You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Smarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFDocument629 pagesSmarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFaggarwalakanksha100% (2)
- Ramrajya 2025Document39 pagesRamrajya 2025maxabs121No ratings yet
- Week 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsDocument53 pagesWeek 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsNgoc PhamNo ratings yet
- Aui2601 Exam Pack 2016 1Document57 pagesAui2601 Exam Pack 2016 1ricara alexia moodleyNo ratings yet
- Unit-1 Lecture - 2 Light Weight Construction Materials by Brig. S.K. SharmaDocument14 pagesUnit-1 Lecture - 2 Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- New Python Basics AssignmentDocument5 pagesNew Python Basics AssignmentRAHUL SONI0% (1)
- Antonov 225 - The Largest - Airliner in The WorldDocument63 pagesAntonov 225 - The Largest - Airliner in The WorldFridayFunStuffNo ratings yet
- DGA Furan AnalysisDocument42 pagesDGA Furan AnalysisShefian Md Dom100% (10)
- MCQs + SEQs Medical Physics Midterm Exam Paper-Fall 2020Document3 pagesMCQs + SEQs Medical Physics Midterm Exam Paper-Fall 2020Ali Nouman100% (1)
- Unit-1 Lecture-7 - Light Weight Construction Materials by Brig. S.K. SharmaDocument11 pagesUnit-1 Lecture-7 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- Unit-1 Lecture-5 - Light Weight Construction Materials by Brig. S.K. SharmaDocument14 pagesUnit-1 Lecture-5 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- Unit-1 Lecture-4 - Light Weight Construction Materials by Brig. S.K. SharmaDocument19 pagesUnit-1 Lecture-4 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- Unit-1 Lecture-6 - Light Weight Construction Materials by Brig. S.K. SharmaDocument15 pagesUnit-1 Lecture-6 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- Unit-1 Lecture-3 - Light Weight Construction Materials by Brig. S.K. SharmaDocument9 pagesUnit-1 Lecture-3 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- Lecture 1 - Light Weight Construction Materials by Brig. S.K. SharmaDocument15 pagesLecture 1 - Light Weight Construction Materials by Brig. S.K. SharmaTHE NORTHCAP UNIVERSITYNo ratings yet
- ABRASIVE JET MACHINING by Ms Shikha KashyapDocument16 pagesABRASIVE JET MACHINING by Ms Shikha KashyapTHE NORTHCAP UNIVERSITYNo ratings yet
- Modern Manufacturing TechnologyDocument15 pagesModern Manufacturing TechnologyTHE NORTHCAP UNIVERSITYNo ratings yet
- Admissions Open For BBA-LLB (Honours) - Join NCU Law School, Gurgaon (Delhi-NCR)Document1 pageAdmissions Open For BBA-LLB (Honours) - Join NCU Law School, Gurgaon (Delhi-NCR)THE NORTHCAP UNIVERSITYNo ratings yet
- Fundamentals of Computer Programming - Dr. A. Charan KumariDocument35 pagesFundamentals of Computer Programming - Dr. A. Charan KumariTHE NORTHCAP UNIVERSITYNo ratings yet
- M.tech Admission 2016 - M Tech in Computer Science and Engineering With Specialization in Cyber Security - The Northcap University GurgaonDocument1 pageM.tech Admission 2016 - M Tech in Computer Science and Engineering With Specialization in Cyber Security - The Northcap University GurgaonTHE NORTHCAP UNIVERSITYNo ratings yet
- B Tech ECE Admission 2016 - The Northcap UniversityDocument1 pageB Tech ECE Admission 2016 - The Northcap UniversityTHE NORTHCAP UNIVERSITYNo ratings yet
- Green Team Work PlanDocument2 pagesGreen Team Work PlanScott FranzNo ratings yet
- ROBONIK - Prietest EasylabDocument2 pagesROBONIK - Prietest EasylabAlexis Armando Ramos C.No ratings yet
- Check Out The Buyers Guide On FacebookDocument28 pagesCheck Out The Buyers Guide On FacebookCoolerAdsNo ratings yet
- OD - SAP Connector UtilityDocument22 pagesOD - SAP Connector UtilityShivani SharmaNo ratings yet
- Eat Something DifferentDocument3 pagesEat Something Differentsrajendr200100% (1)
- Case Study Managed ServicesDocument2 pagesCase Study Managed ServicesAshtangram jhaNo ratings yet
- Inkolo Namasiko Kuyamakha Umuntu - Brainly - inDocument1 pageInkolo Namasiko Kuyamakha Umuntu - Brainly - inxqxfkqpy5qNo ratings yet
- Omegas Prezentacija 01Document20 pagesOmegas Prezentacija 01Predrag Djordjevic100% (1)
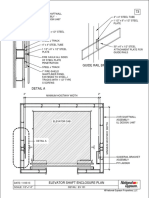
- Guide Rail Bracket AssemblyDocument1 pageGuide Rail Bracket AssemblyPrasanth VarrierNo ratings yet
- CPARDocument2 pagesCPARHarryrich MarbellaNo ratings yet
- RAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramDocument4 pagesRAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramSamrat JanjanamNo ratings yet
- 20131022-Additive Manufacturing & Allied Technologies, PuneDocument56 pages20131022-Additive Manufacturing & Allied Technologies, Puneprakush_prakushNo ratings yet
- Material List Summary-WaptechDocument5 pagesMaterial List Summary-WaptechMarko AnticNo ratings yet
- Put Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsDocument2 pagesPut Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsNithya SweetieNo ratings yet
- Problem Solving Questions: Solutions (Including Comments)Document25 pagesProblem Solving Questions: Solutions (Including Comments)Narendrn KanaesonNo ratings yet
- Developing Sui-Generis System For The Protection of Trade Secret in India: An Analytical StudyDocument8 pagesDeveloping Sui-Generis System For The Protection of Trade Secret in India: An Analytical StudyVEENA T NNo ratings yet
- CV's of M.ishtiaqDocument3 pagesCV's of M.ishtiaqishtiaqNo ratings yet
- Tutorial 4 QuestionsDocument3 pagesTutorial 4 QuestionshrfjbjrfrfNo ratings yet
- TMIS07 - Kalam Internship - S7 Tesla MindsDocument3 pagesTMIS07 - Kalam Internship - S7 Tesla MindsDMJ JonesNo ratings yet
- Writofsummons ForrevisionpurposesonlyDocument7 pagesWritofsummons ForrevisionpurposesonlyNuur KhaliilahNo ratings yet
- Methods of Data Collection MSC N I YrDocument256 pagesMethods of Data Collection MSC N I Yrdr.anu RkNo ratings yet
- T-61.246 Digital Signal Processing and Filtering T-61.246 Digitaalinen Signaalink Asittely Ja Suodatus Description of Example ProblemsDocument35 pagesT-61.246 Digital Signal Processing and Filtering T-61.246 Digitaalinen Signaalink Asittely Ja Suodatus Description of Example ProblemsDoğukan TuranNo ratings yet