You might also like
- Greaves Non-Automotive Engines BrochureDocument6 pagesGreaves Non-Automotive Engines BrochureRicardo TurlaNo ratings yet
- Filter Hydraulikk Mahle PDFDocument52 pagesFilter Hydraulikk Mahle PDFArnaldo BenitezNo ratings yet
- Svedala RV Eng GerardDocument6 pagesSvedala RV Eng GerardPaseandoPorlaVidaNo ratings yet
- Filter Selection Guide-EDocument78 pagesFilter Selection Guide-ENuñez JesusNo ratings yet
- Positive Crankcase Ventilation Valve - PCV PDFDocument5 pagesPositive Crankcase Ventilation Valve - PCV PDFSatkoNo ratings yet
- Axial Piston Pump Lecture 8Document12 pagesAxial Piston Pump Lecture 8ssbudzNo ratings yet
- Spec-Sheet TranServe2+MachineDocument2 pagesSpec-Sheet TranServe2+MachineEduardo Yagüe GomezNo ratings yet
- KLEENOIL Microfiltration ENDocument32 pagesKLEENOIL Microfiltration ENMamuNo ratings yet
- Hydropneumatic PresentationDocument17 pagesHydropneumatic PresentationRohit SharmaNo ratings yet
- At Ti Automatic Transmission Fluids: Mti TBB Martin TabbeyDocument40 pagesAt Ti Automatic Transmission Fluids: Mti TBB Martin TabbeygaryvarnerNo ratings yet
- Chhuon Aasman Ko, Zameen Se Judhkar.: Presenting The World TractorDocument2 pagesChhuon Aasman Ko, Zameen Se Judhkar.: Presenting The World TractorgitamamNo ratings yet
- Hydraulic Cylinder CalculationsDocument3 pagesHydraulic Cylinder CalculationsA.Subin DasNo ratings yet
- Hydraulic Symbols: As Per DIN-ISO 1219 (1978) As Per ISO - 1219-1 (1991)Document35 pagesHydraulic Symbols: As Per DIN-ISO 1219 (1978) As Per ISO - 1219-1 (1991)saadNo ratings yet
- Bom Chan KhongDocument78 pagesBom Chan KhongKhổng C. PhongNo ratings yet
- What Is Fuel Pump - Types of Fuel Pump - Its Working PrincipleDocument14 pagesWhat Is Fuel Pump - Types of Fuel Pump - Its Working PrincipleMark MubiruNo ratings yet
- Oil Mist LubricationDocument15 pagesOil Mist Lubricationchetan_thakur4278No ratings yet
- Oerlikon Leybold Roots Blower Vacuum Pump CatalogDocument40 pagesOerlikon Leybold Roots Blower Vacuum Pump CatalogYasir Ali100% (1)
- Trends in Car WashingDocument5 pagesTrends in Car WashingkoushikraoNo ratings yet
- Vacuum DehydratorDocument12 pagesVacuum DehydratorAntonne E. PhillipNo ratings yet
- Alfa Laval Panx Palm Oil Decanter Centrifuge Product LeafletDocument4 pagesAlfa Laval Panx Palm Oil Decanter Centrifuge Product LeafletaniNo ratings yet
- Lubricant SlidesDocument34 pagesLubricant SlidesDinesh Kumar GattuNo ratings yet
- Brochure RMF SystemsDocument48 pagesBrochure RMF SystemsAdvikNaguNo ratings yet
- HXL5W HXL75 HXL15 HXL400 Manual PDFDocument40 pagesHXL5W HXL75 HXL15 HXL400 Manual PDFJonathanNo ratings yet
- Wiper and Washer SystemsDocument14 pagesWiper and Washer SystemsArt DoeNo ratings yet
- BP Hydraulik Pum Mot EnGB 144026Document44 pagesBP Hydraulik Pum Mot EnGB 144026Jasmin Kahrimanovic100% (3)
- Air Sentry - Energy Statement App 3 Dessicant and Filters PDFDocument20 pagesAir Sentry - Energy Statement App 3 Dessicant and Filters PDFEsteban Fernando Meza IbacetaNo ratings yet
- Agitation and MixingDocument77 pagesAgitation and MixingKolliparaDeepak100% (1)
- Specifications ST80: Sept. 2012 - Rev 3Document4 pagesSpecifications ST80: Sept. 2012 - Rev 3leonidas cespedesNo ratings yet
- Roots Blower OilDocument2 pagesRoots Blower OilsinhleprovietNo ratings yet
- Turbo Failure GuideDocument4 pagesTurbo Failure GuideRoman AdamNo ratings yet
- 10 Powertransmissionfluids 1600615993801Document63 pages10 Powertransmissionfluids 1600615993801maiatostiNo ratings yet
- Gear Displacement CalculationDocument0 pagesGear Displacement CalculationRam GadekarNo ratings yet
- Fluitec Boost VR 1310Document2 pagesFluitec Boost VR 1310api-221802169No ratings yet
- Mitsubishi Transfer Case Recall BulletinDocument20 pagesMitsubishi Transfer Case Recall BulletinSteven LewisNo ratings yet
- Volvo 8400 City Bus Brochure For Sales KitDocument8 pagesVolvo 8400 City Bus Brochure For Sales KitER Balram YadavNo ratings yet
- Accessories HydraulicsDocument47 pagesAccessories HydraulicsawfahaddadinNo ratings yet
- Do's and Dont's: Downloaded From Manuals Search EngineDocument81 pagesDo's and Dont's: Downloaded From Manuals Search Enginewondu aNo ratings yet
- Belt Drive SystemsDocument8 pagesBelt Drive SystemsYavuz KeskinNo ratings yet
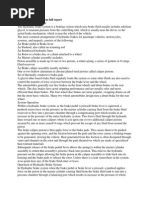
- Hydraulic Brake System Full ReportDocument3 pagesHydraulic Brake System Full ReportGautam VatsNo ratings yet
- Fastener EurAsia Magazine 73Document124 pagesFastener EurAsia Magazine 73Varun KumarNo ratings yet
- Advanced Brake SystemsDocument24 pagesAdvanced Brake SystemsMuhammed ImamovićNo ratings yet
- Oil Filter Remover Belt Type: Bachelor of Industrial Technology Major: AutomotiveDocument5 pagesOil Filter Remover Belt Type: Bachelor of Industrial Technology Major: AutomotiveJoanna Marie EngalanNo ratings yet
- Gleitlager enDocument32 pagesGleitlager enMarcelo Topon100% (1)
- Full Text 02Document112 pagesFull Text 02Như Nguyễn Trần ThảoNo ratings yet
- Hydraulic FormulaDocument1 pageHydraulic Formulaognen88No ratings yet
- Durco Mark III - Flowserve PDFDocument36 pagesDurco Mark III - Flowserve PDFAlfred Lam100% (2)
- Chapter 1 Pneumatic SystemDocument95 pagesChapter 1 Pneumatic SystemNazer Mangirapin BarisNo ratings yet
- Minimac - ProfileDocument40 pagesMinimac - ProfileAnshuman AgrawalNo ratings yet
- Oilmans Group ChartDocument5 pagesOilmans Group ChartRezhaNo ratings yet
- BY Thomas Cherian A11Mae17 Dinesh Tej A11Mae18 Vitu - AraiDocument25 pagesBY Thomas Cherian A11Mae17 Dinesh Tej A11Mae18 Vitu - AraiCharlie Tej0% (1)
- AutomobileDocument98 pagesAutomobilesrp188No ratings yet
- Chapter Four.1Document160 pagesChapter Four.1Marew GetieNo ratings yet
- Unit - IV Hydraulics and PneumaticsDocument26 pagesUnit - IV Hydraulics and PneumaticsRavindra_1202No ratings yet
- 3 Tyre Types 160217043028Document23 pages3 Tyre Types 160217043028kl42c4300No ratings yet
- Basics of Hydralic SystemDocument101 pagesBasics of Hydralic SystemNikhil MalhotraNo ratings yet
- Fundamentals of HydraulicsDocument101 pagesFundamentals of HydraulicswissamhijaziNo ratings yet
- Ijett V39P245Document6 pagesIjett V39P245Mawada RashedNo ratings yet
- ασκήσεις υδραυλικων λαδιουDocument160 pagesασκήσεις υδραυλικων λαδιουchristodoulos charalambousNo ratings yet
- Hight Pressure Hydraulic SystemDocument34 pagesHight Pressure Hydraulic SystemVijay AundhakarNo ratings yet
- Safe Work Procedure - Grapple Skidder: Company NameDocument3 pagesSafe Work Procedure - Grapple Skidder: Company NameLuis NunesNo ratings yet
- Lecture 3 - FMEADocument55 pagesLecture 3 - FMEALuis NunesNo ratings yet
- 3 Crazy Excel Formulas That Do Amazing Things - Advanced Excel Tips & TricksDocument9 pages3 Crazy Excel Formulas That Do Amazing Things - Advanced Excel Tips & TricksLuis NunesNo ratings yet
- S&T Stainless Steel Product RangeDocument7 pagesS&T Stainless Steel Product RangeLuis NunesNo ratings yet
- AISI 1045 Medium Carbon Steel - AZoMDocument4 pagesAISI 1045 Medium Carbon Steel - AZoMLuis NunesNo ratings yet
- Atlas Aluminium Datasheet 5083Document3 pagesAtlas Aluminium Datasheet 5083Luis NunesNo ratings yet
- Stainless Steel Grade Selection PDFDocument11 pagesStainless Steel Grade Selection PDFLuis NunesNo ratings yet
- Tire, Wheel, and Wheel Bearing FundamentalsDocument60 pagesTire, Wheel, and Wheel Bearing FundamentalsLuis NunesNo ratings yet
- Atlas Aluminium Datasheet 6063 PDFDocument2 pagesAtlas Aluminium Datasheet 6063 PDFLuis NunesNo ratings yet
- Atlas Aluminium Datasheet 5083Document3 pagesAtlas Aluminium Datasheet 5083Luis NunesNo ratings yet
- Inch MM ConversionsDocument1 pageInch MM ConversionsLuis NunesNo ratings yet
- Mechanical Engineering ApplicationsDocument71 pagesMechanical Engineering ApplicationsLuis NunesNo ratings yet
- Brake System Diagnosis and RepairDocument111 pagesBrake System Diagnosis and RepairLuis NunesNo ratings yet
- Dekomposisi AnaerobikDocument31 pagesDekomposisi AnaerobikRahma PratiwiNo ratings yet
- ALI AFNAN - S Instruction Manual Usui Reki Level-1 & 2 Combined, With Detailed SymbolsDocument13 pagesALI AFNAN - S Instruction Manual Usui Reki Level-1 & 2 Combined, With Detailed Symbolskrasivaad100% (1)
- Installation and Operation Manual: 2301A Speed Control With Ma Speed Setting InputDocument40 pagesInstallation and Operation Manual: 2301A Speed Control With Ma Speed Setting Inputsorangel_123No ratings yet
- Market Rules IGX v3Document80 pagesMarket Rules IGX v3Raymond SmithNo ratings yet
- Thrust BearingsDocument112 pagesThrust BearingsMohammad Ali ZamanNo ratings yet
- Special Electrical MachinesDocument5 pagesSpecial Electrical MachinesEswaran0% (1)
- Management Analysis of MayfairDocument42 pagesManagement Analysis of MayfairIrfan KhalidNo ratings yet
- TNB Iar 2020Document360 pagesTNB Iar 2020yerio.dwiyantoNo ratings yet
- Physics: OxfordDocument224 pagesPhysics: OxfordMusic Life100% (1)
- Green Building PBLDocument11 pagesGreen Building PBLsofea1121No ratings yet
- Pix CarsDocument149 pagesPix CarsRicardo AssunçãoNo ratings yet
- EN13480-3 Chap12 ModificationsDocument37 pagesEN13480-3 Chap12 ModificationsPrashant ChauhanNo ratings yet
- 230L2M551 - Cement Mixing EquipmentDocument43 pages230L2M551 - Cement Mixing Equipmentyao nestorNo ratings yet
- IELTS READING CHUYÊN ĐỀ - Matching /Heading (part 3 - advanced)Document3 pagesIELTS READING CHUYÊN ĐỀ - Matching /Heading (part 3 - advanced)TUTOR IELTSNo ratings yet
- Endress-Hauser Promag 55S ENDocument4 pagesEndress-Hauser Promag 55S ENLwazi HanisiNo ratings yet
- Fundamentals Fundamentals Fundamentals of Crop Science of Crop Science of Crop ScienceDocument26 pagesFundamentals Fundamentals Fundamentals of Crop Science of Crop Science of Crop ScienceAlthea DoradoNo ratings yet
- Enclosures TechnicalDocument16 pagesEnclosures TechnicalAnonymous rYZyQQot55No ratings yet
- Casing ScrapersDocument2 pagesCasing ScrapersthetrevanianNo ratings yet
- DC01 (STAT Table) DA01 (Reagent Refrigerator) GA01: Heat ExchangerDocument2 pagesDC01 (STAT Table) DA01 (Reagent Refrigerator) GA01: Heat ExchangerQuốc CườngNo ratings yet
- It Has A Low Cost of OperationDocument3 pagesIt Has A Low Cost of OperationDuterteNo ratings yet
- Cam Price List (Philips)Document36 pagesCam Price List (Philips)dave6522No ratings yet
- Group Practice GP 34-00 Machinery: Use and Interpretation of This DocumentDocument40 pagesGroup Practice GP 34-00 Machinery: Use and Interpretation of This DocumentSuresh Kumar A P80% (5)
- Freezing Point Depression, Eutectic Point, Freezing Rate & Types of FreezersDocument30 pagesFreezing Point Depression, Eutectic Point, Freezing Rate & Types of Freezersrahulraj1122100% (1)
- Leed For Operations and Maintenance Reference Guide Introduction PDFDocument20 pagesLeed For Operations and Maintenance Reference Guide Introduction PDFjopaypagasNo ratings yet
- IAEA Fukushima Remediation Final - Report151111Document81 pagesIAEA Fukushima Remediation Final - Report151111EnformableNo ratings yet
- Recovered Fiber Pulping NoteDocument28 pagesRecovered Fiber Pulping Noteteewee_cuteNo ratings yet
- Operating Instructions: DishwasherDocument20 pagesOperating Instructions: DishwasherpetrushinNo ratings yet
- 250 Service Manual PDFDocument47 pages250 Service Manual PDFSnejana Stoianov100% (2)
- PrefaceDocument45 pagesPrefaceaddy_callsoutNo ratings yet
- Greening Bangkok: A Sustainable Option For Climate Change AdaptationDocument6 pagesGreening Bangkok: A Sustainable Option For Climate Change AdaptationVitor Vieira VasconcelosNo ratings yet