You might also like
- HexWorks ManualDocument162 pagesHexWorks ManualIguodala OwieNo ratings yet
- PLCDocument37 pagesPLCArav AminNo ratings yet
- A Project Report On PLC and Its ApplicationDocument28 pagesA Project Report On PLC and Its Applicationpoonam00140% (1)
- CH 4 Intro To PLCDocument49 pagesCH 4 Intro To PLCVeronica NunezNo ratings yet
- Smart Traffic Control System Using PLC ScadaDocument14 pagesSmart Traffic Control System Using PLC ScadaSaravanan ViswakarmaNo ratings yet
- AWB2528-1508-User Manual EASY500-700 PDFDocument304 pagesAWB2528-1508-User Manual EASY500-700 PDFverde24No ratings yet
- FM GREASE AX EP SERIES - Data Sheet PDFDocument2 pagesFM GREASE AX EP SERIES - Data Sheet PDFricardo gomezNo ratings yet
- Programmable Logic Circuit PLCDocument79 pagesProgrammable Logic Circuit PLCRahul100% (7)
- 06 Logic ControlDocument162 pages06 Logic ControlTejo AlamNo ratings yet
- Rev 1 Module2 PLCDocument293 pagesRev 1 Module2 PLCMuhd IzzatNo ratings yet
- PLC ProgrammingDocument57 pagesPLC ProgrammingShaarib KhanNo ratings yet
- A Project Report On PLC and Its ApplicationDocument27 pagesA Project Report On PLC and Its ApplicationPriyanshu SuryavanshiNo ratings yet
- Basics of PLCDocument49 pagesBasics of PLCANAMIKA BHARALINo ratings yet
- FYP PresentationDocument30 pagesFYP PresentationHaider ALyNo ratings yet
- Chapter 10 PLC ProcessorsDocument43 pagesChapter 10 PLC ProcessorsHashemAliHashemNo ratings yet
- Practical File of PLC and SCADADocument17 pagesPractical File of PLC and SCADAvara prasadNo ratings yet
- Ej501 t1 Introduction To Automation System1Document86 pagesEj501 t1 Introduction To Automation System1Loga HSNo ratings yet
- PLC - Sies PDFDocument116 pagesPLC - Sies PDFABHISHEK THAKURNo ratings yet
- PLC Manual: Diploma in Electrical & Electronics EnggDocument16 pagesPLC Manual: Diploma in Electrical & Electronics EnggAhmedsadatNo ratings yet
- PLCDocument77 pagesPLCasfarooq029No ratings yet
- PLCDocument77 pagesPLCZakir Uddin Ahmad100% (1)
- PLCDocument34 pagesPLCmurtadhaNo ratings yet
- Dasar-Dasar PLCDocument45 pagesDasar-Dasar PLCFarid MulyanaNo ratings yet
- Chapter One Introduction To PLC and Types of Control SystemDocument64 pagesChapter One Introduction To PLC and Types of Control Systemsakr505No ratings yet
- Logic Design Seminar - Programmable Logic ControllersDocument35 pagesLogic Design Seminar - Programmable Logic Controllersabhisingh28No ratings yet
- PLC TrainingDocument62 pagesPLC Trainingsarafaraj alam100% (4)
- Basic PLC (Compatibility Mode)Document39 pagesBasic PLC (Compatibility Mode)Royal Ritesh SharmaNo ratings yet
- 2-PLC Operation-2020 Lesson 2 Hand OutDocument16 pages2-PLC Operation-2020 Lesson 2 Hand OutIbrahimNo ratings yet
- Chapter 1 V1Document31 pagesChapter 1 V1arechor1605No ratings yet
- Motor Control With Basic PLC Programming: Presented By: JS MorenoDocument33 pagesMotor Control With Basic PLC Programming: Presented By: JS MorenoNiño John Jayme100% (1)
- Basic PLC PDFDocument77 pagesBasic PLC PDFAsgher KhattakNo ratings yet
- Final PLCDocument45 pagesFinal PLCvivekanand v&vNo ratings yet
- Three Phase Fault Analysis With Autoreset For Temporary Fault and Trip For Permanent FaultDocument27 pagesThree Phase Fault Analysis With Autoreset For Temporary Fault and Trip For Permanent Faultrock starNo ratings yet
- PLC 131022133632 Phpapp02 PDFDocument105 pagesPLC 131022133632 Phpapp02 PDFAhmed SamiNo ratings yet
- Lect 11 21 PLCDocument58 pagesLect 11 21 PLCraja_liaqatNo ratings yet
- Automation Chapter 5Document65 pagesAutomation Chapter 5Owais GharaibehNo ratings yet
- Basic PLCDocument32 pagesBasic PLCRizwanhussain RazviNo ratings yet
- Pneumatic ControlsDocument46 pagesPneumatic ControlsAditya KumarNo ratings yet
- 33 - Program Logic ControllersDocument33 pages33 - Program Logic ControllersKARTHIK S SNo ratings yet
- Off Delay Touch Free Switch: Linear Integrated Circuits & Applications (Lab)Document10 pagesOff Delay Touch Free Switch: Linear Integrated Circuits & Applications (Lab)count freakNo ratings yet
- Programmable Logic ControllerDocument79 pagesProgrammable Logic ControllerDrPraveen KumarNo ratings yet
- Boiler Automation Using Programmable Logic Control FinalDocument30 pagesBoiler Automation Using Programmable Logic Control Finalx-robot92% (37)
- Programmable Logic Controller: Shankar JothyrajDocument39 pagesProgrammable Logic Controller: Shankar Jothyrajtt_aljobory3911No ratings yet
- A127474955 - 23429 - 4 - 2019 - PLC ProgrammingDocument37 pagesA127474955 - 23429 - 4 - 2019 - PLC Programmingbalakondaiah pNo ratings yet
- PLC and DdcmisDocument63 pagesPLC and DdcmisSiddharth Tiwari100% (1)
- PC Micro Grid Fault PreventionDocument24 pagesPC Micro Grid Fault Preventionrock starNo ratings yet
- PLC Based Control SystemDocument49 pagesPLC Based Control SystemNitin Prajapati100% (2)
- Timers 7000 SeriesDocument6 pagesTimers 7000 SeriesYthan Liam Manero QuintosNo ratings yet
- 4.PLC I-O Devices and PeripheralsDocument34 pages4.PLC I-O Devices and PeripheralsEmmanuel MatutuNo ratings yet
- Automation PrinciplesDocument45 pagesAutomation PrinciplesLuis DerasNo ratings yet
- Chapter 4 Industrial AutomationDocument19 pagesChapter 4 Industrial AutomationMelkamu SimenehNo ratings yet
- Programmable Logic ControllersDocument97 pagesProgrammable Logic ControllersRijo MathewNo ratings yet
- PLC and Its ApplicationDocument19 pagesPLC and Its ApplicationAasshimaa TanejaNo ratings yet
- PLC Dan SCADA - 4Document23 pagesPLC Dan SCADA - 4kezia parhusipNo ratings yet
- PLC Ladder ProgrmmingDocument51 pagesPLC Ladder ProgrmmingJosephNo ratings yet
- Programmable Controller Basics Programmable Controller BasicsDocument59 pagesProgrammable Controller Basics Programmable Controller Basicsnikhil patelNo ratings yet
- Programmable Logic Controller (PLC)Document85 pagesProgrammable Logic Controller (PLC)riajdcNo ratings yet
- PLC Programming For Industrial ApplicationsDocument20 pagesPLC Programming For Industrial Applicationssayyan50% (2)
- Time Delay RelayDocument24 pagesTime Delay Relayzelalem walieNo ratings yet
- Sand CastingDocument45 pagesSand CastingwinasharNo ratings yet
- Halesway Halesway Yes GoogDocument7 pagesHalesway Halesway Yes GoogZapeta RonNo ratings yet
- Adaptive Lightening System For AutomobilesDocument39 pagesAdaptive Lightening System For Automobilesyuva54eeeNo ratings yet
- Machine Transformations: J. MccalleyDocument24 pagesMachine Transformations: J. MccalleykfaliNo ratings yet
- Machine Transformations: J. MccalleyDocument24 pagesMachine Transformations: J. MccalleykfaliNo ratings yet
- Abrasion Resistance Test On CablesDocument5 pagesAbrasion Resistance Test On Cablesyuva54eeeNo ratings yet
- DS Mod4Document32 pagesDS Mod4Nikhitha HBNo ratings yet
- Need and Future of Electronics and Automation inDocument21 pagesNeed and Future of Electronics and Automation inAjay Kumar VermaNo ratings yet
- Vineeth - Curriculum VitaDocument8 pagesVineeth - Curriculum VitaVineeth NBNo ratings yet
- Fastner and Tooling Components. Fertrading Group Venezuela.Document4 pagesFastner and Tooling Components. Fertrading Group Venezuela.Renso PiovesanNo ratings yet
- WCM Combined Rough DraftDocument258 pagesWCM Combined Rough Draftpalanivendhan_186170No ratings yet
- Modelsim TutorialDocument26 pagesModelsim Tutorialsachinshetty001No ratings yet
- CI 1580A ENG User ManualDocument50 pagesCI 1580A ENG User ManualArdy KristianNo ratings yet
- Realistic Equations of StateDocument94 pagesRealistic Equations of Stateaman09752No ratings yet
- DASApplicationForm PDFDocument3 pagesDASApplicationForm PDFEngr.Hamid Ismail CheemaNo ratings yet
- Vsi 52 Dec 2010Document4 pagesVsi 52 Dec 20103LifelinesNo ratings yet
- Nutanix TN 2072 ESXi AHV Migration Version 2.2Document23 pagesNutanix TN 2072 ESXi AHV Migration Version 2.2Alejandro DariczNo ratings yet
- Baseline Processing ReportDocument17 pagesBaseline Processing ReportMAMAN MAMANNo ratings yet
- P45-69Z V3.0 Schematic DiagramDocument10 pagesP45-69Z V3.0 Schematic DiagramAhmed El SharkawyNo ratings yet
- Listprice 07 11Document1,797 pagesListprice 07 11Tejano RockNo ratings yet
- Panduit Electrical CatalogDocument1,040 pagesPanduit Electrical CatalognumnummoNo ratings yet
- Catalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFDocument52 pagesCatalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFPedro MalpicaNo ratings yet
- Understand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaDocument168 pagesUnderstand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaChiTownITNo ratings yet
- Ryobi RLT254CDSO User ManualDocument48 pagesRyobi RLT254CDSO User ManualPaul WilsonNo ratings yet
- Licenta - Algoritmi de Rezolvare A Cubului Rubik PDFDocument46 pagesLicenta - Algoritmi de Rezolvare A Cubului Rubik PDFRazvan SavucNo ratings yet
- K 1020189523hfjfjDocument3 pagesK 1020189523hfjfjCarlos Angel Vilcapaza CaceresNo ratings yet
- User Manual Floppy To USB Emulator: ModelDocument2 pagesUser Manual Floppy To USB Emulator: ModelRadulian DanielNo ratings yet
- FTNV-B FINAL - CatalogueDocument8 pagesFTNV-B FINAL - CatalogueAmodu Usman AdeyinkaNo ratings yet
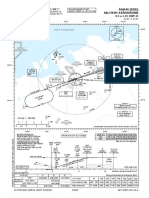
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 pageI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeNo ratings yet
- Hoshin Policy Deployment TemplatesDocument8 pagesHoshin Policy Deployment Templatesjcruz909No ratings yet
- UNIT - 1 (Data Structure Using C/C++) .: Definition of AlgorithmDocument2 pagesUNIT - 1 (Data Structure Using C/C++) .: Definition of AlgorithmArjun BhargavaNo ratings yet
- Catalogo TiboxDocument5 pagesCatalogo Tiboxfabiola100% (1)
- Metal Forming 2998Document22 pagesMetal Forming 2998RRR180No ratings yet
- Reinforced Concrete Design BS 8110Document15 pagesReinforced Concrete Design BS 8110Kutty Mansoor75% (4)