You might also like
- DAVR - ModulesDocument1 pageDAVR - Modulesabdulyunus_amirNo ratings yet
- Reactive Power Support and Voltage Regulation in Power SystemDocument20 pagesReactive Power Support and Voltage Regulation in Power Systemabdulyunus_amirNo ratings yet
- Dpu4e - Dpu4fDocument5 pagesDpu4e - Dpu4fabdulyunus_amirNo ratings yet
- AREVA MiCOM Prot Relay DetailsDocument2 pagesAREVA MiCOM Prot Relay Detailsabdulyunus_amirNo ratings yet
- Actions To Be Taken On Death of A Pensioner To Claim Family PensionDocument6 pagesActions To Be Taken On Death of A Pensioner To Claim Family Pensionabdulyunus_amirNo ratings yet
- Baroda Health Mediclaim Insurance PolicyDocument13 pagesBaroda Health Mediclaim Insurance Policyabdulyunus_amirNo ratings yet
- ModifiedNLC P343 Setting CalculationDocument13 pagesModifiedNLC P343 Setting CalculationFlorabel Tolentino Sera Josef100% (1)
- Generator Earthing and Stator Earth Fault ProtectionDocument9 pagesGenerator Earthing and Stator Earth Fault ProtectionYousif_AbdalhalimNo ratings yet
- India's Big and Messy Real Estate Ponzi Scheme, Just Got MessierDocument6 pagesIndia's Big and Messy Real Estate Ponzi Scheme, Just Got Messierabdulyunus_amirNo ratings yet
- 11 - 11KV (UE) 3C X 185 SQ MM Alu, Cable IndentDocument1 page11 - 11KV (UE) 3C X 185 SQ MM Alu, Cable Indentabdulyunus_amirNo ratings yet
- Railway Services (Pension) Rules, 1993 - FormsDocument89 pagesRailway Services (Pension) Rules, 1993 - Formsabdulyunus_amirNo ratings yet
- Railway Services (Pension) Rules, 1993 - FormsDocument89 pagesRailway Services (Pension) Rules, 1993 - Formsabdulyunus_amirNo ratings yet
- મેથી ની ભાજીDocument11 pagesમેથી ની ભાજીabdulyunus_amirNo ratings yet
- GTU Civil Engineering: Home Date: 4 7 2016Document2 pagesGTU Civil Engineering: Home Date: 4 7 2016abdulyunus_amirNo ratings yet
- WWW - Xilinx-What Is A CPLD-261016Document45 pagesWWW - Xilinx-What Is A CPLD-261016abdulyunus_amirNo ratings yet
- How To Add A Data Model To MiCom S1 StudioDocument16 pagesHow To Add A Data Model To MiCom S1 Studioabdulyunus_amir0% (1)
- Tentative - Schedule Diploma EnggDocument1 pageTentative - Schedule Diploma Enggabdulyunus_amirNo ratings yet
- Actions To Be Taken On Death of A Pensioner To Claim Family PensionDocument6 pagesActions To Be Taken On Death of A Pensioner To Claim Family Pensionabdulyunus_amirNo ratings yet
- 1-Hydraulic Spring Type HMB4Document891 pages1-Hydraulic Spring Type HMB4abdulyunus_amirNo ratings yet
- Vickers Parts SearchDocument11 pagesVickers Parts Searchabdulyunus_amirNo ratings yet
- 5 Copper Busbar Jointing MethodsDocument12 pages5 Copper Busbar Jointing Methodsabdulyunus_amirNo ratings yet
- The 15 "Hottest" Electrical Problems You'Ll Find Lurking in FacilitiesDocument40 pagesThe 15 "Hottest" Electrical Problems You'Ll Find Lurking in Facilitiesabdulyunus_amirNo ratings yet
- OFTC Tap Change Testing RequirementDocument2 pagesOFTC Tap Change Testing Requirementabdulyunus_amirNo ratings yet
- AD598 Vs AD698 LVDT Application DifferencesDocument2 pagesAD598 Vs AD698 LVDT Application Differencesabdulyunus_amirNo ratings yet
- Capacitors For Power Factor CorrectionDocument5 pagesCapacitors For Power Factor CorrectionAswin Kumar KondurNo ratings yet
- Effective Monitoring and Protection of AC MotorsDocument4 pagesEffective Monitoring and Protection of AC Motorsabdulyunus_amirNo ratings yet
- CT Busting: Engineering at Nipro India Corporation PVT Ltdtop ContributorDocument4 pagesCT Busting: Engineering at Nipro India Corporation PVT Ltdtop Contributorabdulyunus_amirNo ratings yet
- Capacitive and Inductive Reactive Power ExplainedDocument4 pagesCapacitive and Inductive Reactive Power Explainedabdulyunus_amirNo ratings yet
- Data Recovery Services Map & BlogDocument19 pagesData Recovery Services Map & Blogabdulyunus_amirNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- UHMW-PE Tivar 1000Document2 pagesUHMW-PE Tivar 1000centurion2988No ratings yet
- Problems-6 40-6 41Document7 pagesProblems-6 40-6 41Hasil SharmaNo ratings yet
- Unified Field Theory ExplainedDocument22 pagesUnified Field Theory ExplainedSaran AyyappanNo ratings yet
- D 3032 - 98 - RdmwmzitotgDocument42 pagesD 3032 - 98 - RdmwmzitotgPrakash MakadiaNo ratings yet
- Intermolecular Forces and Liquids and Solids ExplainedDocument20 pagesIntermolecular Forces and Liquids and Solids ExplainedRalph EvidenteNo ratings yet
- Thermodynamics Lab 1Document8 pagesThermodynamics Lab 1Amin AliasNo ratings yet
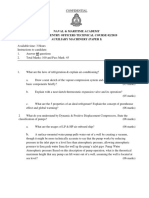
- NAVAL ACADEMY OFFICERS TECHNICAL COURSEDocument15 pagesNAVAL ACADEMY OFFICERS TECHNICAL COURSEDinesh SilvaNo ratings yet
- Course Objectives:: BPHYS/BPHYC/BPHYE/BPHYM/102/202Document51 pagesCourse Objectives:: BPHYS/BPHYC/BPHYE/BPHYM/102/202varshabijapur220No ratings yet
- Evaluation of The Pull-Through Capacity For Steel Cladding Systems in The PhilippinesDocument49 pagesEvaluation of The Pull-Through Capacity For Steel Cladding Systems in The PhilippinesJeo CacalNo ratings yet
- EDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedDocument68 pagesEDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedSreedhar PugalendhiNo ratings yet
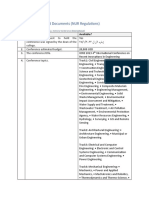
- Availability of Conference Required Documents - InternationalDocument6 pagesAvailability of Conference Required Documents - InternationalAhmed Khairadeen AliNo ratings yet
- Tsunami Simulations Using Dashboard and Delft3DDocument17 pagesTsunami Simulations Using Dashboard and Delft3DbukanastutikNo ratings yet
- Weather ForecastsDocument5 pagesWeather ForecastsGianina MihăicăNo ratings yet
- Owner'S Manual: Solar Water HeatersDocument37 pagesOwner'S Manual: Solar Water HeatersZain ShariffNo ratings yet
- Light Properties and Interactions in 40Document3 pagesLight Properties and Interactions in 40Rhonoelle Reevenujlah100% (1)
- S8 Tiger: Think ForwardDocument17 pagesS8 Tiger: Think ForwardASRAR AHMED KHANNo ratings yet
- TOS PRB-ChE Resolution 3.2023 With AnnexDocument17 pagesTOS PRB-ChE Resolution 3.2023 With AnnexNina CrisantoNo ratings yet
- Axial Piston Variable Pump A10V (S) O Series 31 AmericasDocument56 pagesAxial Piston Variable Pump A10V (S) O Series 31 AmericasFawzi AlzubairyNo ratings yet
- Plain Diffuser LKA: DimensionsDocument11 pagesPlain Diffuser LKA: DimensionsadigetoNo ratings yet
- Greencon Catalogue 2018 PDFDocument16 pagesGreencon Catalogue 2018 PDFAfizshueNo ratings yet
- Umas LancoDocument106 pagesUmas LancoRodolfo Manuel Alarcón TroncosoNo ratings yet
- Deepak Project On Jaw CrusherDocument96 pagesDeepak Project On Jaw CrusherAnil Kumar KnNo ratings yet
- Combustion Physics by C K LawDocument11 pagesCombustion Physics by C K LawSuvendu Kumar SethyNo ratings yet
- Final 2012 Chemical MetallurgyDocument7 pagesFinal 2012 Chemical MetallurgyRuby AdijayaNo ratings yet
- SM Lecture 08 - Seismic Refraction Method (Part 1) PDFDocument48 pagesSM Lecture 08 - Seismic Refraction Method (Part 1) PDFMithunNo ratings yet
- 2nd Training SessionDocument37 pages2nd Training SessionHimanshu SharmaNo ratings yet
- Skiladaemi 3Document8 pagesSkiladaemi 3Esra MollaNo ratings yet
- Operating Manual: Sensor Shelters (8141)Document2 pagesOperating Manual: Sensor Shelters (8141)honeyNo ratings yet
- BFC21103 Chapter4Document113 pagesBFC21103 Chapter4Mohd Zulhairi100% (2)
- Engineering Structures: Kristijan Kolozvari, Kamiar Kalbasi, Kutay Orakcal, John WallaceDocument17 pagesEngineering Structures: Kristijan Kolozvari, Kamiar Kalbasi, Kutay Orakcal, John WallaceRoman OinamNo ratings yet