Equipo de SecadoDocument7 pagesEquipo de SecadoKarina Sandoval CaceresNo ratings yet
- Tratamiento de Pure de TomateDocument7 pagesTratamiento de Pure de TomateJhon FloresNo ratings yet
- Bandejas Biodegradables A Base de Almidon de Yuca Mezclado Con Residuos Agroindustriales - En.esDocument35 pagesBandejas Biodegradables A Base de Almidon de Yuca Mezclado Con Residuos Agroindustriales - En.esAnghela MirellaNo ratings yet
- Acido Citrico Monohidratado PDFDocument4 pagesAcido Citrico Monohidratado PDFHector Isacc Palechor EspitiaNo ratings yet
- Diapositivas Jose Eliecer - Etapas de La PlaneacionDocument36 pagesDiapositivas Jose Eliecer - Etapas de La PlaneacionAndrea Toro Chimbaco100% (1)
- ALFALFADocument238 pagesALFALFAJona VillacorteNo ratings yet
- Balance de Materia Sin Reacción QuímicaDocument28 pagesBalance de Materia Sin Reacción QuímicaJohanHernandezNo ratings yet
- Taller 1 Cap1 II PDFDocument4 pagesTaller 1 Cap1 II PDFEstefany PortilloNo ratings yet
- Importancia de BPM y Requerimientos Edilicios.Document2 pagesImportancia de BPM y Requerimientos Edilicios.FedericaNo ratings yet
- 1.E Guía de PrácticaDocument5 pages1.E Guía de PrácticaMalena0% (1)
- Guia LabtivityDocument114 pagesGuia LabtivityJOSE FRANCISCO MENDEZNo ratings yet
- Norma para Lavavajilla LiquidosDocument7 pagesNorma para Lavavajilla LiquidosJoselyn ReyesNo ratings yet
- Modelos ConwipDocument14 pagesModelos ConwipISABEL CRISTINA GIRALDO VALENCIANo ratings yet
- Aprovechamiento Del Calor en Una CalderaDocument3 pagesAprovechamiento Del Calor en Una CalderaJG Ramirez MNo ratings yet
- Practica-N 02Document9 pagesPractica-N 02Nilson HornaNo ratings yet
- 2do Informe de Laboratorio de Tecnologia de Secado Terminado y EntregadoDocument16 pages2do Informe de Laboratorio de Tecnologia de Secado Terminado y EntregadoJose Cesar MamaniNo ratings yet
- Contaminacion AmbientalDocument3 pagesContaminacion AmbientalJosé L. AuccatomaNo ratings yet
- 8 Factores de LayoutDocument33 pages8 Factores de LayoutXiomara RodriguezNo ratings yet
- Laboratorio 8. Caso de AplicaciónDocument2 pagesLaboratorio 8. Caso de AplicaciónAnthony Rodriguez ParedesNo ratings yet
- Evaporadores (Grupo 8 de Operaciones Unitarias A)Document13 pagesEvaporadores (Grupo 8 de Operaciones Unitarias A)TIPAZONo ratings yet
- Aplicacion Taguchi Al CafeDocument5 pagesAplicacion Taguchi Al CafeJose Eduardo ArteagaNo ratings yet
- Diseño Experimentos KVC Pollos A La Canasta Victor ValdiviaDocument23 pagesDiseño Experimentos KVC Pollos A La Canasta Victor ValdiviaVictor Dg ValdiviaNo ratings yet
- 23 Textura de GalletasDocument12 pages23 Textura de GalletasRamiro TorresNo ratings yet
- Clase 6-I-Ope 1-12.10.22Document22 pagesClase 6-I-Ope 1-12.10.22Angel Conchucos ZapataNo ratings yet
- NMX K 377 1986Document18 pagesNMX K 377 1986Hans ZamoraNo ratings yet
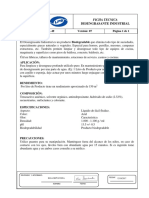
- Ficha Tecnica Ft.-Desengrasante-Industrial LpsDocument1 pageFicha Tecnica Ft.-Desengrasante-Industrial LpsMichell MuñozNo ratings yet
- AsepsiaDocument4 pagesAsepsiaviannerisNo ratings yet
- OXONIA ACTIVE Spanish PDFDocument12 pagesOXONIA ACTIVE Spanish PDFvadh85No ratings yet
- 01 Ejemplo DOEDocument23 pages01 Ejemplo DOETeofilo Donaires FloresNo ratings yet
- FT 01 POE GC 01 Huevo Líquido Pasteurizado Rev.07 May18Document4 pagesFT 01 POE GC 01 Huevo Líquido Pasteurizado Rev.07 May18Angie S. CastellanosNo ratings yet
- Hilos ResisDocument11 pagesHilos ResisgiakomoNo ratings yet
- Minitab InformeDocument9 pagesMinitab InformebryanNo ratings yet
- Biocid FVDocument2 pagesBiocid FVJose Luis Aguero ParedesNo ratings yet
- Diagrama Relacional de ActividadesDocument15 pagesDiagrama Relacional de ActividadesWilder UNTOL CRUZNo ratings yet
- Aris Industrial WDocument21 pagesAris Industrial WLuis Choque ZamoraNo ratings yet
- Practica Sesion TQMDocument47 pagesPractica Sesion TQMLuis Gonzalez TorresNo ratings yet
- Cupcakes 2Document2 pagesCupcakes 2kareensiitha morenoNo ratings yet
- R&RDocument55 pagesR&RjessieNo ratings yet
- Verificación del producto mecanizado por arranque de viruta. FMEH0109From EverandVerificación del producto mecanizado por arranque de viruta. FMEH0109No ratings yet
- Wps y PQR CodigoDocument35 pagesWps y PQR CodigoGilberto ZamudioNo ratings yet
- Tesis. Estudio de Integridad Estructural Mediante Ultrasonidos Phased Array PDFDocument103 pagesTesis. Estudio de Integridad Estructural Mediante Ultrasonidos Phased Array PDFlovaldes62No ratings yet
- Normas Luz UltravioletaDocument8 pagesNormas Luz Ultravioletaafscomercial100% (1)
- Modulo04.1 - Geometria de Las Juntas y SimbologiaDocument28 pagesModulo04.1 - Geometria de Las Juntas y SimbologiawsoriachNo ratings yet
- Aws D1.5 PDFDocument13 pagesAws D1.5 PDFsergioNo ratings yet
- Pi 02 05 02 ENSAYOS CON PARTICULAS MAGNETICAS PDFDocument23 pagesPi 02 05 02 ENSAYOS CON PARTICULAS MAGNETICAS PDFDarwin Zuni RosadoNo ratings yet
- Normas BombasDocument11 pagesNormas BombasGabbythax82% (17)
- Quitina y Quitosano PDFDocument7 pagesQuitina y Quitosano PDFDarwin Zuni RosadoNo ratings yet
- 12 DiatomeasDocument43 pages12 DiatomeasMadeleine PaladinesNo ratings yet
- Charla Novedades Soldadura Estructural PDFDocument46 pagesCharla Novedades Soldadura Estructural PDFsgavilanrequejoNo ratings yet
- Activacion de Arcillas de Bajo Grado A Altas TemperaturasDocument24 pagesActivacion de Arcillas de Bajo Grado A Altas TemperaturasDarwin Zuni RosadoNo ratings yet
- Asme Seccion V Articulo 6 Inspeccion Por Liquidos Penetrantes EspanolpdfFFFFDocument15 pagesAsme Seccion V Articulo 6 Inspeccion Por Liquidos Penetrantes EspanolpdfFFFFDarwin Zuni RosadoNo ratings yet
- Revista INGEMMET Junio 2013Document52 pagesRevista INGEMMET Junio 2013Darwin Zuni RosadoNo ratings yet
- BacillariophytaDocument3 pagesBacillariophytaGrEStHeF100% (1)
- Manual de Citación APA PDFDocument51 pagesManual de Citación APA PDFJulian Andres VillarrealNo ratings yet
- 3.adsorción de Colorantes Sobre Tierra de Diatomeas. Un Trabajo de Laboratorio Con Enfoque Ambiental PDFDocument6 pages3.adsorción de Colorantes Sobre Tierra de Diatomeas. Un Trabajo de Laboratorio Con Enfoque Ambiental PDFDarwin Zuni RosadoNo ratings yet
- HornoDocument86 pagesHornoJoel Miranda CajahuancaNo ratings yet
- Tratamientos Termicos - Hornos Industriales LtdaDocument18 pagesTratamientos Termicos - Hornos Industriales LtdaChristian Leonardo FlorezNo ratings yet
- Calidad y Tratamiento Del Agua 0902014Document11 pagesCalidad y Tratamiento Del Agua 0902014Oscar RojasNo ratings yet
- 5 Reglamento Nacional de Licencias de Conducir PDFDocument27 pages5 Reglamento Nacional de Licencias de Conducir PDFZEUS_Z77No ratings yet
- Tabla Reactivos de Ataque para MetalografiaDocument1 pageTabla Reactivos de Ataque para MetalografiaJuan Carlos Bairon Sosa100% (4)
- Evaluacion Tecnicas Sem Eds Investigacion Nanotecnologica4Document35 pagesEvaluacion Tecnicas Sem Eds Investigacion Nanotecnologica4Darwin Zuni RosadoNo ratings yet
- ASME Art 6 LiquidosDocument7 pagesASME Art 6 LiquidosManuel Salvador Rodriguez Garcia100% (6)
- PA Parte A PDFDocument2 pagesPA Parte A PDFDarwin Zuni RosadoNo ratings yet
- 8A Red Safety Data Sheet EspanolDocument6 pages8A Red Safety Data Sheet EspanolDarwin Zuni RosadoNo ratings yet
- Catalogo de Pal Pad Ores KBDocument33 pagesCatalogo de Pal Pad Ores KBMarcos Emf100% (1)
- WCP 2 Product Data Sheet EspanolDocument2 pagesWCP 2 Product Data Sheet EspanolDarwin Zuni RosadoNo ratings yet
- Cantesco C101 A Limpiador Estándar Es PDFDocument11 pagesCantesco C101 A Limpiador Estándar Es PDFDarwin Zuni RosadoNo ratings yet
- 7HF Product Data Sheet EspanolDocument3 pages7HF Product Data Sheet EspanolDino Paul Castro HidalgoNo ratings yet
- 14AM Liquid Safety Data Sheet EspanolDocument6 pages14AM Liquid Safety Data Sheet EspanolDarwin Zuni RosadoNo ratings yet
- Proyecto Control 01.....Document61 pagesProyecto Control 01.....Eduardo RojazNo ratings yet
- Prueba Matematicas Unidad 4 TerceroDocument5 pagesPrueba Matematicas Unidad 4 TerceroAlexis CidNo ratings yet
- Parcial Algoritmia y Programación 03D Tipo 1 Céd ImparDocument2 pagesParcial Algoritmia y Programación 03D Tipo 1 Céd ImparRoberto Porto BarcelóNo ratings yet
- ISÓPTICADocument10 pagesISÓPTICARiichy VSNo ratings yet
- PROCESOS ESTOCÁSTICOS CronogramaDocument13 pagesPROCESOS ESTOCÁSTICOS CronogramaHansel Josues GonzalezNo ratings yet
- Rubrica Problemario Calculo VectorialDocument1 pageRubrica Problemario Calculo VectorialJOEYTAXXNo ratings yet
- Interactivos 4 Bloque I PDFDocument91 pagesInteractivos 4 Bloque I PDFDiego Hernandez50% (2)
- Primer Parcial Operaciones y ProduccionDocument6 pagesPrimer Parcial Operaciones y Producciondiego carpinteroNo ratings yet
- Plan de Curso Didactica de La EstocasticaDocument13 pagesPlan de Curso Didactica de La Estocasticaapi-26022024No ratings yet
- Boletin de LogicaDocument3 pagesBoletin de LogicaGiuliana Isela Siuce SimeonNo ratings yet
- SESION DE MATEMATICA OCTUBRE Ecuaciones NoviembreDocument10 pagesSESION DE MATEMATICA OCTUBRE Ecuaciones NoviembreWilmer Linares VasquezNo ratings yet
- Congreso Geoexpo 22 y 23 de Abril Programa FinalDocument2 pagesCongreso Geoexpo 22 y 23 de Abril Programa FinalJuan Carlos Tica OvalleNo ratings yet
- Ecuaciones Diferenciales ParcialDocument5 pagesEcuaciones Diferenciales ParcialAndrés OrejarenaNo ratings yet
- Dsitribucion Continua y DiscretaDocument2 pagesDsitribucion Continua y DiscretaLuis Fernando Contreras OrtizNo ratings yet
- Equilibrio PDFDocument4 pagesEquilibrio PDFJorge Luis Salvatierra RodriguezNo ratings yet
- Programa de Matemática - Contrato PedagogicoDocument6 pagesPrograma de Matemática - Contrato PedagogicoLucas Ignacio MoyanoNo ratings yet
- 4to Seminario PRE-UNIDocument80 pages4to Seminario PRE-UNIDani Coronel Ochoa100% (1)
- Madera Propiedades MecanicasDocument10 pagesMadera Propiedades MecanicasQC PanamaNo ratings yet
- SucesionesDocument22 pagesSucesionesDianaVillabonNo ratings yet
- Poligonales en TopografiaDocument6 pagesPoligonales en TopografiaFlavio CandelejoNo ratings yet
- Guia N5 Matema 3p 4 GradoDocument8 pagesGuia N5 Matema 3p 4 GradoYaritza Bonilla YañezNo ratings yet
- Equivalente en Agua de Un Calor - MetroDocument4 pagesEquivalente en Agua de Un Calor - Metrokevin reyna lojaNo ratings yet
- Apuntes de Matematicas 4Document41 pagesApuntes de Matematicas 4Héctor Vázquez LoredoNo ratings yet
- Tecnicas de ModularizacionDocument9 pagesTecnicas de ModularizacionAtilio Josue Alvarez CariasNo ratings yet
- Act Matematicas 5-6Document13 pagesAct Matematicas 5-61049608744No ratings yet
- Reticula 3.5 AñosDocument2 pagesReticula 3.5 AñosArturo SantosNo ratings yet
- Ejercicios de GeometriaDocument5 pagesEjercicios de GeometriaJhordyDaviranValle100% (2)
- AIRE Problemas Resueltos P1Document5 pagesAIRE Problemas Resueltos P1Marcial Nuñez75% (4)
- Colaborativo Matematicas Unidad 4 GFDocument11 pagesColaborativo Matematicas Unidad 4 GFKenia Johana SibajaNo ratings yet
- IE JOSE MEJIA URIBE Matemática 10°Document4 pagesIE JOSE MEJIA URIBE Matemática 10°donoviomarNo ratings yet