You might also like
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963From EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963No ratings yet
- COP of Heat PumpDocument3 pagesCOP of Heat PumpTamoor AliNo ratings yet
- Understanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsDocument4 pagesUnderstanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsmohdnazirNo ratings yet
- Refrigerant Piping Design GuideDocument91 pagesRefrigerant Piping Design GuidedndudcNo ratings yet
- Air Conditioning Design - Psychrometrics & Coil Load CalculationDocument13 pagesAir Conditioning Design - Psychrometrics & Coil Load Calculationvsajv83% (6)
- Expansion Tank CalculationsDocument3 pagesExpansion Tank CalculationspsjjoshiNo ratings yet
- Heat PumpsDocument16 pagesHeat Pumpsali_habib_41No ratings yet
- Psychrometric Charts With InstructionsDocument3 pagesPsychrometric Charts With Instructionsjebman1No ratings yet
- Cooling Towers - Downloaded SkillsDocument22 pagesCooling Towers - Downloaded SkillsVuthpalachaitanya KrishnaNo ratings yet
- Cooling & Dehumidification Coil PDFDocument30 pagesCooling & Dehumidification Coil PDFonkarratheeNo ratings yet
- Design Ice Thermal Energy StorageDocument55 pagesDesign Ice Thermal Energy StorageVietHienNo ratings yet
- Pressure Loss in PipeDocument8 pagesPressure Loss in PipesaeidianNo ratings yet
- Energy Efficiency On Chilled Water SystemDocument56 pagesEnergy Efficiency On Chilled Water Systembalraj100% (1)
- Hvac Formulas PDFDocument3 pagesHvac Formulas PDFdasmechNo ratings yet
- The Original Plank EquationDocument9 pagesThe Original Plank EquationEddu IzaguirreNo ratings yet
- Ventilation Design Consideration For Battery RoomDocument7 pagesVentilation Design Consideration For Battery RoomSeunNo ratings yet
- HvacDocument15 pagesHvacPallab Mukherjee100% (1)
- Basic Chiller System Design Part2Document48 pagesBasic Chiller System Design Part2Sivakumar NadarajaNo ratings yet
- RefrigeratorDocument6 pagesRefrigeratorChooi San LaiNo ratings yet
- Desuperheater Catalog of DAEJU CONTROL CO., LTD.Document28 pagesDesuperheater Catalog of DAEJU CONTROL CO., LTD.Ki Ho ChungNo ratings yet
- Cooling Tower Fundamentals PDFDocument27 pagesCooling Tower Fundamentals PDFDarshan Raghunath100% (3)
- HVAC Coil DesignDocument7 pagesHVAC Coil DesignAnonymous 73gEYyEtLNo ratings yet
- Understanding NPLV / IPLVDocument4 pagesUnderstanding NPLV / IPLVmitasyahu100% (1)
- Pipe Sizing Charts TablesDocument35 pagesPipe Sizing Charts TablesMaxmore KarumamupiyoNo ratings yet
- Dehumidification Handbook 2nd Ed - 12 Cs PDFDocument228 pagesDehumidification Handbook 2nd Ed - 12 Cs PDFleak67% (3)
- Final-Cooling Tower Analysis PDFDocument40 pagesFinal-Cooling Tower Analysis PDFاحمد الدلالNo ratings yet
- Coldstoragepptpragati 150509061348 Lva1 App6891 PDFDocument39 pagesColdstoragepptpragati 150509061348 Lva1 App6891 PDFmahesh bandaraNo ratings yet
- AC Systems Lectures ModDocument38 pagesAC Systems Lectures ModAhmed SherifNo ratings yet
- The Radiant Time Series Cooling Load Calculation ProcedureDocument14 pagesThe Radiant Time Series Cooling Load Calculation ProcedureNor Firdaus Yunus100% (1)
- Clion-Marine Chiller Specs 2017Document1 pageClion-Marine Chiller Specs 2017Sandy NugrahaNo ratings yet
- Cop V/S Eer V/S SeerDocument7 pagesCop V/S Eer V/S SeerRaj Deep TiwariNo ratings yet
- R744 (CO2) Refrigerant Cooling Systems, The Finned Tube R744 (CO2) Evaporator and Gas CoolerDocument24 pagesR744 (CO2) Refrigerant Cooling Systems, The Finned Tube R744 (CO2) Evaporator and Gas CoolerSudersanSridhar100% (1)
- Heat Exchangers: Heat Transfer Lectures Chemical Engineering Department University of Technology, IraqDocument20 pagesHeat Exchangers: Heat Transfer Lectures Chemical Engineering Department University of Technology, IraqChemical EngineeringNo ratings yet
- Ag 31-011 120407 1Document91 pagesAg 31-011 120407 1Klich77No ratings yet
- 39TC Installation and Maintenance Manual PDFDocument35 pages39TC Installation and Maintenance Manual PDFAngga HardiyantomoNo ratings yet
- Co2 Heat Pump SystemsDocument7 pagesCo2 Heat Pump SystemsAmine Yahiaoui100% (1)
- HVAC CalculationDocument82 pagesHVAC Calculationfady100% (2)
- Chilled Water Thermal StorageDocument4 pagesChilled Water Thermal Storagemad_sam282729No ratings yet
- Refrigerator How Things WorkDocument4 pagesRefrigerator How Things WorkPanca KeceNo ratings yet
- HVAC Services in Buildings: Ar. Antara Nandy Assistant Professor Rani Rashmoni College of Architecture, Durgapur (W.B)Document18 pagesHVAC Services in Buildings: Ar. Antara Nandy Assistant Professor Rani Rashmoni College of Architecture, Durgapur (W.B)Archi PinuNo ratings yet
- ThermodynamicsDocument42 pagesThermodynamicsBuild AteddyNo ratings yet
- CondenserDocument12 pagesCondenserPrabir Kumar Pati100% (1)
- Petersenplgpckrcats PDFDocument112 pagesPetersenplgpckrcats PDFEdixon ZambranoNo ratings yet
- One Btu Equals 1.055 KJ.: Joule (J)Document3 pagesOne Btu Equals 1.055 KJ.: Joule (J)suboo0678No ratings yet
- HVAC Report FINALDocument65 pagesHVAC Report FINALIanNo ratings yet
- InTech-Thermal Design of Cooling and Dehumidifying CoilsDocument28 pagesInTech-Thermal Design of Cooling and Dehumidifying CoilsJom BonhayagNo ratings yet
- Air EvaporatorDocument8 pagesAir Evaporatordoni.ekosaputroNo ratings yet
- Chapter 4 Heat Exchangers With High-Finned Trufin TubesDocument0 pagesChapter 4 Heat Exchangers With High-Finned Trufin TubesManuel ArroyoNo ratings yet
- Cooling Coil Selection-TraneDocument5 pagesCooling Coil Selection-Tranevanacharlasekhar100% (1)
- Heat ExchangersDocument18 pagesHeat ExchangersiosuarizNo ratings yet
- Heat ExchangersDocument8 pagesHeat ExchangersLiyan Fajar GintaraNo ratings yet
- Step 1: Calculate The LMTD: HOT ColdDocument34 pagesStep 1: Calculate The LMTD: HOT ColdFrancisca Hanna0% (2)
- Selecting Cooling Coils Without Proprietary Software - Issue Oct-Dec 2002Document12 pagesSelecting Cooling Coils Without Proprietary Software - Issue Oct-Dec 2002dokundot100% (2)
- Factors Affecting The Performance of Shell and Tube Heat ExchangerDocument9 pagesFactors Affecting The Performance of Shell and Tube Heat ExchangerMuhammed NayeemNo ratings yet
- Finned Tube Heat ExchangerDocument15 pagesFinned Tube Heat ExchangerAna Quintana0% (1)
- Qpedia Oct14 Heat Transfer Calculations of ThermosyphonDocument5 pagesQpedia Oct14 Heat Transfer Calculations of ThermosyphonHMMSPNo ratings yet
- Fin TubesDocument4 pagesFin TubesBhanu K PrakashNo ratings yet
- Heating With Coils and Jackets - Spirax SarcoDocument14 pagesHeating With Coils and Jackets - Spirax SarcoWEN GIE KONGNo ratings yet
- Simulation and Study of Shell and Tube Type Heat EDocument9 pagesSimulation and Study of Shell and Tube Type Heat EILEENVIRUSNo ratings yet
- Air Venting, Heat Losses and A Summary of Various Pipe Related StandardsDocument7 pagesAir Venting, Heat Losses and A Summary of Various Pipe Related StandardsAam Phobia MusisiNo ratings yet
- Schools in UAEDocument15 pagesSchools in UAESadique ShaikhNo ratings yet
- Cable, Tray, Earthing WT CalculationDocument46 pagesCable, Tray, Earthing WT CalculationSadique Shaikh100% (1)
- Union Budget 2017 18 Key Highlights PDFDocument7 pagesUnion Budget 2017 18 Key Highlights PDFRakesh MistryNo ratings yet
- MEP Magazine-My ArticleDocument52 pagesMEP Magazine-My ArticleSadique ShaikhNo ratings yet
- Workshop On FAN Engineering For Hvac&R: Sushil K. ChoudhuryDocument85 pagesWorkshop On FAN Engineering For Hvac&R: Sushil K. ChoudhurySadique ShaikhNo ratings yet
- Standards For Design of Hvac Needs in Naval ApplicationDocument77 pagesStandards For Design of Hvac Needs in Naval ApplicationSadique ShaikhNo ratings yet
- Basic Cost Planning & Cost EstimateDocument22 pagesBasic Cost Planning & Cost EstimateDilip Kumar100% (1)
- Contractor or Subcontractor - Who Wins Under Bespoke SubcontractDocument40 pagesContractor or Subcontractor - Who Wins Under Bespoke SubcontractSadique Shaikh100% (1)
- Ricardo Vargas Pmbok FlowChart ColorDocument1 pageRicardo Vargas Pmbok FlowChart ColorHany Zayed80% (5)
- Calculation and Recovery of Homehead OfficeDocument17 pagesCalculation and Recovery of Homehead Officeprosperity_174No ratings yet
- Difference Between Fidic 1987 & Fidic 1999Document5 pagesDifference Between Fidic 1987 & Fidic 1999Sadique Shaikh100% (2)
- Blowing AgentDocument12 pagesBlowing AgentHimanshu PainulyNo ratings yet
- ASTM D4329 Standard Practice For Fluorescent UV Exposure of PlasticsDocument6 pagesASTM D4329 Standard Practice For Fluorescent UV Exposure of PlasticsDavid VegaNo ratings yet
- Non-returns-DampersDocument1 pageNon-returns-DampersProject enghvacNo ratings yet
- Comparative Study of Moisture Removal Techniques For Mineral-Based Insulation OilDocument6 pagesComparative Study of Moisture Removal Techniques For Mineral-Based Insulation OilDante FilhoNo ratings yet
- Lecture 6Document26 pagesLecture 6rookeeNo ratings yet
- WWW - Manaresults.Co - In: Engineering MechanicsDocument2 pagesWWW - Manaresults.Co - In: Engineering MechanicsNoor IslamNo ratings yet
- Sprinkler Design Udemy CourseDocument2 pagesSprinkler Design Udemy CourseMohamedSaidNo ratings yet
- Wave Phenomena in A Double Plasma Experiment: Fortgeschrittenen-Praktikum Der TUMDocument11 pagesWave Phenomena in A Double Plasma Experiment: Fortgeschrittenen-Praktikum Der TUMsaurabhidNo ratings yet
- Reactivity and Structure Concepts in Organic ChemistryDocument141 pagesReactivity and Structure Concepts in Organic ChemistryEiael BogoNo ratings yet
- Icpat 8Document204 pagesIcpat 8MisgatesNo ratings yet
- Variables Affecting Caking On Granular Phosphorous Containing FertilizersDocument8 pagesVariables Affecting Caking On Granular Phosphorous Containing FertilizersAlexandros GiannikosNo ratings yet
- Bronze c54400 SpecificationsDocument3 pagesBronze c54400 SpecificationsRam Parimalam100% (1)
- Theory Questions Asked in Mid Sem and CVMU QP - 07072023Document26 pagesTheory Questions Asked in Mid Sem and CVMU QP - 07072023a9157272235No ratings yet
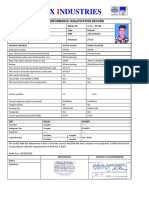
- NYX Ndustries ZC: Welder Performance Qualification RecordDocument1 pageNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarNo ratings yet
- Lab 4Document6 pagesLab 4dragon_287No ratings yet
- A Simple Method For Constructing Phase EnvelopesDocument9 pagesA Simple Method For Constructing Phase Envelopesjlg314No ratings yet
- KinematcsDocument6 pagesKinematcsAdit Kumar100% (1)
- DR Aft: CHEE 6335: Classical and Statistical Thermodynamics (Fall 2021)Document4 pagesDR Aft: CHEE 6335: Classical and Statistical Thermodynamics (Fall 2021)Saúl Guerra Razo0% (1)
- 41.1-Simple Phenomena of MagnetismDocument12 pages41.1-Simple Phenomena of Magnetismkatise1794No ratings yet
- Introduction On SpectrophotometerDocument7 pagesIntroduction On SpectrophotometerbubNo ratings yet
- Kinetics 3.2. Surfaces and InterfacesDocument43 pagesKinetics 3.2. Surfaces and InterfacesCường Nguyễn ĐứcNo ratings yet
- United States Patent: BittnerDocument8 pagesUnited States Patent: BittneronlyaqmalNo ratings yet
- Tutorial 1Document2 pagesTutorial 1Kushagra GuptaNo ratings yet
- IDEA Connection Theoretical Manual EN Ver 8 2Document65 pagesIDEA Connection Theoretical Manual EN Ver 8 2George AlexiadisNo ratings yet
- Science 10 Second QuarterDocument3 pagesScience 10 Second Quarterprince adilan planas100% (5)
- OceanographyDocument8 pagesOceanographyAyush PandeyNo ratings yet
- Materials Science (M.SC.) - Effective 01 April 2016Document2 pagesMaterials Science (M.SC.) - Effective 01 April 2016AtharvNo ratings yet
- Flow Regimes On Sieve Trays For Gas Liquid ContactingDocument196 pagesFlow Regimes On Sieve Trays For Gas Liquid ContactingGrant FirthNo ratings yet
- Cantilever Retaining WallDocument5 pagesCantilever Retaining WallAditya Singh ChauhanNo ratings yet
- Cof PDFDocument4 pagesCof PDFSetiadi DennyNo ratings yet