You might also like
- Generic Pq2 DiagramDocument8 pagesGeneric Pq2 DiagramVinod Chandran67% (3)
- Nadca - PQ2Document173 pagesNadca - PQ2Aravind100% (4)
- Five Steps To Improving Die PerformanceDocument5 pagesFive Steps To Improving Die Performanceromanhawranek100% (1)
- E-700 - PQ2 Machine Power Ans Die Compatability PDFDocument140 pagesE-700 - PQ2 Machine Power Ans Die Compatability PDFSebastian Gomez MorenoNo ratings yet
- How To Calculate Machine Tonnage Require For HPDC Die Casting PartDocument28 pagesHow To Calculate Machine Tonnage Require For HPDC Die Casting PartShuvam Kumar100% (3)
- Pressure Diecasting: Metals — Machines — FurnacesFrom EverandPressure Diecasting: Metals — Machines — FurnacesRating: 3 out of 5 stars3/5 (2)
- High Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliDocument19 pagesHigh Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliKushagra Trivedi100% (1)
- HPDC enDocument108 pagesHPDC enmanasvi0667% (3)
- HPDC 3Document75 pagesHPDC 3mesalegui100% (1)
- Die Casting 1106Document8 pagesDie Casting 1106sansagithNo ratings yet
- Die CastingDocument263 pagesDie CastingRodri RocabadoNo ratings yet
- Nadca Alucast India: EC-506 Engineering Die Casting DiesDocument161 pagesNadca Alucast India: EC-506 Engineering Die Casting DiessuperthunderboltNo ratings yet
- Howtocalculategatearearequireforhpdcdiecastingpart 191027122127Document17 pagesHowtocalculategatearearequireforhpdcdiecastingpart 191027122127Abdelkader Loussaief100% (3)
- Cast Designer 2018 SDocument20 pagesCast Designer 2018 SmaheshNo ratings yet
- Gating ManualDocument84 pagesGating Manualmr.nguyenk100% (4)
- Die Casting Prod Design NADCADocument163 pagesDie Casting Prod Design NADCAsevshenko100% (3)
- Pressure Die CastingDocument62 pagesPressure Die CastingARUNSFRH83% (6)
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Document62 pagesHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Mould HPDC RunnerDocument18 pagesMould HPDC RunnerSahri KarimNo ratings yet
- Nadca - Overview of Defets in Die CastingDocument197 pagesNadca - Overview of Defets in Die CastingJayabharath Rajadurai100% (8)
- AnyCasting - Software Intro - Die Casting PDFDocument46 pagesAnyCasting - Software Intro - Die Casting PDFSimon Risteski100% (1)
- Die Casting Parameter Calculations-ToshibaDocument23 pagesDie Casting Parameter Calculations-Toshibakarthick100% (1)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text BookTrang Anh ToànNo ratings yet
- Gas Porosity (GENERAL)Document28 pagesGas Porosity (GENERAL)Kmilo Giraldo100% (5)
- The Die Casting Designers Handbook FinalDocument68 pagesThe Die Casting Designers Handbook FinalĐình Tước Vũ83% (6)
- NADCA-Introduction To Die Casting PDFDocument116 pagesNADCA-Introduction To Die Casting PDFMichael Naím Dévora Quintanar100% (6)
- HPDC Design Gate and VentingDocument13 pagesHPDC Design Gate and VentingAndrey Polyakov75% (4)
- Operating The DC Machine NADCA 902Document124 pagesOperating The DC Machine NADCA 902Mariver Llorente100% (1)
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Gate Velocity - CalculationDocument7 pagesGate Velocity - CalculationmaniacraghuNo ratings yet
- Die Casting CalculationDocument4 pagesDie Casting CalculationBožidar GaćinovićNo ratings yet
- IV 4 Die Casting Force CalculationsDocument15 pagesIV 4 Die Casting Force CalculationsSatishkumar Adhikesavalu100% (6)
- NADCA Product Specification Standards For Die CastingDocument272 pagesNADCA Product Specification Standards For Die CastingWilian Nagano100% (1)
- DC School Text Book: Interpretation of Injection WaveDocument32 pagesDC School Text Book: Interpretation of Injection WavemikeNo ratings yet
- 515 TSG PorosityDocument60 pages515 TSG Porosityripecue100% (3)
- Die Casting CalculationsDocument5 pagesDie Casting Calculationseeng.ali6515No ratings yet
- Die Casting Parameters and SimulationsDocument9 pagesDie Casting Parameters and SimulationsGuilherme Dos Santos Moreira100% (1)
- Die Casting Calculation PDFDocument4 pagesDie Casting Calculation PDFAli NasserNo ratings yet
- Diecasting DefectsDocument14 pagesDiecasting DefectsEdwardNo ratings yet
- Die Casting Design and Spec GuideDocument16 pagesDie Casting Design and Spec Guidet20a1h5u23100% (3)
- Die Casting MachinesDocument78 pagesDie Casting MachinesluisA1923No ratings yet
- Temperature ControlDocument60 pagesTemperature ControlKmilo Giraldo100% (4)
- Web004 Operator Training Class 4 - How It Works - The Shot EndDocument49 pagesWeb004 Operator Training Class 4 - How It Works - The Shot EndsinrNo ratings yet
- Die Casting Calculation PDFDocument4 pagesDie Casting Calculation PDFAbdullah UYSAL100% (1)
- AB Die Casting EngDocument24 pagesAB Die Casting Engkaniappan sakthivelNo ratings yet
- Alu Die Casting Process Basic ConceptsDocument76 pagesAlu Die Casting Process Basic Conceptsviktordooom100% (4)
- Die Materials & Technologies: Business Solutions Based On NADCA ResearchDocument28 pagesDie Materials & Technologies: Business Solutions Based On NADCA ResearchNageswara Rao Suthraye100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Injection Mold Design Engineering Complete Self-Assessment GuideFrom EverandInjection Mold Design Engineering Complete Self-Assessment GuideNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- MECHANICAL Report CDocument25 pagesMECHANICAL Report COdawa JohnNo ratings yet
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocument17 pagesWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNo ratings yet
- Internship Presentation: By: Fardaan ShariffDocument22 pagesInternship Presentation: By: Fardaan ShariffMohammed imran100% (1)
- Coer Collage Sample Internship FileDocument25 pagesCoer Collage Sample Internship FileHimanshu nirwanNo ratings yet
- Course Material TwoDay Workshop Sheetemetal DHIO GTTCDocument132 pagesCourse Material TwoDay Workshop Sheetemetal DHIO GTTChsvjvv100% (1)
- Pakistan Machine Tool Factory Internship ReportDocument14 pagesPakistan Machine Tool Factory Internship ReportAtif MunirNo ratings yet
- Method For Aluminum Dross UtilizationDocument6 pagesMethod For Aluminum Dross UtilizationdhanalakshimiNo ratings yet
- LeakDocument5 pagesLeakdhanalakshimiNo ratings yet
- ResumeDocument1 pageResumedhanalakshimiNo ratings yet
- Action Verbs Categorized by Alphabetical OrderDocument3 pagesAction Verbs Categorized by Alphabetical OrderdhanalakshimiNo ratings yet
- Tyco SprinklerDocument68 pagesTyco SprinklerLuka RadilNo ratings yet
- L&M Model 145Document4 pagesL&M Model 145Capacitacion TodocatNo ratings yet
- (Asce) 1076-0431 (2010) 16 2Document7 pages(Asce) 1076-0431 (2010) 16 2Kausalya AravindNo ratings yet
- Planning and Designing of Modern Bus Terminal FinalDocument67 pagesPlanning and Designing of Modern Bus Terminal FinalKARTHICKNo ratings yet
- Smartcone: Patent No. 8,201,457Document2 pagesSmartcone: Patent No. 8,201,457Julio Andrés Campos VásquezNo ratings yet
- Daya Dukung - Pondasi DangkalDocument34 pagesDaya Dukung - Pondasi DangkalRaditya PurnamahadiNo ratings yet
- Property Tables and Charts (Siunits) : AppendixDocument27 pagesProperty Tables and Charts (Siunits) : AppendixlemonNo ratings yet
- Weld-Crete® Concrete Bonding AgentDocument3 pagesWeld-Crete® Concrete Bonding AgentMario LanzaNo ratings yet
- Catalog Sunsystem Cazane 7Document42 pagesCatalog Sunsystem Cazane 7Tofan VasileNo ratings yet
- Lecture02 Slides ME382 UofMDocument13 pagesLecture02 Slides ME382 UofMCasey HollowayNo ratings yet
- VPAKDocument2 pagesVPAKPingu3No ratings yet
- Company: 4 Seasons Climate ComfortDocument39 pagesCompany: 4 Seasons Climate ComforttvassilopoulosNo ratings yet
- Price List EcoLum Price List March 2023 IssueDocument12 pagesPrice List EcoLum Price List March 2023 IssueGrace Mecate VillanuevaNo ratings yet
- The Planning, Design and Analysis of The Bloukrans BridgeDocument14 pagesThe Planning, Design and Analysis of The Bloukrans BridgetevredeNo ratings yet
- Cooling Only (50Hz) : RR SeriesDocument290 pagesCooling Only (50Hz) : RR SeriesstevenloNo ratings yet
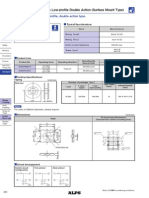
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet
- 50LC Product Data 12.5-23 TonDocument90 pages50LC Product Data 12.5-23 TonAcerz VillagraciaNo ratings yet
- A Review On Effective Stabilization of Expansive Soils PDFDocument25 pagesA Review On Effective Stabilization of Expansive Soils PDFshabbar abbasNo ratings yet
- Solution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodDocument6 pagesSolution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodacckypenrynNo ratings yet
- AC018KN4DCH - WBMF Front Wind Baffle SubmittalDocument2 pagesAC018KN4DCH - WBMF Front Wind Baffle SubmittalChin Heng LimNo ratings yet
- TRO CX7323 - E11 - Ad PDFDocument2 pagesTRO CX7323 - E11 - Ad PDFJosip DuvnjakNo ratings yet
- Moldex Realty, Inc. (Linda Agustin) 2.0 (With Sound)Document111 pagesMoldex Realty, Inc. (Linda Agustin) 2.0 (With Sound)Arwin AgustinNo ratings yet
- PB02-HRH-001 Hot Reheat Steam SystemDocument1 pagePB02-HRH-001 Hot Reheat Steam SystemzhangNo ratings yet
- Air Conditioner: Owner'S ManualDocument84 pagesAir Conditioner: Owner'S ManualPepe CarreraNo ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofjitendraNo ratings yet
- Deep Diaphragm Wall Activities at RandstadRail Project in Rotterdam The NetherlandsDocument10 pagesDeep Diaphragm Wall Activities at RandstadRail Project in Rotterdam The Netherlandsayman sobhyNo ratings yet
- Coating Std. For Easy Reference July 2015Document25 pagesCoating Std. For Easy Reference July 2015Jahangir Khan100% (1)
- ME2030 - 20160406 - Plastic Shaping (Groover Slides Partial)Document43 pagesME2030 - 20160406 - Plastic Shaping (Groover Slides Partial)Vamshi KrishnaNo ratings yet
- Welding Questions 1Document26 pagesWelding Questions 1dselvakuuNo ratings yet
- Tran Cor H PDFDocument37 pagesTran Cor H PDFFernando Moreira LagosNo ratings yet