You might also like
- M4 3 Synthetic Surface Modeling Bicubic Hermite PatchDocument28 pagesM4 3 Synthetic Surface Modeling Bicubic Hermite PatchNANDULA GOUTHAM SAINo ratings yet
- CAPP Explained: Computer Aided Process PlanningDocument32 pagesCAPP Explained: Computer Aided Process PlanningMuizzuddin Rosli100% (1)
- PDF 9 1 PDFDocument208 pagesPDF 9 1 PDFCatherine RockyNo ratings yet
- 01 KDOM Course HandoutDocument14 pages01 KDOM Course HandoutBhimsen ShresthaNo ratings yet
- Week 1Document47 pagesWeek 1MohanNo ratings yet
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- 2016-1 Advanced Automatic Control Final Exam PDFDocument2 pages2016-1 Advanced Automatic Control Final Exam PDFIslam Saqr67% (3)
- 40e5170fb.Document20 pages40e5170fb.Akshay100% (1)
- Mechatronics Unit III and IV Question and AnswersDocument6 pagesMechatronics Unit III and IV Question and AnswersSaravanan MathiNo ratings yet
- JacobianDocument3 pagesJacobianAtse Dida Eyes0% (1)
- Mechatronics - Multiple Choice QuestionsDocument5 pagesMechatronics - Multiple Choice QuestionsDHAYANEETHI SNo ratings yet
- QP 2010Document25 pagesQP 2010samy_175No ratings yet
- ME8391 ETD by WWW - Learnengineering.inDocument167 pagesME8391 ETD by WWW - Learnengineering.inERRAMESH1989No ratings yet
- 03 External BrakeDocument19 pages03 External Brakeahmed albeekNo ratings yet
- Manufacturing Processes - Iiprof. A.b.chattopadhyay, Prof. A.K. ChattopadhyayDocument618 pagesManufacturing Processes - Iiprof. A.b.chattopadhyay, Prof. A.K. ChattopadhyayVivek Jaiswal88% (8)
- Automation of Ac System Employing PLC and ScadaDocument10 pagesAutomation of Ac System Employing PLC and Scadaeyob feshaNo ratings yet
- Mechatronics Question BankDocument3 pagesMechatronics Question BankSainand Jadhav100% (1)
- Four-Bar Linkage Analysis: The 4R QuadrilateralDocument12 pagesFour-Bar Linkage Analysis: The 4R QuadrilateralKhuong VuNo ratings yet
- Friction Clutches-Study MaterialDocument11 pagesFriction Clutches-Study MaterialAnvesh HegdeNo ratings yet
- RAC - Short Questions PDFDocument3 pagesRAC - Short Questions PDFSachin MohalNo ratings yet
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDocument11 pagesHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012No ratings yet
- Klnce-Mech-Qbank: Page 1 of 11Document11 pagesKlnce-Mech-Qbank: Page 1 of 11mohanrajmeed2012No ratings yet
- MCT Unit 2 State Space DesignDocument92 pagesMCT Unit 2 State Space DesignHarshal Giri100% (1)
- Apt Programming (Unit-III)Document45 pagesApt Programming (Unit-III)raviNo ratings yet
- 012 APT Macro STDocument10 pages012 APT Macro STAladdin AdelNo ratings yet
- 9A03401 Kinematics of MachineryDocument8 pages9A03401 Kinematics of MachinerysivabharathamurthyNo ratings yet
- Unit 3 SolvedDocument13 pagesUnit 3 SolvedSHAHUL HAMEED.SNo ratings yet
- Mechatronics Unit 1Document21 pagesMechatronics Unit 1rajkiran_raj100% (1)
- Refrigeration Air Conditioning Lab ManualDocument13 pagesRefrigeration Air Conditioning Lab Manualjayshah1991100% (1)
- Lec4 PDFDocument91 pagesLec4 PDFArun ShalNo ratings yet
- Design of Speed and Feed Gear BoxesDocument67 pagesDesign of Speed and Feed Gear BoxesBhotka BhutkiNo ratings yet
- Question Bank SensorsDocument2 pagesQuestion Bank SensorsJasmine Kaur ButtarNo ratings yet
- AutoCAD VIVADocument6 pagesAutoCAD VIVADeva RajNo ratings yet
- Design and Performance Analysis of Three-Phase Solar PVDocument12 pagesDesign and Performance Analysis of Three-Phase Solar PVThejeshwi Reddy0% (1)
- ME8511-Kinematics and Dynamics Laboratory: Fifth SemesterDocument2 pagesME8511-Kinematics and Dynamics Laboratory: Fifth SemesterSiva RamanNo ratings yet
- Unit-Iii Constructional Features of CNC MachinesDocument33 pagesUnit-Iii Constructional Features of CNC MachinesMuthuvel MNo ratings yet
- Department of Mechanical Engineering Mechatronics Lab Viva QuestionsDocument1 pageDepartment of Mechanical Engineering Mechatronics Lab Viva QuestionsPushpa Mohan RajNo ratings yet
- TRANSMISSION DESIGNDocument18 pagesTRANSMISSION DESIGNMURALI KRISHNAN RNo ratings yet
- ME6601Document28 pagesME6601Sridiwakaran ParameswaranNo ratings yet
- Assignment: A and A Wheel WeighingDocument1 pageAssignment: A and A Wheel WeighingIshfaqurNo ratings yet
- Exercise:: Solution: Code: Part ADocument4 pagesExercise:: Solution: Code: Part AAbdul Rehman AfzalNo ratings yet
- Chassis Dynamo MeterDocument5 pagesChassis Dynamo MeterHKD89No ratings yet
- CIM Wheel: A Concise Guide to Computer Integrated ManufacturingDocument43 pagesCIM Wheel: A Concise Guide to Computer Integrated ManufacturingNathanael Aklilu Ejersa100% (2)
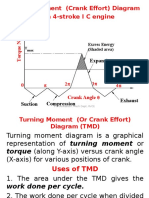
- Turning Moment Diagram & FlywheelDocument88 pagesTurning Moment Diagram & FlywheelAshishAgarwal100% (1)
- Power Plant Lecture Notes - CHAPTER-7 Hydro-Water Power PlantDocument84 pagesPower Plant Lecture Notes - CHAPTER-7 Hydro-Water Power PlantHiteshNo ratings yet
- 28 - 4400 MCQ - IES - GATE - PSUs Mechanical EngineeringDocument21 pages28 - 4400 MCQ - IES - GATE - PSUs Mechanical Engineeringanilm130484meNo ratings yet
- 4-SPEED GEAR BOXDocument17 pages4-SPEED GEAR BOXKhanna Dhinesh100% (1)
- Pipe Climbing Robot DesignDocument3 pagesPipe Climbing Robot DesignMectrosoft Creative technologyNo ratings yet
- Manufacturing Technology II SyllabusDocument1 pageManufacturing Technology II Syllabussmg26thmay100% (1)
- Curves & SplinesDocument49 pagesCurves & SplinesAmit DostNo ratings yet
- M Bayu Irpan F 4EBDocument5 pagesM Bayu Irpan F 4EBBayu Jarai100% (1)
- Classification of CNC MachinesDocument10 pagesClassification of CNC Machinesparth solankiNo ratings yet
- Dynamic Force Analysis on Slider Crank MechanismDocument39 pagesDynamic Force Analysis on Slider Crank MechanismSAI PRAMOD RAVADANo ratings yet
- CAD Computer Applications Design Question BankDocument7 pagesCAD Computer Applications Design Question Bankmskumar_5540% (1)
- Module 3 Part 1 - FLywheel Punching Press PDFDocument22 pagesModule 3 Part 1 - FLywheel Punching Press PDFAswith R Shenoy100% (1)
- Steering Design Investigation: Figure 1 - Ackermann Steering GeometryDocument4 pagesSteering Design Investigation: Figure 1 - Ackermann Steering GeometryHarsha SonicreignNo ratings yet
- Refrigeration and Air Conditioning Course OverviewDocument9 pagesRefrigeration and Air Conditioning Course OverviewAsif jabarNo ratings yet
- Dynamics of Machinery GATE BitsDocument8 pagesDynamics of Machinery GATE BitsVenkateswar Reddy MallepallyNo ratings yet
- On The Knowledge and Experience of ProgrammerDocument21 pagesOn The Knowledge and Experience of ProgrammerVijay KumarNo ratings yet
- M VV Sample FormDocument2 pagesM VV Sample Formsam002573% (11)
- National Technical Information Service: ReproducedDocument15 pagesNational Technical Information Service: Reproducedsam0025No ratings yet
- Is Tam 2016 BrochureDocument8 pagesIs Tam 2016 Brochuresam0025No ratings yet
- Marine Structures: Muk Chen Ong, Torbjørn Utnes, Lars Erik Holmedal, Dag Myrhaug, Bjørnar PettersenDocument12 pagesMarine Structures: Muk Chen Ong, Torbjørn Utnes, Lars Erik Holmedal, Dag Myrhaug, Bjørnar Pettersensam0025No ratings yet
- Adaptive Control MachiningDocument9 pagesAdaptive Control Machiningceice2013No ratings yet
- Cncdncadaptivecontrol 120412055029 Phpapp02Document30 pagesCncdncadaptivecontrol 120412055029 Phpapp02sam0025No ratings yet
- FEA AssignmentDocument2 pagesFEA Assignmentsam0025No ratings yet
- ELE205P Electrical Drives Lab 2nd Cycle ManualDocument27 pagesELE205P Electrical Drives Lab 2nd Cycle Manualsam0025No ratings yet
- Adaptive Control Machining-ReportDocument27 pagesAdaptive Control Machining-ReportHari KumarNo ratings yet
- Adaptive Control Machining Seminar - Optimize Production RatesDocument1 pageAdaptive Control Machining Seminar - Optimize Production Ratessam0025No ratings yet
- Code2flow 094e9Document1 pageCode2flow 094e9pimfjifNo ratings yet
- CitectSCADA Cicode ReferenceDocument1,355 pagesCitectSCADA Cicode ReferenceSebestyén Béla100% (2)
- Audit and EnforcementDocument684 pagesAudit and EnforcementmoparthiNo ratings yet
- (Ye-Tm) Thread Mills PDFDocument12 pages(Ye-Tm) Thread Mills PDFdavidNo ratings yet
- Streeter v. Secretary, Department of Corrections Et Al - Document No. 3Document2 pagesStreeter v. Secretary, Department of Corrections Et Al - Document No. 3Justia.comNo ratings yet
- 2022 HeadformsDocument2 pages2022 Headformsachrafkaniki11No ratings yet
- Inductance Meter AdapterDocument3 pagesInductance Meter AdapterioanNo ratings yet
- Switch Out of Band ManagementDocument10 pagesSwitch Out of Band ManagementswsloanNo ratings yet
- Jiang Et Al - 2009 - Total Reward Strategy - A Human Resources Management Strategy Going With The Trend of The TimesDocument7 pagesJiang Et Al - 2009 - Total Reward Strategy - A Human Resources Management Strategy Going With The Trend of The TimesJoaquínMartínezMiño100% (1)
- US V RuizDocument2 pagesUS V RuizCristelle Elaine ColleraNo ratings yet
- Increasing The Productivity of SaltDocument8 pagesIncreasing The Productivity of Salthenriel tambioNo ratings yet
- SIT 6404 57th Ave Report - Final052913Document301 pagesSIT 6404 57th Ave Report - Final052913epraetorianNo ratings yet
- PT. NURMAN MITRA SENTOSA HSE REPORTDocument4 pagesPT. NURMAN MITRA SENTOSA HSE REPORTSigit WiyonoNo ratings yet
- Piaggio Liberty 100 Indonesia MY 2011 (EN)Document179 pagesPiaggio Liberty 100 Indonesia MY 2011 (EN)Manualles67% (3)
- Cambridge English For The Media Intermediate Students Book With Audio CD Frontmatter PDFDocument5 pagesCambridge English For The Media Intermediate Students Book With Audio CD Frontmatter PDFBrenda Funes67% (3)
- Economic SystemDocument7 pagesEconomic Systemrisma ramadhanNo ratings yet
- Galaxy 3C at 95Document3 pagesGalaxy 3C at 95Edson Manuel Solorzano BelisarioNo ratings yet
- Business Letters Writing PresentationDocument19 pagesBusiness Letters Writing PresentationHammas khanNo ratings yet
- Philippine Department of Education lesson on productivity toolsDocument5 pagesPhilippine Department of Education lesson on productivity toolsKarl Nonog100% (1)
- Stiffness Method BeamDocument8 pagesStiffness Method BeamTaha GargoumNo ratings yet
- Joint Operations Doctrine Core PublicationDocument182 pagesJoint Operations Doctrine Core Publicationfredscout76100% (2)
- ABB Connectivity PackagesDocument102 pagesABB Connectivity Packagestin_gabby4876100% (1)
- Fundamental of ICT: Study PresentationDocument12 pagesFundamental of ICT: Study PresentationBikal ShresthaNo ratings yet
- Chineseburned AWADocument7 pagesChineseburned AWAsureshk143100% (1)
- Gupta Et Al. (1989)Document23 pagesGupta Et Al. (1989)Prabath PzNo ratings yet
- HP MOQ Traditional BPC Mar'21 Pricelist - FTPDocument8 pagesHP MOQ Traditional BPC Mar'21 Pricelist - FTPrachamreddyrNo ratings yet
- International Trade Finance - Nov 2009Document8 pagesInternational Trade Finance - Nov 2009Basilio MaliwangaNo ratings yet
- EN - 1.2 Introduction To Entrepreneurship TestDocument4 pagesEN - 1.2 Introduction To Entrepreneurship TestMichelle LiwagNo ratings yet
- Rig 2017Document34 pagesRig 2017ralphNo ratings yet