You might also like
- J60000-23 Rev01 Stack TemplateDocument1 pageJ60000-23 Rev01 Stack TemplatecarlosNo ratings yet
- Temario Curso de NeodataDocument3 pagesTemario Curso de NeodatacarlosNo ratings yet
- Cfe P 17Document3 pagesCfe P 17carlosNo ratings yet
- DietaDocument3 pagesDietacarlosNo ratings yet
- Carta Técnica: Recubrimiento Epóxico PoliamidaDocument5 pagesCarta Técnica: Recubrimiento Epóxico PoliamidacarlosNo ratings yet
- CatalogofinalDocument12 pagesCatalogofinalcarlosNo ratings yet
- Cantidad MaterialDocument1 pageCantidad MaterialcarlosNo ratings yet
- Memoria Calc - Estruct - TechoMEtalico-Nuevo Mundo2012Document32 pagesMemoria Calc - Estruct - TechoMEtalico-Nuevo Mundo2012Johan Huaney CarranzaNo ratings yet
- Estructuración Análisis y Diseño Estructural de Elementos de Techo Con Perfiles Metalilcos Utilizando El Metodo LRFDDocument464 pagesEstructuración Análisis y Diseño Estructural de Elementos de Techo Con Perfiles Metalilcos Utilizando El Metodo LRFDherayan896No ratings yet
- Guia-Aplicacion Final PDFDocument13 pagesGuia-Aplicacion Final PDFRforceIbañezNo ratings yet
- Nom 018 STPS 2015Document55 pagesNom 018 STPS 2015Jorge WiitronNo ratings yet
- NTC Viento PDFDocument14 pagesNTC Viento PDFLikevekt MetalforceNo ratings yet
- ECVR-0-SRQA-PR-0004 - 1. Procedimiento de Elaboración de Dosieres FinalesDocument18 pagesECVR-0-SRQA-PR-0004 - 1. Procedimiento de Elaboración de Dosieres FinalescarlosNo ratings yet
- Hoja Excel para El Calculo de Viga Simplemente Armada Por ACI y RCDFDocument3 pagesHoja Excel para El Calculo de Viga Simplemente Armada Por ACI y RCDFRodolfoA.PaivaOjedaNo ratings yet
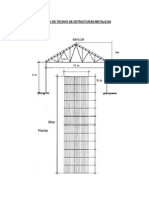
- Calculo de Techos de Estructuras MetalicasDocument19 pagesCalculo de Techos de Estructuras MetalicasWalter E. Pinillos86% (7)
- Manual Neodata 2011-CatalogosDocument92 pagesManual Neodata 2011-CatalogosVIlla FcoNo ratings yet
- Manual Neodata 2011-Nueva ObraDocument10 pagesManual Neodata 2011-Nueva ObraVIlla FcoNo ratings yet
- Procedimiento de Touch Up REV 31 DE MARZODocument9 pagesProcedimiento de Touch Up REV 31 DE MARZOcarlosNo ratings yet
- PDS es-MXDocument2 pagesPDS es-MXMario Perez AmbrosioNo ratings yet
- PDS es-ES 56913Document2 pagesPDS es-ES 56913carlosNo ratings yet
- Memoria Calculo CerchaDocument7 pagesMemoria Calculo CerchaJacinto EstradaNo ratings yet
- Volumen 4 Tomo IIIDocument25 pagesVolumen 4 Tomo IIIJc Medina DonnelliNo ratings yet
- 3 Ejemplo 2 Nave Industrial Dos AguasDocument31 pages3 Ejemplo 2 Nave Industrial Dos AguasÁngel FabiánNo ratings yet
- Diseno de Vigas WDocument87 pagesDiseno de Vigas WmarinogironNo ratings yet
- PDS es-MXDocument2 pagesPDS es-MXMario Perez AmbrosioNo ratings yet
- Programa para Diseño EscaleraDocument9 pagesPrograma para Diseño EscaleraRandy DíazNo ratings yet
- Hoja Excel para El Calculo de Viga Simplemente Armada Por ACI y RCDFDocument3 pagesHoja Excel para El Calculo de Viga Simplemente Armada Por ACI y RCDFRodolfoA.PaivaOjedaNo ratings yet
- Tanque IgnacioDocument61 pagesTanque IgnacioGustavo AragonNo ratings yet
- PFC Marta Perez RodriguezDocument321 pagesPFC Marta Perez RodriguezOscar Moreno100% (1)
- Volumen 4 Tomo IIIDocument25 pagesVolumen 4 Tomo IIIJc Medina DonnelliNo ratings yet
- Mapa Conceptual NSR 10Document7 pagesMapa Conceptual NSR 10Juan Manuel Torres JimenezNo ratings yet
- Labo 4 DiseñoDocument12 pagesLabo 4 DiseñokzadorlocoNo ratings yet
- Cálculo de EstructurasDocument4 pagesCálculo de Estructurasanotny Nùñez RomànNo ratings yet
- Clasificacion de Aceites AutomotricesDocument8 pagesClasificacion de Aceites AutomotricesCharlie LtbNo ratings yet
- Caracteristicas Tecnicas SubterraneosDocument1 pageCaracteristicas Tecnicas SubterraneosFrancisco GuerraNo ratings yet
- Trabajo Final Abastos TE2Document141 pagesTrabajo Final Abastos TE2Julio HuamanNo ratings yet
- Aforador ParshallDocument9 pagesAforador ParshallJalil Vladimir Cubas GarciaNo ratings yet
- Apendice - Check List para Auditoria en Informática PDFDocument90 pagesApendice - Check List para Auditoria en Informática PDFIsaac Reyes PechNo ratings yet
- SGI-PR-SSM-XXX Procedimiento Estandar de Trabajo Seguro (PETS) - Colocacion de Encofrado INVERTDocument4 pagesSGI-PR-SSM-XXX Procedimiento Estandar de Trabajo Seguro (PETS) - Colocacion de Encofrado INVERTcesarNo ratings yet
- Ventilación Impelente, Aspirante y CombinadoDocument49 pagesVentilación Impelente, Aspirante y CombinadoEtel HuayllaniNo ratings yet
- Manual Descalcificador Curve D-Uf-M3Document26 pagesManual Descalcificador Curve D-Uf-M3gustavoNo ratings yet
- Curvas Operativas de Sistemas de BombeoDocument16 pagesCurvas Operativas de Sistemas de BombeoGonzalo Zavala HurtadoNo ratings yet
- Práctica CURVA DE SATURACIÓN DEL AGUADocument3 pagesPráctica CURVA DE SATURACIÓN DEL AGUAvare222No ratings yet
- Estudio Tecnico NafinDocument42 pagesEstudio Tecnico Nafinmitchel78100% (1)
- Polimerización Por CondensaciónDocument13 pagesPolimerización Por CondensaciónJohn VapuNo ratings yet
- Procedimiento INBAND Huawei RTN 905, 310, 320Document10 pagesProcedimiento INBAND Huawei RTN 905, 310, 320Cesar Santiago Bolaño SalazarNo ratings yet
- Ejercicio Basico de Circuitos IntegradosDocument5 pagesEjercicio Basico de Circuitos IntegradosDanielNo ratings yet
- 1° Primer GradoDocument80 pages1° Primer GradoMiss YarimaNo ratings yet
- Consumos de AguaDocument14 pagesConsumos de AguaANGEL DAVID CRUZ CONDORINo ratings yet
- EXAMEN DEL TEMA I (Teoria Del Fuego)Document4 pagesEXAMEN DEL TEMA I (Teoria Del Fuego)Ernesto cruz calderonNo ratings yet
- Manual - Mesa RotativaDocument17 pagesManual - Mesa RotativaElvis DiazNo ratings yet
- Tarea - 08 - Oscilograma de La Curva de Presion en CilindrosDocument9 pagesTarea - 08 - Oscilograma de La Curva de Presion en CilindrosGilmar Berzosa100% (1)
- Trabajo de Administracion GeneralDocument7 pagesTrabajo de Administracion GeneralEdinson AlvarezNo ratings yet
- Acta de Entrega Zonas Comunes TuringiaDocument4 pagesActa de Entrega Zonas Comunes TuringiaEduardo Velandia100% (1)
- CoStoS UnitarioSDocument40 pagesCoStoS UnitarioSJuanRamirezNo ratings yet
- Historia de La Silla de RuedasDocument7 pagesHistoria de La Silla de RuedasAndreaSanchez100% (1)
- STM 32 F 4 DiscoveryDocument6 pagesSTM 32 F 4 DiscoveryJorge RíosNo ratings yet
- Diagrama de Bloques PEPSUDocument24 pagesDiagrama de Bloques PEPSUalga4898100% (3)
- Diagramas de ProcesoDocument42 pagesDiagramas de ProcesorisaviNo ratings yet
- Trabajo de Cualitativa Aniones Uno PDFDocument12 pagesTrabajo de Cualitativa Aniones Uno PDFdanielNo ratings yet