You might also like
- Commissioning and Start-UpDocument113 pagesCommissioning and Start-Upjujuroyale100% (5)
- 14.gas DehydrationDocument47 pages14.gas DehydrationMu Iz90% (10)
- 12.product Pipeline OperationDocument72 pages12.product Pipeline OperationSachin Suresh100% (1)
- Steam Blowing ProcessDocument15 pagesSteam Blowing Processprincemech2004No ratings yet
- Process of LNG Plant PDFDocument26 pagesProcess of LNG Plant PDFodeinatus100% (3)
- Work Method Statement For PlasteringDocument9 pagesWork Method Statement For PlasteringMhando IgnasNo ratings yet
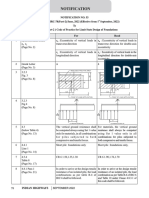
- IRC 78 Part-2-2020 - Amendment No. 1 - June 2022Document4 pagesIRC 78 Part-2-2020 - Amendment No. 1 - June 2022JayantNo ratings yet
- PR-1159 - Commissioning and Start-UpDocument117 pagesPR-1159 - Commissioning and Start-UpIngemar David Quintero Simonpietri100% (1)
- Pre Commisioning Start UpDocument33 pagesPre Commisioning Start Upivanrishi100% (3)
- Commissionning of Oil and Gas Processing PlantsDocument40 pagesCommissionning of Oil and Gas Processing PlantsOmeoga Obinna100% (3)
- Plant Commissioning Start Up ProcedureDocument100 pagesPlant Commissioning Start Up Proceduremsaad292% (124)
- Company Logo Project Name / No.: Inspection & Test PlanDocument3 pagesCompany Logo Project Name / No.: Inspection & Test PlanAmr HamedNo ratings yet
- Oil & Gas FundamentalsDocument22 pagesOil & Gas FundamentalsAboyowa Edema100% (1)
- Precommissioning and CommissioningDocument58 pagesPrecommissioning and Commissioningbasusonu100% (4)
- Balance Line Purge Valve Vent 1 Pig Trap Isolation Valve Vent 2Document4 pagesBalance Line Purge Valve Vent 1 Pig Trap Isolation Valve Vent 2Rohit VermaNo ratings yet
- Plant Commissioning & Start Up ProcedureDocument18 pagesPlant Commissioning & Start Up Procedureaamirapi100% (7)
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Cool Down Gap PresentationDocument46 pagesCool Down Gap PresentationihllhmNo ratings yet
- Pre Commissioning ManualDocument44 pagesPre Commissioning ManualMahmoud Tobala83% (24)
- 4.3 FLNGDocument11 pages4.3 FLNGsamriddh25No ratings yet
- Case Studies in Pre Inspection: CleaningDocument4 pagesCase Studies in Pre Inspection: CleaningSamtron610No ratings yet
- 4f59a2f56193c Proces Plant Commissioning Start-Up and Troubleshooting Nel 12 4smDocument4 pages4f59a2f56193c Proces Plant Commissioning Start-Up and Troubleshooting Nel 12 4smrakeshengg25No ratings yet
- Plant Start UpDocument7 pagesPlant Start UpTan JieShengNo ratings yet
- Operating Mannua2Document96 pagesOperating Mannua2Ajay Kumar0% (1)
- Commisioning Plant CourseDocument25 pagesCommisioning Plant CoursePoncho RmzNo ratings yet
- Commissioning and Startup - Increase Certainty Through Advanced PlanningDocument5 pagesCommissioning and Startup - Increase Certainty Through Advanced PlanningBramJanssen76100% (2)
- Work Procedure For Pre-CommissioningDocument19 pagesWork Procedure For Pre-CommissioningTrustEmma100% (3)
- Regulatory Framework On DecommissioningDocument16 pagesRegulatory Framework On DecommissioningccrabbaiNo ratings yet
- 1 Power Plant Commissioning PreparationsDocument18 pages1 Power Plant Commissioning PreparationsArjun SaojiNo ratings yet
- Govt of Dubai (U-Factor)Document23 pagesGovt of Dubai (U-Factor)Faizul Zainudin100% (2)
- Gas Oil Processing Plant-ConstructionDocument180 pagesGas Oil Processing Plant-ConstructionDony RamdhaniNo ratings yet
- Commissioning PlanDocument33 pagesCommissioning PlanYakubu100% (9)
- Mechanical Completion ProcedureDocument7 pagesMechanical Completion Procedureiwan100% (6)
- Natural Gas Processing PlantsDocument12 pagesNatural Gas Processing Plantsfarnazansari10060% (5)
- Project Execution Plan GeneralDocument5 pagesProject Execution Plan GeneralRocco Randazzo100% (1)
- Process Plant Commissioning and Start UpDocument75 pagesProcess Plant Commissioning and Start UpAhmed Khamees Shatla100% (7)
- Plant Commissioning and StartupDocument31 pagesPlant Commissioning and StartupEric Fisher100% (6)
- FSMed ProjectManagementPlan (ComplexProject) 101Document19 pagesFSMed ProjectManagementPlan (ComplexProject) 101AttaShah100% (1)
- Key InterlockDocument23 pagesKey Interlockjayhuacat7743No ratings yet
- 2.0 Pre - Commissioning 2.1 Pre - Commissioning ActivitiesDocument6 pages2.0 Pre - Commissioning 2.1 Pre - Commissioning Activitiessamtom100% (1)
- Basis of Design - Pipeline InstallationDocument11 pagesBasis of Design - Pipeline InstallationAndreas Schlager100% (1)
- Project Standards and Specifications Precommissioning Piping Cleaning Rev01Document5 pagesProject Standards and Specifications Precommissioning Piping Cleaning Rev01Tiago HenriquesNo ratings yet
- Gas Separation PlantDocument15 pagesGas Separation PlantAmir Asyraf SuhailiNo ratings yet
- Commissioning ScheduleDocument1 pageCommissioning Scheduledreamboy87No ratings yet
- Commissioning Process Plant ModelDocument21 pagesCommissioning Process Plant ModelLuis Enrique Peñuela V.No ratings yet
- Commissioning in DetailDocument200 pagesCommissioning in DetailmohamedovicNo ratings yet
- MWC Testing and CommissioningDocument8 pagesMWC Testing and CommissioningladaojmNo ratings yet
- Commissioning StrategyDocument95 pagesCommissioning StrategyArjun Shantaram Zope100% (7)
- CommissioningDocument33 pagesCommissioningAbhiyan Anala Arvind100% (9)
- Completions ManagementDocument7 pagesCompletions ManagementRavi ValiyaNo ratings yet
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementFrom EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementNo ratings yet
- Gas LiftDocument17 pagesGas LiftSaurabhNo ratings yet
- Commissioning PlanDocument95 pagesCommissioning PlanVijay Potdukhe0% (1)
- Hot Oil Installation Procedure PDFDocument36 pagesHot Oil Installation Procedure PDFshyam_adhikaryNo ratings yet
- Plant LayoutDocument8 pagesPlant Layoutrsmallwood395895100% (1)
- Flare SystemDocument29 pagesFlare SystemLuis EnriqueNo ratings yet
- 1202 516353J00145 Env2Document676 pages1202 516353J00145 Env2Yavuz ErcanliNo ratings yet
- Basics Urban Building Blocks by Thorsten BÃ RklinDocument70 pagesBasics Urban Building Blocks by Thorsten BÃ RklinRizki MadinaNo ratings yet
- Precommissioning & Commissioning SafetyDocument3 pagesPrecommissioning & Commissioning Safetymudatha100% (2)
- Brownfield Project Characterisation R5 With Simpler ChartsDocument31 pagesBrownfield Project Characterisation R5 With Simpler Chartsscott glennieNo ratings yet
- Pre-Recorded Information: X X X X XDocument3 pagesPre-Recorded Information: X X X X XOscar BustosNo ratings yet
- LPG Pipeline MeteringDocument7 pagesLPG Pipeline MeteringDinesh Pinto100% (1)
- Dragon OilDocument34 pagesDragon OilDavinNo ratings yet
- FGP WPMP OverviewDocument15 pagesFGP WPMP OverviewyazardNo ratings yet
- Feed - Piping StudyDocument6 pagesFeed - Piping Studyvellore2kNo ratings yet
- Start Up UnitDocument40 pagesStart Up UnitchrisNo ratings yet
- Ab Assignment 4Document6 pagesAb Assignment 4Noman NawabNo ratings yet
- Ab Assignment 3Document7 pagesAb Assignment 3Noman NawabNo ratings yet
- Ab Assignment 5Document5 pagesAb Assignment 5Noman NawabNo ratings yet
- Ab Assignment 2Document10 pagesAb Assignment 2Noman NawabNo ratings yet
- Ab Assignment 1Document5 pagesAb Assignment 1Noman NawabNo ratings yet
- Ab Assignment 1Document5 pagesAb Assignment 1Noman NawabNo ratings yet
- Flare Header Design GuidelinesDocument2 pagesFlare Header Design GuidelinesNoman Nawab0% (1)
- COMPRESSORDocument1 pageCOMPRESSORNoman NawabNo ratings yet
- Design Consideration of FlareDocument2 pagesDesign Consideration of FlareNoman NawabNo ratings yet
- Compressor: Centrifugal CompressorsDocument2 pagesCompressor: Centrifugal CompressorsNoman NawabNo ratings yet
- Ratio AnalysisDocument2 pagesRatio AnalysisNoman NawabNo ratings yet
- ND, Asmnd, Masndasdasd A SFSH DFHDocument1 pageND, Asmnd, Masndasdasd A SFSH DFHNoman NawabNo ratings yet
- Sound 1Document3 pagesSound 1Noman NawabNo ratings yet
- BOILER #1 Annual Shutdown Job List 15 Shift ADocument3 pagesBOILER #1 Annual Shutdown Job List 15 Shift ANoman NawabNo ratings yet
- Decolourization of Textile Waste Water and Dye EffluentDocument8 pagesDecolourization of Textile Waste Water and Dye EffluentNoman NawabNo ratings yet
- Catalog - Conductor Bar Insul-8 BarSide ContactDocument52 pagesCatalog - Conductor Bar Insul-8 BarSide ContactarmandoNo ratings yet
- Leaflet No.2Document7 pagesLeaflet No.2Sabra A.S.No ratings yet
- Basf India LimitedDocument7 pagesBasf India LimitedKB_mitNo ratings yet
- Code Description Unit Quantity Rate Amount: Sub Head: 26-New Technologies and MaterialsDocument6 pagesCode Description Unit Quantity Rate Amount: Sub Head: 26-New Technologies and MaterialsAtul GargNo ratings yet
- Mom & Boq Sewer English FinalDocument33 pagesMom & Boq Sewer English FinalMohammed HanafiNo ratings yet
- Conflict Management of Construction Projects - A Research: Mohammad KH TH E Alazemi, A. K. M. MohiuddinDocument9 pagesConflict Management of Construction Projects - A Research: Mohammad KH TH E Alazemi, A. K. M. MohiuddinNahom WorknehNo ratings yet
- Delovi - Prethodni ServisDocument25 pagesDelovi - Prethodni ServisAleksandar DespotovicNo ratings yet
- Price List: Thhn/Thwn-2Document5 pagesPrice List: Thhn/Thwn-2MEL ANGELESNo ratings yet
- Green Pin Standard Bow Shackles With Screw Collar Pin: W.L.L A B C D e F G H I J WeightDocument1 pageGreen Pin Standard Bow Shackles With Screw Collar Pin: W.L.L A B C D e F G H I J WeightKevin MorrisNo ratings yet
- Texto Guia de Ingenieria AntisismicaDocument825 pagesTexto Guia de Ingenieria AntisismicaFrancisco Calderon100% (1)
- Ce-327 Prelim ExamDocument4 pagesCe-327 Prelim ExamDirect XNo ratings yet
- Coding For Us and YpuDocument6 pagesCoding For Us and Ypuرهف نوفلNo ratings yet
- Ferroli Modena 102 Installation Manual 47 267 24Document44 pagesFerroli Modena 102 Installation Manual 47 267 24Somoh UdomsaksakunNo ratings yet
- Qap PDFDocument3 pagesQap PDFRavi BhadaniNo ratings yet
- 'TTA IOM R22 Jan10Document28 pages'TTA IOM R22 Jan10Luong DaoNo ratings yet
- Water Street Lakefield Rehabilitation Recommendations SummaryDocument6 pagesWater Street Lakefield Rehabilitation Recommendations SummaryPeterborough ExaminerNo ratings yet
- Guide To Lighting and Power Cables - The Engineering Mindset - Reader ViewDocument5 pagesGuide To Lighting and Power Cables - The Engineering Mindset - Reader ViewDenish SebastianNo ratings yet
- Ogunbode Hassan 2011 PDFDocument10 pagesOgunbode Hassan 2011 PDFBely MobaNo ratings yet
- CASE STUDY SAGUNA BAUG-ModelDocument1 pageCASE STUDY SAGUNA BAUG-ModelBluedrae Gaming50% (4)
- 23-12-22 National ConferenceDocument4 pages23-12-22 National ConferenceNIKITA CHAUHANNo ratings yet
- DFPRM 51 12 00 300 801 A01Document6 pagesDFPRM 51 12 00 300 801 A01Fredy BonillaNo ratings yet
- 7.10 - Transverse Reinforcement For Compression Members: Structural Concrete Building Code (Aci 318M-11) and CommentaryDocument4 pages7.10 - Transverse Reinforcement For Compression Members: Structural Concrete Building Code (Aci 318M-11) and Commentarymbhanusagar.keynesNo ratings yet
- 29-May-16 07-Dec-2019 21:18 Mast - STD: Job No Sheet No RevDocument33 pages29-May-16 07-Dec-2019 21:18 Mast - STD: Job No Sheet No Revokechukwu1benjaminNo ratings yet
- Analytical Comparison Between Conventional Construction Technique and Precast Concrete Construction SystemDocument5 pagesAnalytical Comparison Between Conventional Construction Technique and Precast Concrete Construction SystemEditor IJTSRDNo ratings yet